
Recomendaciones de diseño para la Alumina 4N Resin
Recomendaciones de diseño para la Alumina 4N Resin
La Alumina 4N Resin es una cerámica técnica de alta densidad y gran pureza que se utiliza en situaciones en las que el metal y los polímeros fallarían. Dadas sus propiedades inusuales y específicas, es importante seguir las recomendaciones de Formlabs al diseñar, imprimir y cocer la Alumina 4N Resin.
Si necesitas más información sobre el rendimiento o las propiedades específicas de la Alumina 4N Resin como material, consulta la ficha de datos de seguridad (FDS) y la ficha técnica. Consulta siempre las FDS como fuente principal de información para entender la seguridad y el manejo de los materiales de Formlabs.
Contracción general
Al igual que los materiales cerámicos convencionales, la Alumina 4N Resin se contrae durante el proceso de cocción. Las piezas encogen aproximadamente un 21,8 % en los ejes X e Y y un 26 % en el eje Z cuando se utiliza el programa de cocción recomendado por Formlabs. Utiliza un software CAD para escalar tu pieza y tener en cuenta la contracción antes de cargar los modelos en PreForm.
Características mínimas y máximas
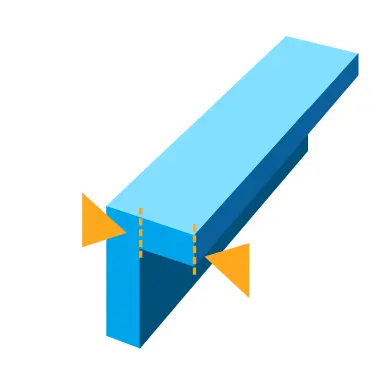
Grosor de la pared cocida
Form 3
Mínimo: 0,75 mm
Ideal: 1,5-3,5 mm
Máximo: 5 mm
Form 4
Mínimo: 0,75 mm
Ideal: 1-5 mm
Máximo: 8 mm
Ángulo mínimo de un voladizo sin soporte
Recomendado: 30º respecto a la horizontal
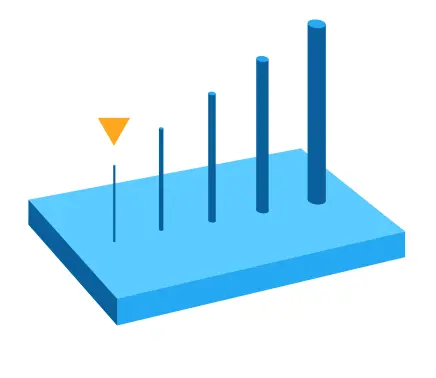
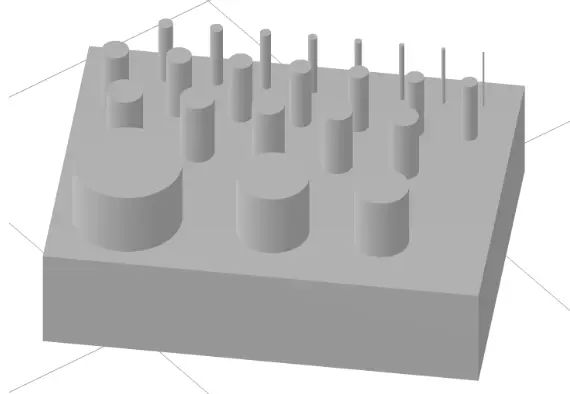
Diámetro de columna mínimo
Recomendado: 2 mm
Detalle mínimo en relieve
Recomendado:
- 0,75 mm en el plano horizontal
- 0,5 mm en el plano vertical
Detalle mínimo grabado
Recomendado:
- 0,5 mm en el plano horizontal
- 0,3 mm en el plano vertical
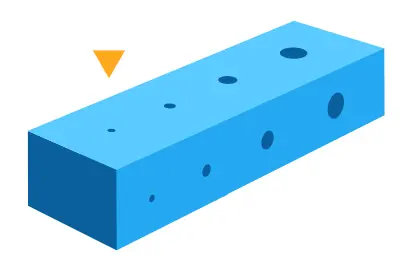
Diámetro mínimo de los agujeros
Recomendado:
- 0,8 mm en el plano horizontal
- 1 mm en el plano vertical
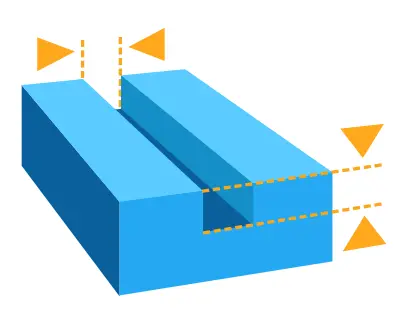
Longitud máxima de un voladizo sin soporte
Recomendado: 0.5 mm
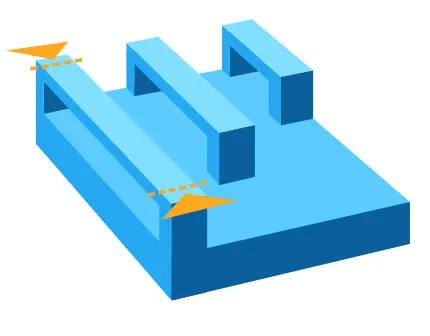
Distancia máxima entre soportes
Recomendado: 3 mm
Diámetro mínimo del orificio de drenaje
Recomendado: 5 mm
Altura mínima de un relieve sobre la superficie de la pieza
Recomendado: 0,7 mm
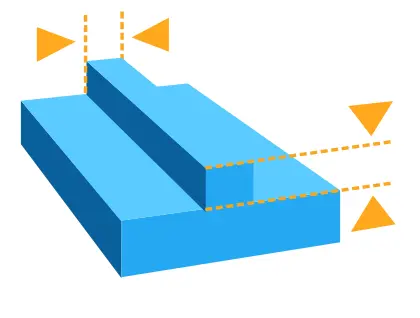
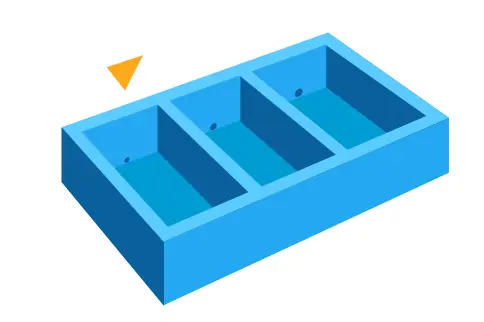
Fileteado
Las orientaciones con grandes cambios en las áreas de las secciones transversales corren el riesgo de agrietarse. Aplica filetes a los bordes internos para evitar concentraciones de tensiones y disminuir la formación de grietas.
Mínimo: radio de filete de 1 mm
Recomendado: 2 mm o más
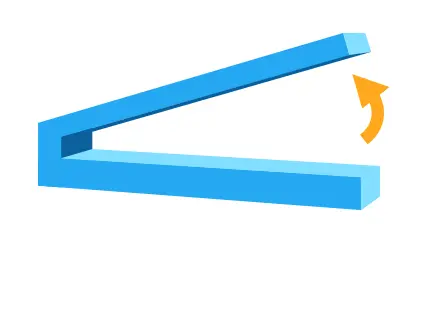
Orientación de los modelos
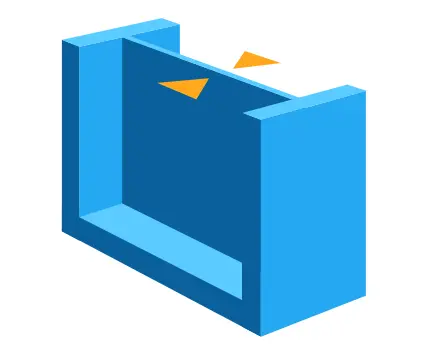
De ser posible, orienta las piezas para que puedan sostenerse por sí mismas, con todos los ángulos inferiores a 30º. Que los voladizos tengan una inclinación mayor puede provocar deformaciones. Evita las orientaciones que provoquen un cambio brusco de la cantidad de superficie o de las cavidades en los modelos que apuntan hacia arriba, ya que pueden provocar huecos con efecto ventosa. Imprime las piezas de modo que sus mayores dimensiones se encuentren a lo largo de uno de los ejes principales de la impresión.
Cuando imprimas con soportes, orienta los modelos en paralelo a la base de impresión.
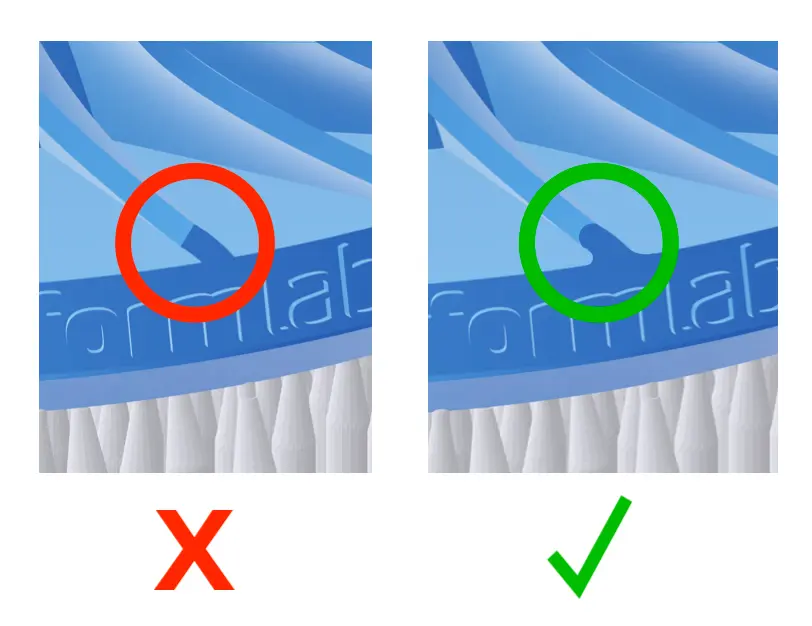
Adición de soportes a los modelos
Formlabs recomienda que los puntos de contacto tengan un tamaño de 0,4-0,8 mm y prefiere que los puntos de contacto sean de 0,5 mm. No coloques puntos de contacto sobre superficies críticas, ya que esto puede causar grietas y/o desgarrar elementos delgados de la pieza. Las paredes con ángulos superiores a 45º necesitan muy pocos soportes.
Cuando utilices la Alumina 4N Resin con una Form 3, utiliza bases y no imprimas directamente sobre la base de impresión.
Las piezas impresas en la Form 4 se pueden imprimir directamente sobre la base de impresión.
Estructuras sin soporte
Evita que haya voladizos horizontales o puentes sin soportes de más de 0,5 mm. El ángulo mínimo de un voladizo sin soporte es de 30º.
Recursos adicionales