Nota:
Es normal que la primera capa impresa en las impresoras LFS de Formlabs sea notablemente más gruesa que las 50 micras que debería tener en teoría.

La Alumina 4N Resin es una cerámica técnica que tiene una alta densidad y una gran pureza, con un rendimiento excepcional en condiciones extremas: es resistente a las altas temperaturas y a la abrasión, tiene gran fuerza mecánica y es químicamente inerte. Habitualmente se fabrica mediante prensado o moldeo por inyección de cerámica, que son métodos que requieren costosas herramientas para producir las piezas.
A veces, las impresiones no salen como se espera. Compara los síntomas de los problemas más comunes de las piezas impresas con la Alumina 4N Resin para determinar el origen del problema y encontrar una solución.
Problemas durante la impresión
Asentamiento de partículas en el tanque de resina o en el cartucho
La Alumina 4N Resin contiene partículas de alúmina suspendidas en la resina líquida. Al igual que con otras resinas de Formlabs con partículas en suspensión, la alúmina puede sedimentarse con el tiempo si tu tanque o cartucho de resina se deja sin usar durante un período prolongado de tiempo.
Para evitar que se depositen partículas en el tanque de resina o en el cartucho de resina:
Piezas que no se adhieren a la base de impresión
La falta de adherencia describe un defecto de impresión en el que las impresiones se desprenden parcial o completamente de la base de impresión. Se produce cuando las capas iniciales de una impresión no se adhieren a la base de impresión. En los casos de falta total de adherencia, la impresión no está en la base de impresión y hay una zona plana de resina curada en el fondo del tanque de resina.
Para resolver los problemas de falta de adherencia al imprimir con la Alumina 4N Resin:
Nota:
Es normal que la primera capa impresa en las impresoras LFS de Formlabs sea notablemente más gruesa que las 50 micras que debería tener en teoría.
Si los problemas de adherencia persisten, lija la superficie de tu base de impresión con un papel de lija de grano medio o fino antes de imprimir. Una superficie más rugosa ayuda a que las piezas impresas con la Alumina 4N Resin se adhieran a la base de impresión.
Las impresiones fallan después de las capas iniciales (solo Form 3)
A veces, las piezas pueden adherirse a la base de impresión, pero fallan después de imprimir las primeras capas. La mayoría de las veces se debe a un eje Z mal calibrado o a un problema con el mezclador del tanque de resina.
Para evitar que las piezas fallen después de que se hayan impreso las primeras capas, calibra el eje Z de tu impresora.
Si el mezclador no está completamente estacionado en el compartimento del mezclador al lado del tanque de resina cuando se produce el fallo de impresión, retira el mezclador del tanque. Dobla los brazos del mezclador ligeramente hacia fuera. Orienta el mezclador con los brazos apuntando hacia arriba y hacia el compartimento del mezclador en el lado izquierdo del tanque. Los imanes en el mezclador deben apuntar hacia abajo. Desliza el mezclador hacia la izquierda, hasta el compartimento del mezclador, hasta que los brazos flexibles de cada extremo encajen en su lugar.
Las piezas se caen de los soportes

Para evitar que las piezas se caigan de sus soportes durante la impresión:
Rotura de la pieza durante la impresión
Las piezas también pueden romperse durante la impresión, aunque no se desprendan de sus soportes. Esto puede deberse a que los soportes son insuficientes, a la geometría de la pieza o a choques entre el mezclador y la pieza.
Para evitar que las piezas se rompan durante la impresión:
La geometría de la pieza no se resuelve
Los detalles especialmente pequeños de tus piezas pueden no imprimirse correctamente, sobre todo a medida que la resina envejece.
Si los detalles precisos no se resuelven:
Desacoplamiento del mezclador (generación Form 3)
Para resolver los problemas de desacoplamiento del mezclador:
El mezclador ha detectado restos durante la rutina previa a la impresión (generación Form 4)
Durante la rutina previa a la impresión, el mezclador raspa la base de impresión para comprobar si hay restos de impresiones anteriores. La viscosidad de la Alumina 4N Resin puede provocar falsos positivos durante esta etapa.
A medida que la Alumina 4N Resin envejece, su viscosidad aumenta. Refrigera el cartucho de resina y el tanque de resina entre usos para prolongar su vida útil hasta 12 meses.
Si ves errores Mixer detected debris (El mezclador ha detectado restos) durante la preimpresión:
Si sigues teniendo problemas con la detección de restos antes de la impresión, ponte en contacto con el servicio de asistencia de Formlabs o con tu distribuidor autorizado para obtener más ayuda.
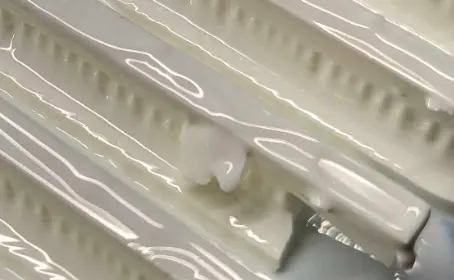
Hay partículas blancas depositadas en la base de impresión
Si observas partículas blancas depositadas en la base de impresión después de una impresión:
Restos depositados en las superficies de las piezas
Los restos de mayor tamaño depositados en las superficies de las piezas durante una impresión pueden proceder de impresiones fallidas anteriores o de secciones fallidas de la impresión actual. Las escamas de resina curada pueden permanecer suspendidas en el tanque de resina o el mezclador las puede despegar de la película del tanque.

Si observas escamas de resina curada en la superficie de tus piezas impresas:
Las bases se adhieren con fuerza a la base de impresión
Las piezas impresas con Alumina 4N Resin se adhieren con más fuerza a una superficie rugosa de la base de impresión. En algunos casos, es posible que las piezas impresas se adhieran con tanta fuerza a la base de impresión que resulte difícil retirarlas.
Si tus piezas impresas están demasiado adheridas a la base de impresión:
Atención:
El uso de estas herramientas (p.ej., alicates de corte o espátulas) en superficies resbaladizas (como la base de impresión cubierta de resina) puede provocar un movimiento imprevisto. Orienta las herramientas con bordes afilados en sentido contrario a ti, sobre todo cuando cortes o raspes.
Problemas con las piezas sin poscurar
Las piezas son de color rosa

Si observas un tinte rosado en la superficie de tus piezas después del lavado:
Las piezas son muy difíciles de retirar de los soportes
Las piezas impresas con la Alumina 4N Resin se deben retirar de sus soportes antes de la cocción. En función de la geometría de la pieza, la geometría de los soportes y la orientación de la pieza, puede resultar difícil retirar los soportes.
Si es difícil separar las piezas impresas de sus soportes:
Hay grietas visibles en la superficie de la pieza antes de la cocción
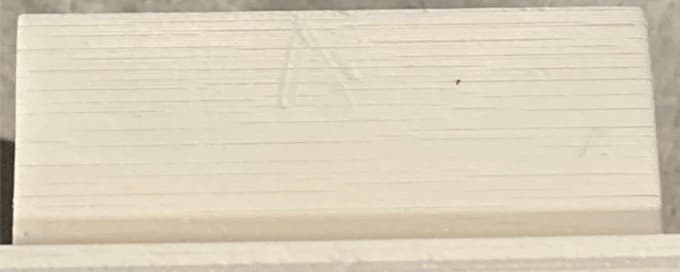
Si tus piezas impresas desarrollan grietas en la superficie antes de la cocción:
Las piezas no se secan completamente
Después de limpiar tus piezas impresas con la Ceramic Wash Solution, sécalas completamente antes de la cocción. Formlabs recomienda secar las impresiones encima de un tamiz o malla para aumentar el flujo de aire alrededor de la pieza impresa. Las piezas necesitan una temperatura ambiente cálida de 20-30 °C con un 30-45 % de humedad para secarse completamente. Seca las piezas en un horno a 45 °C durante 8-24 horas cuando sea necesario.
Si tus piezas no se secan por completo:
Agujeros u otros detalles cóncavos llenos de resina
Después de la impresión, los pequeños agujeros y otros detalles cóncavos suelen llenarse de resina líquida. Durante la cocción, esta resina líquida atrapa los gases del quemado y puede provocar una grieta en la pieza. Si el lavado normal no elimina la resina líquida, es posible que el agujero sea demasiado pequeño o demasiado largo para que penetre completamente la Ceramic Wash Solution.
Si queda resina líquida en los agujeros de tus piezas impresas después del lavado:
Deformación de las piezas durante el secado
Después de limpiar tus piezas impresas con la Ceramic Wash Solution, sécalas completamente antes de la cocción. Si el flujo de aire alrededor de una pieza es desigual, las distintas superficies pueden secarse a velocidades diferentes, lo que puede provocar deformaciones.
Si tus piezas se deforman durante el secado:
Problemas durante y después de la cocción de las piezas
Hay grietas grandes en las piezas impresas
Si observas grietas grandes en tus piezas impresas después de la cocción:
Grietas pequeñas en las piezas impresas
Las grietas superficiales más pequeñas pueden estar causadas por un lavado demasiado agresivo o por daños de impresiones fallidas anteriores.
Si observas pequeñas grietas en tus piezas impresas después de la cocción:
Las piezas impresas son más débiles de lo esperado
La Ficha técnica de la Alumina 4N Resin enumera las propiedades nominales del material para las piezas impresas con la resina. Si tus piezas son más débiles de lo esperado, es probable que haya grietas en ellas que afecten a su resistencia. Comprueba si hay grietas en las piezas y soluciónalas siguiendo las recomendaciones anteriores.
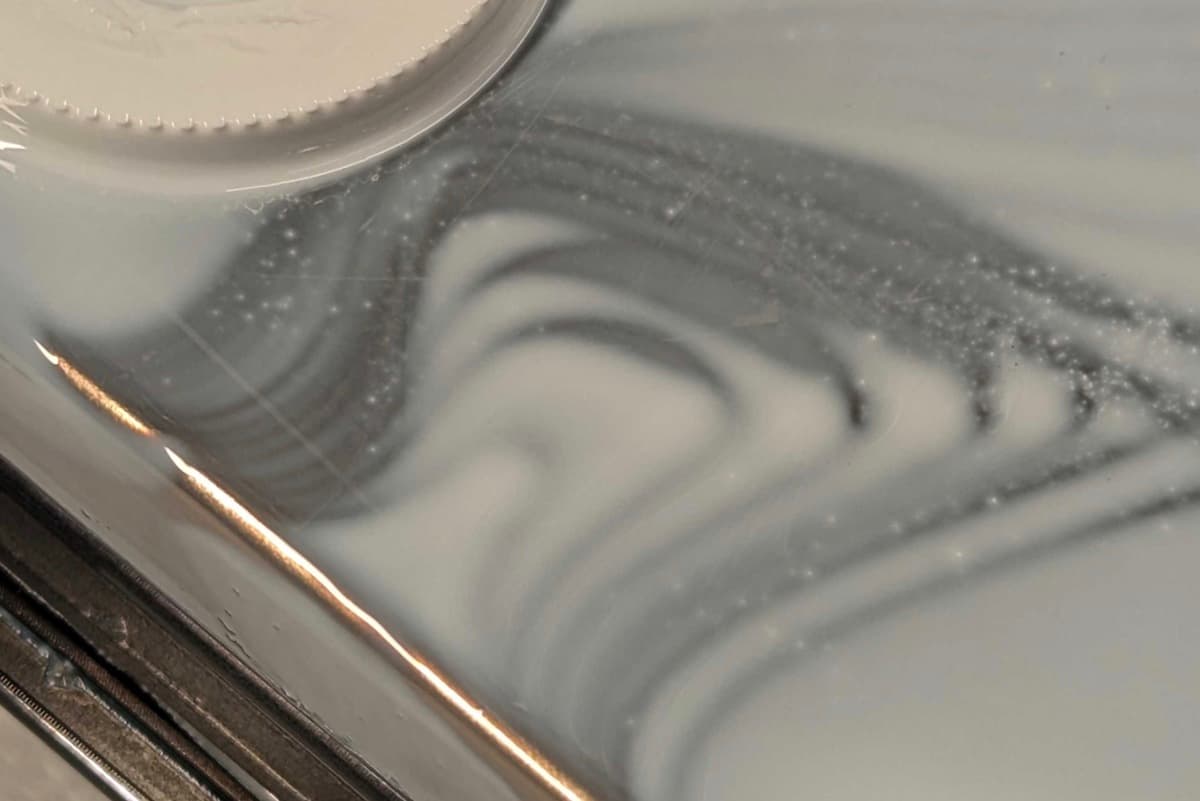
Líneas verticales visibles en las piezas impresas
Otras imperfecciones en la superficie de tus piezas impresas pueden estar relacionadas con el sistema óptico de la impresora, en lugar de con un fallo de impresión o un problema de proceso. Concretamente, las líneas verticales pueden indicar que la ventana óptica está sucia. Esto es similar al defecto de impresión de agujero/corte.
Si observas líneas verticales en la superficie de tus piezas impresas:
La pieza se ha fusionado con el horno durante la cocción
Las piezas impresas con la Alumina 4N Resin requieren cocción antes de estar listas para su uso. Durante el proceso de cocción, las piezas impresas pueden fusionarse con el horno si se cuecen a una temperatura demasiado alta o si se cuecen sin una placa de sinterización o arena refractaria que permita el libre movimiento de las piezas. Esto puede dañar las piezas impresas.
Si tus piezas impresas se fusionan con el horno durante la cocción:
Las piezas impresas tienen una densidad irregular
Después de la cocción, las piezas impresas con la Alumina 4N Resin deberían tener una densidad uniforme. Los cambios de densidad en una pieza indican que se han introducido impurezas durante la cocción o la temperatura de cocción ha sido insuficiente. Ten en cuenta que las impurezas también suelen provocar un cambio de color o de translucidez de la pieza cocida.
Para resolver problemas con la densidad de las piezas cocidas:
Las piezas impresas no se han contraído como se esperaba
Las piezas impresas con Alumina 4N Resin se contraen durante la cocción. La contracción prevista es anisotrópica: 21,8 % a lo largo de los ejes X e Y y 26 % a lo largo del eje Z. Estas cifras se basan en pruebas empíricas y no se pueden garantizar para todas las geometrías.
Si las piezas impresas se contraen de forma distinta a la esperada durante la cocción, aumenta o reduce el tamaño del diseño según sea necesario para alcanzar las medidas deseadas para la pieza.
La pieza cocida tiene un color que no es blanco

Para evitar que los contaminantes tiñan de color tus piezas impresas: