Tip:
Formlabs suggests the use of line conditioners or UPS in regions with voltage fluctuations.

Alumina 4N Resin has unique design, printing and post-processing requirements compared to other Formlabs resins. Follow Formlabs best practices for designing, printing, and firing parts, and read and follow the instructions in the support article Design guidelines for Alumina 4N Resin.
Preparing your printer for printing with Alumina 4N Resin
Form 3 generation
Ensure that you are using the latest version of PreForm and the most recent firmware. Formlabs strongly recommends the following checks for your printer before printing with Alumina 4N Resin:
Access these features by tapping Settings > Maintenance > Calibration.
Tip:
Formlabs suggests the use of line conditioners or UPS in regions with voltage fluctuations.
Form 4 generation
Form 4 generation printers do not require any special preparation for printing with Alumina 4N Resin.
Impresión con la Alumina 4N Resin
Form 3 generation
After reading all guidelines, review this pre-print checklist when starting a print with Alumina 4N Resin. Skipping one or more of these steps may cause your print to fail:
The first layers of Alumina 4N Resin take longer than other Formlabs resins. The first layer may take as long as 15 minutes to complete. Formlabs recommends checking the printer after approximately 1 hour, as the most common print issues occur at the initial stages. Formlabs also recommends checking the print at Layer 150, when print failures due to insufficient support visibly fail.
If there are any issues during the print, check the tank for any debris or obstructions and remove them.
Form 4 generation
Printing with Alumina 4N Resin on a Form 4 generation printer requires no special calibration, checks, or additional hardware.
Washing parts printed in Alumina 4N Resin
Only wash Alumina 4N Resin in the Ceramic Wash Solution. Do not allow Alumina 4N Resin parts to come into contact with water or IPA, as this will cause cracking.
Wash the printed parts for 2 minutes in Ceramic Wash Solution. Use a separate wash bucket to prevent loose ceramic particles from adhering to non-Alumina 4N parts. If using a Finish Kit, brushes are highly effective at removing resin.
Aggressive drying rates can cause cracking. Gently blow dry parts with air, focusing the airflow on corners and crevices. Wipe accessible surfaces dry with a paper towel.
If necessary, wash the printed parts for another 2 minutes in fresh Ceramic Wash Solution to remove any extraneous particles. For small parts or parts with delicate features, directly apply Ceramic Wash Solution using a squirt bottle to effectively rinse the printed part. Blow dry the printed parts again or wipe dry with a paper towel.
Minimize the amount of time the printed part is covered in Ceramic Wash Solution to prevent cracking.
Although Alumina 4N Resin quickly turns the Ceramic Wash Solution white, this is normal and does not affect its efficacy. Replace the Ceramic Wash Solution when it reaches 8–12% resin concentration, after approximately 6–8 months of heavy use, 1 year of moderate use, or 30–50 L of resin.
Ceramic Wash Solution is shelf-stable for 24 months.
Ceramic Wash Solution is non-hazardous and non-flammable. As nitrile gloves may swell when in contact with Ceramic Wash Solution, doubling up gloves is recommended when washing parts for a prolonged period of time.
Posacabado
After printing and removing the supports, smooth the part surface with 320 grit sandpaper to remove support marks. Sanded support touchpoints disappear during the bisque fire.
Parts printed with Alumina 4N Resin are easy to sand in their green state. Wet sanding is the fastest way to remove support marks, but it must be done immediately after washing your printed part. Do not wet sand a dry part.
To wet sand a part:
If the printed part has dried, do not wet sand. Dry sand to remove any remaining support marks.
You may also choose to sand using dremels, sanders, or other finishing tools. Keep speeds low and take care not to damage the printed part while sanding. The alumina suspended in Alumina 4N Resin dulls tooling bits over time.
Once fired, the alumina inside the resin hardens and it is very difficult to post-process any parts printed in Alumina 4N. Formlabs strongly recommends removing supports and sanding touchpoints before the part is fired, as sanding post-kiln can only be achieved with high speed or diamond tools.
Drying parts
Alumina 4N Resin does not require post-curing, but parts must be fully dry before firing. Allow parts to fully dry overnight.
Formlabs recommends drying parts on top of a sieve or mesh to increase air flow around the printed part. Parts require a warm room temperature of 20–30° C (68–86° F) with 30–45% humidity to completely dry.
Oven dry parts at 45° C (113° F) for 8–24 hours when needed. Maintain adequate air flow when oven drying parts. Keep the air flow even across the printed part and limit airflow if drying in a furnace. Formlabs recommends baffling fans and placing the printed parts in a box with small holes for drying parts in a forced air furnace.
Unfired parts are shelf stable and can be stored or shipped as necessary. Formlabs recommends extended drying times to reduce the likelihood of cracked parts.
Cocción de la Alumina 4N Resin
Creating fired ceramic parts with Alumina 4N Resin requires an oven, kiln, or furnace where the polymer matrix burns away and the model transforms into a solid ceramic part. Formlabs provides a firing schedule and explanation of each phase of the firing process. These instructions are guidelines, and modifying the workflow may work better for some situations.
Alumina 4N Resin parts may warp during the burnout process, but are not prone to sagging. Once fired, supports are difficult to remove from Alumina 4N parts. Remove any remaining supports and touchpoints before firing.
Loading the oven or kiln
As with traditional ceramic materials, parts printed in Alumina 4N Resin must be placed on setter plates for the firing process inside the oven or kiln. Formlabs strongly recommends using alumina setter plates to fire your printed parts. Setter plates made of zirconia, fused magnesia, or silicon carbide are acceptable alternatives. Ensure that the plates are compatible with your kiln or oven and are rated for a minimum of 1700° C (3092° F).
Notice:
Do not use setter plates made of silica, cement, boron nitride, or other metals with melting or softening points below 1700° C (3092° F), as these may fuse to your parts or melt entirely during the firing process.
Place parts onto the setter plates with at least 1 millimeter of space to prevent parts from fusing together or failing during the firing process. Parts may also be fired in a closed refractory box to increase thermal uniformity, but ensure there is adequate ventilation to evacuate burnout gasses.
Firing schedules and instructions
Formlabs recommends firing parts printed in Alumina 4N Resin twice, first in a burnout oven and then in a sintering kiln. Several firing schedules are recommended below. Download the latest PDF version (English only) for the in-depth time and temperature schedule.
Notice:
Parts are very fragile in their brown state. Take special care when handling parts after the first firing step.
Users are free to test their own firing cycles, noting the following requirements:
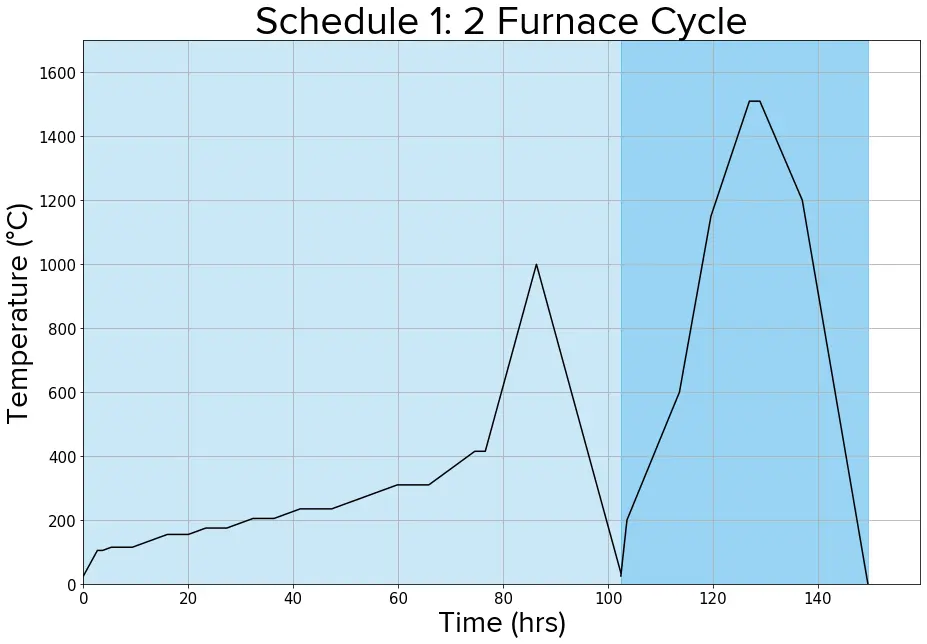
Two-furnace schedule
Formlabs recommends using a 4.5-day burnout and 2-day sintering firing schedule to achieve the mechanical properties shown in the technical data sheet (TDS).
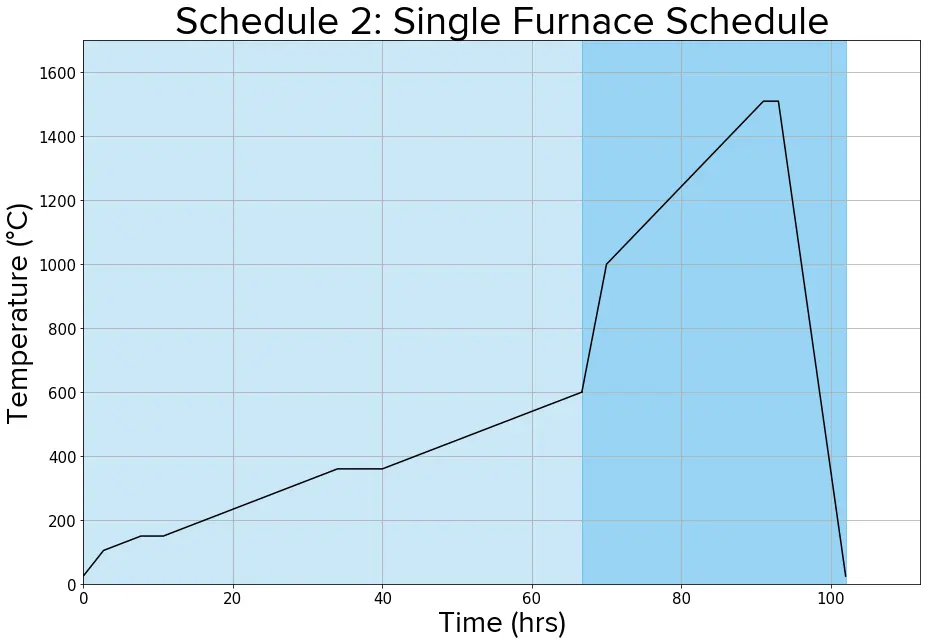
Single-furnace schedule
For firing only in a sintering kiln, Formlabs suggests a schedule of 2.5-day burnout and 2-day sintering. Using a single furnace eliminates the risk of breaking brown parts while transferring from a burnout oven to a sintering kiln. Repeated use of a single furnace schedule may limit the service life of some elements on some kilns, as well as having a slightly less accurate burnout.
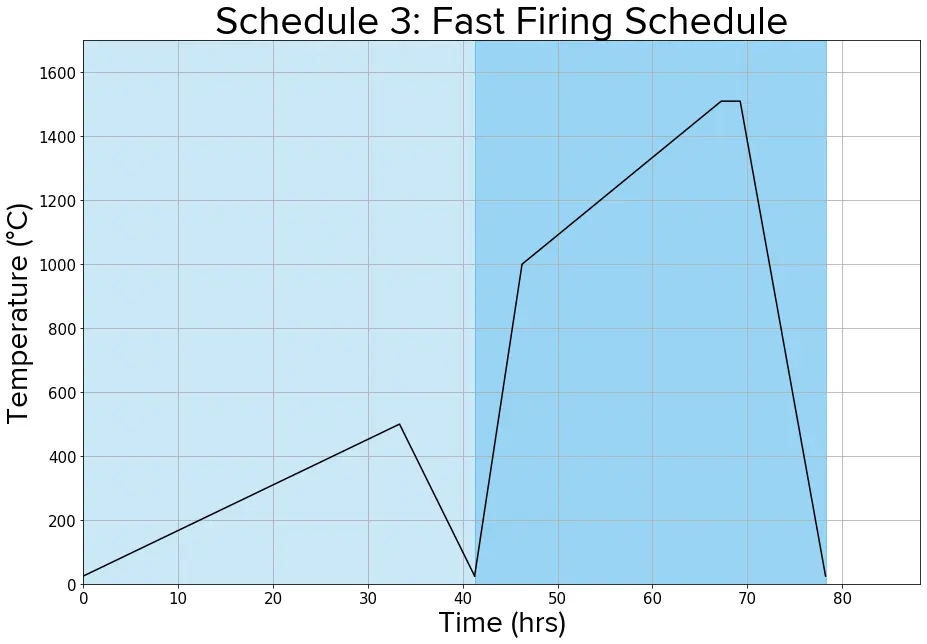
Fast firing schedule
For extremely thin parts, Formlabs suggests a fast firing schedule of 2-day burnout and 2-day sintering. Only use this schedule for extremely thin parts that do not need a long burnout time to evacuate organics.
Processing fired parts
Once fired, inspect parts visually for cracks or delaminations. Shine a light through the part for a more thorough inspection. Cracks appear as brighter lines when viewed under a strong light.
Alumina 4N is extremely hard after firing and does not machine easily. Standard silicon carbide or alumina sandpapers are only effective when used with high speed tools and wear out quickly. Formlabs recommends diamond tools if a part needs further processing.
Remove warping from flat parts with an additional firing. Place a heavy, flat setter plate above and below the flat part and bring the part quickly up to 1400° C (2552° F) for 30 minutes. The part flattens with limited changes in mechanical properties.
Recursos adicionales