
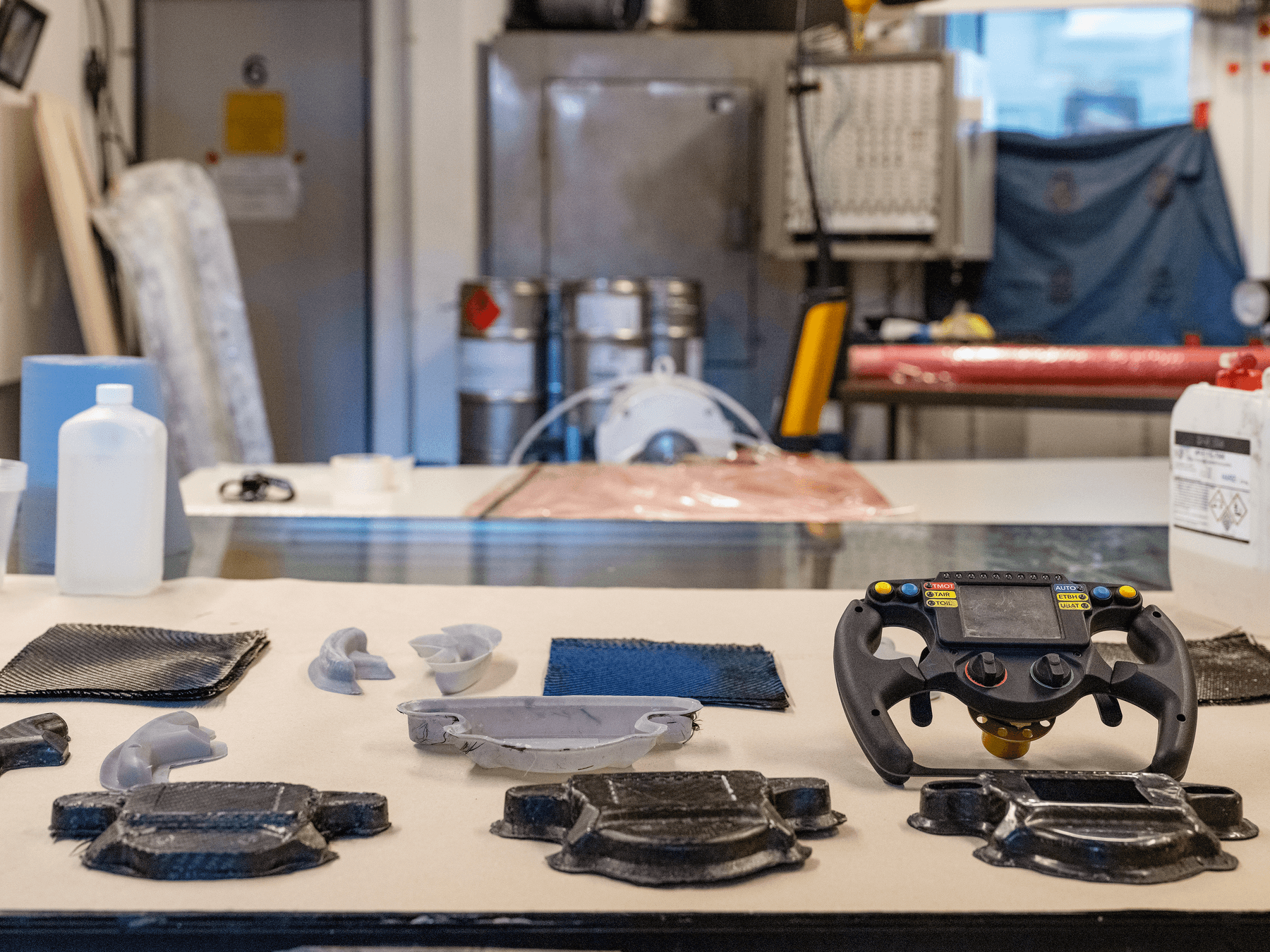
Composite part manufacturing
Composite part manufacturing
Composites are highly versatile and efficient materials, combining two or more materials for improved qualities and characteristics such as added strength, efficiency, or durability. Composites are made of fiber or particle reinforcement held together by a matrix consisting of polymer, metal, or ceramics. Resin can also be used to hold these fibers together and create a rigid composite. Fiber-reinforced polymers (FRP) dominate the market and have fueled the growth of new applications in various industries.
FRP manufacturing is a skillful and labor-intensive process used in both one-off and batch production. Cycle time ranges from one hour to 150 hours depending on the size and complexity of the part. In FRP fabrication, the continuous straight fibers are joined in the matrix to form individual plies, which are laminated layer-by-layer onto the final part.
The fiber incorporation process strongly influences the performance of the part. The thermoset resins are shaped together with the reinforcement in a tool or mold, and cured to form a robust product. There are various laminating techniques available, which can be differentiated into three main types:
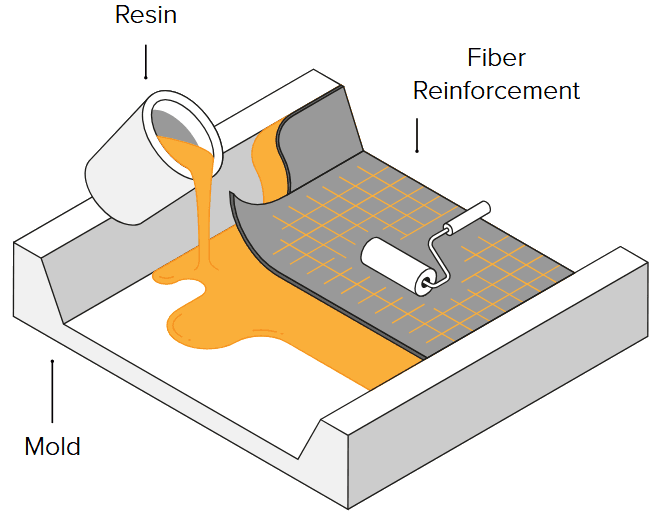
Wet lay-up
The fiber is cut and laid into the mold then resin is applied via a brush, roller, or spray gun.
Prepreg
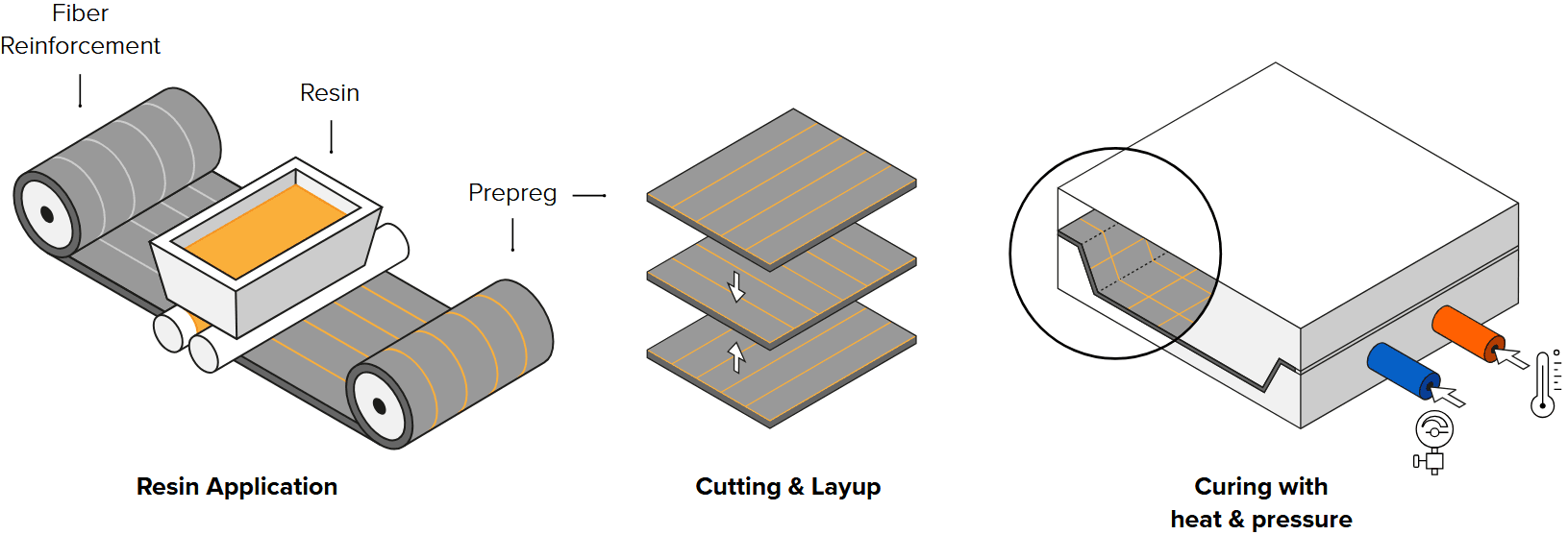
The resin is infused in the fiber ahead of time and then stored cold to inhibit the cure. Then, the prepreg plies are fitted into the mold and cured with heat and pressure in an autoclave. This process precisely controls the quantity of resin, but is the most expensive technique to create composite parts.
Resin transfer molding (RTM)
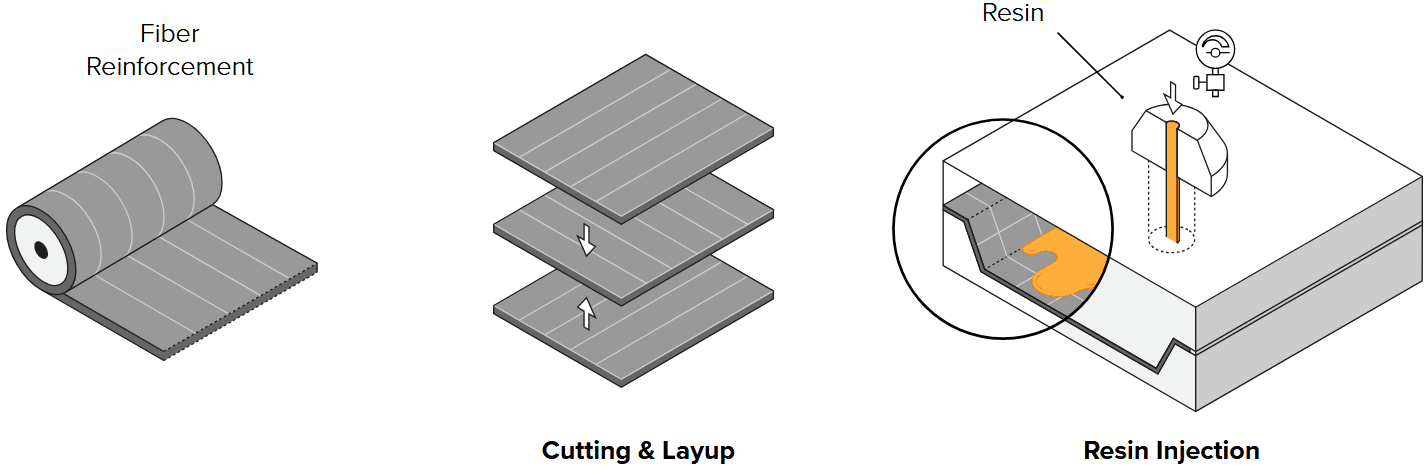
The dry fiber is inserted into a two-part mold. The mold is clamped shut before forcing the resin into the cavity at high pressure. It is usually automated and used for larger volume manufacturing.
Most molds for FRP manufacturing are produced out of wax, foam, wood, plastic, or metal via CNC machining or handcrafting. Both manual and CNC workflows require skilled workers and offer little flexibility on design iterations and mold adjustments. 3D printing offers a solution for rapidly producing molds and patterns at low costs. Replacing metal tools with plastic parts printed in-house shortens production time and expands design flexibility.
Formlabs recommended materials
3D printing technology creates parts with a very smooth surface finish, which is essential for a layup mold. It allows for complex geometries with high precision. Formlabs' portfolio of resins and powders has engineering materials with mechanical and thermal properties that pair well with mold and pattern manufacture.
| Material | Process | Details |
|---|---|---|
| High Temp Resin | Prepreg | Heat deflection temperature (HDT) of 238 °C @ 0.45 MPa. Able to sustain the heat and pressure of an autoclave. Shows a good stiffness to hold shape during the operation and a great level of details. |
| Tough 1500 Resin | Wet lay-up | Tensile modulus of 1.5 GPa and elongation at break of 51%. Strong and supportive during the layup but sufficiently flexible to separate the part from the mold after curing. |
| Tough 2000 Resin | Wet lay-up | Sturdier than Tough 1500 Resin, good option for larger pieces. |
| Rigid 10K Resin | Wet lay-up Prepreg | Heat deflection temperature (HDT) of 218 °C @ 0.45 MPa and a tensile modulus of 10,000 MPa. Strong, extremely stiff, and thermally stable molding material that maintains its shape under pressure and temperature. |
| Nylon 12 Powder (SLS) | Wet lay-up | Impact-resistant, high detail, and great dimensional accuracy. High stiffness and durability. |
Design considerations
When designing a printed part for composite part manufacturing, follow Formlabs’ best practices for additive manufacturing as well as the general rules for mold design.
General guidelines:
- Design parts with 2–3° of draft angles
- Round up edges
- Set a minimum radius appropriate for your material thickness to help the fibers to align on corners while avoiding air inclusion, and to create repeatable quality parts
- Include locating pins and indents for molds that require precise alignment
- Include surface overrun
- Add trim lines
Printing considerations
Follow Formlabs best practices for model orientation and avoid printing supports on molding surfaces. If the geometry allows it, print the mold flat on the edge directly on the build platform, in order to reduce warpage. Printing without supports also saves printing time, labor, and resin. Select a base surface that will minimize overhangs.
- Print at the smallest layer height possible to optimize the resolution and demolding step.
- Avoid supports on molding faces for better surface finish.
Post-processing considerations
Follow Formlabs best practices for washing and post-curing prints. Refer to the individual material articles for specific wash and cure instructions.
General guidelines:
- Sand and polish mold surfaces to reduce friction and improve part release.
- Use a release agent compatible with the composite matrix to enable the demolding process.
Wet lay-up guidelines:
- Follow the instructions of the resin manufacturer closely and read the safety sheet before use.
- To avoid air inclusion: after stirring and mixing wait two minutes to have air settle out of the resin. Reiterate after brushing on the first layer of resin. If small air bubbles remain, it can be polished out and sealed off in post-processing.
- Cure for 48 hours in a vacuum bag.
- Sand off all the edges to finish.
For more information about the wet lay-up process, refer to the white paper Carbon Fiber Parts Manufacturing with 3D Printed Molds.
Prepreg guidelines:
- Cover the mold in Kapton tape to renew the surface at each molding iteration.
- Follow the instructions of the autoclave manufacturer closely and read the safety sheet before use.
- Place molds in a vacuum bag before curing in the autoclave.
- Molds printed in High Temp Resin tolerate a slow cure at 38 °C (100 °F) for 10 hours, or alternatively, a fast cure at 126 °C (260 °F) for 1 hour without damage.
- Trim edges to finish.
For more information about the prepreg process, refer to the white paper Carbon Fiber Parts Manufacturing with 3D Printed Molds.
End-use recommendations and limitations
Fiber-reinforced polymer manufacturing is an exciting, yet intricate, and labor-intensive process. Using 3D printed molds and patterns allows businesses to reduce workflow complexity, expand flexibility and design opportunities, and reduce costs and lead time. It is particularly recommended for:
- Small scale production of parts with complex geometries and high precision.
- Low cost mold production for composite part manufacturing that is faster than traditional CNC methods.
- Quick design iteration and parts customization.
Some limitations include:
- Not all SLA printed parts are compatible with usage in autoclaves. Consult the material properties of each resin before use.
- Repeated solvent exposure may degrade SLA printed parts.
- Molds typically last 10–15 uses before signs of wear appear; not recommended for high-volume production.
Additional resources