For best results, follow the guidelines below when designing and printing parts with Silicone 40A Resin. See the Model comparisons section below for examples.
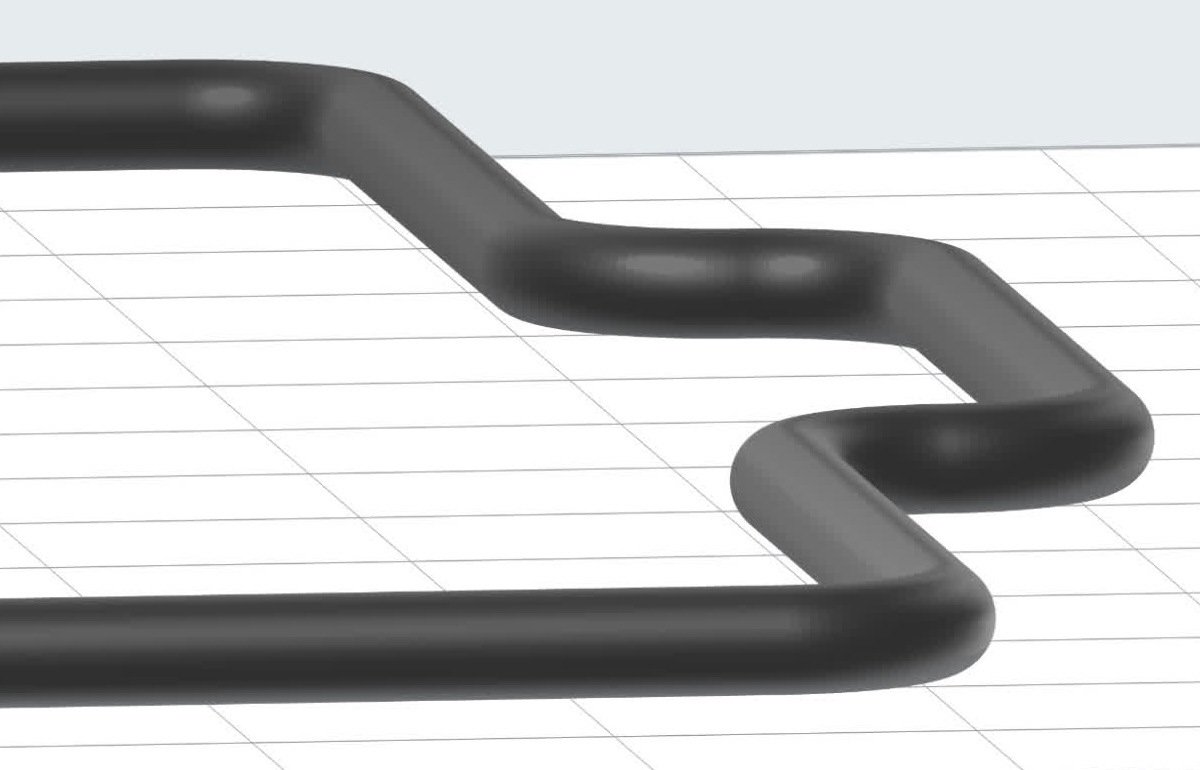
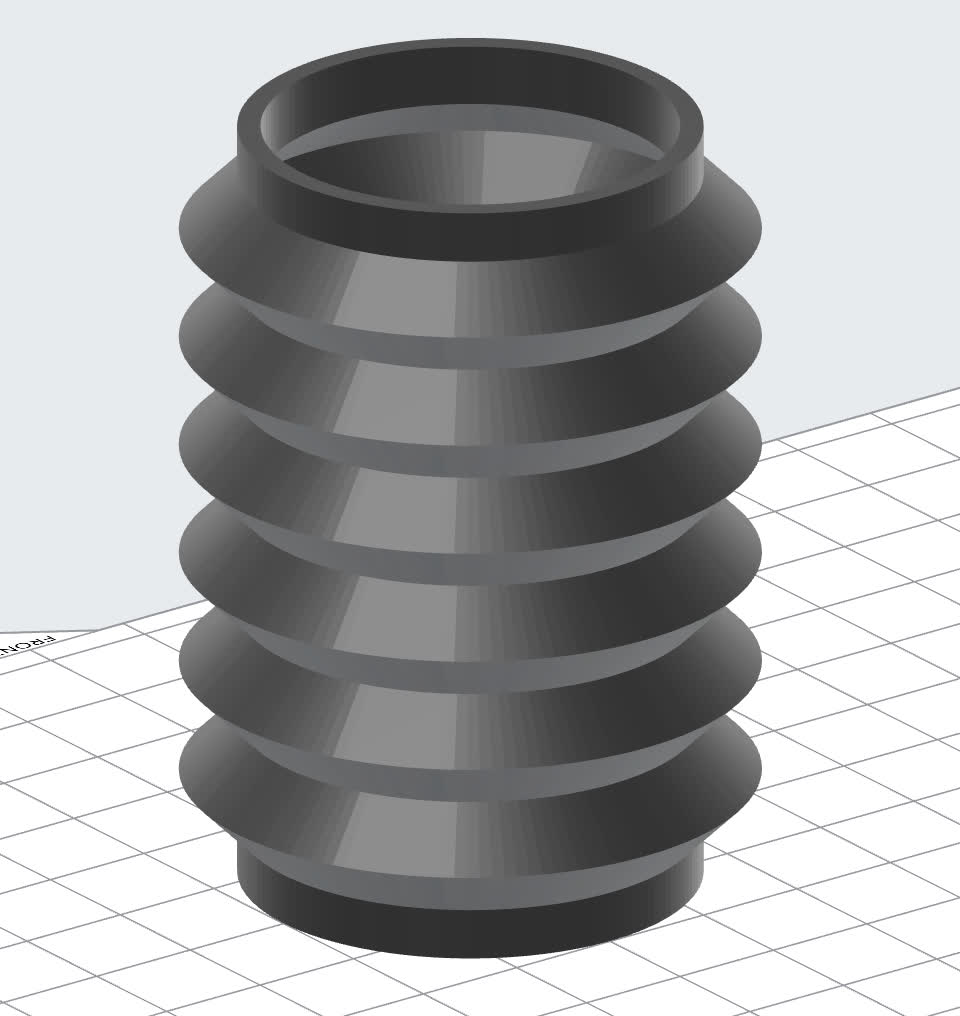
Expanding areas
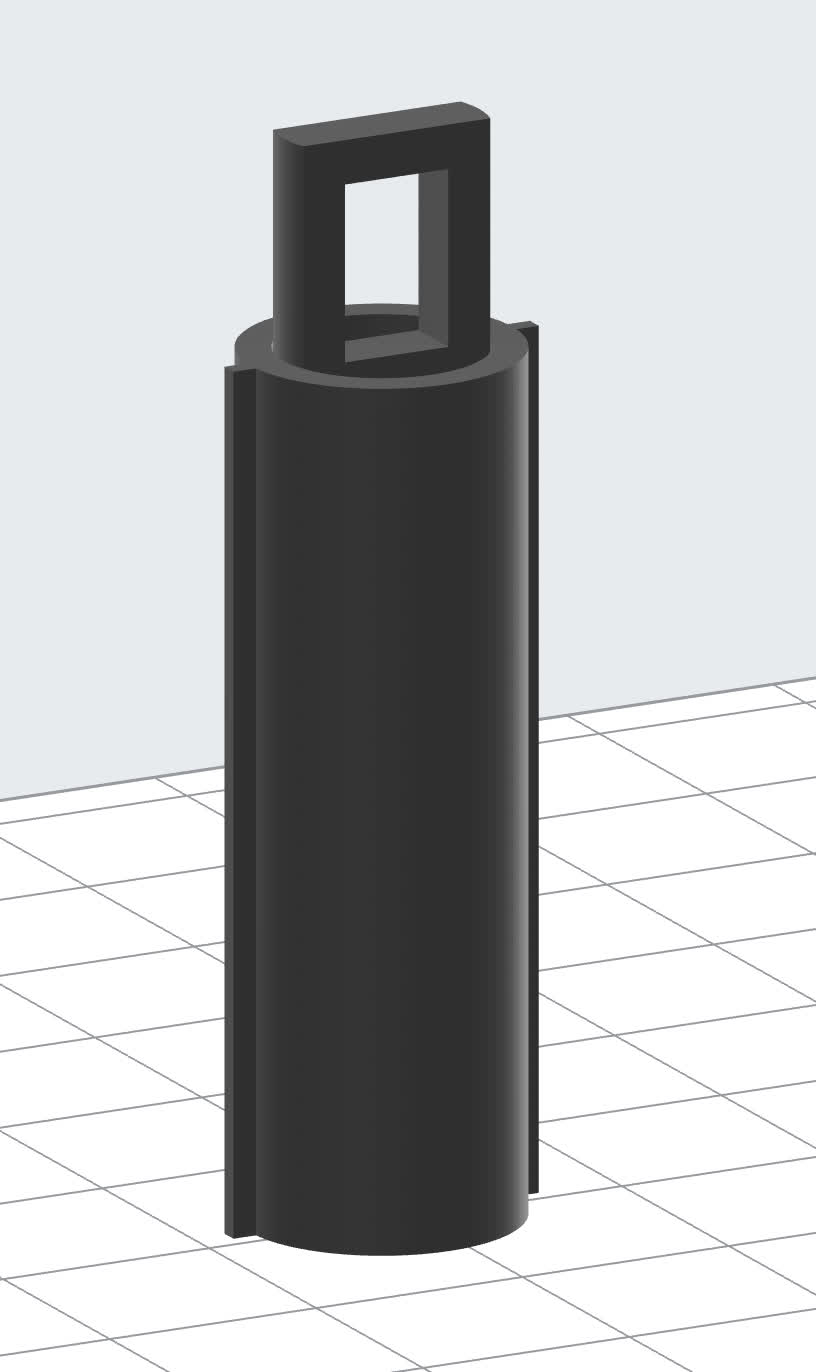
When possible, avoid orientations that increase the cross-sectional area of the model as the print progresses. Orient the part with the largest layers closest to the build platform.
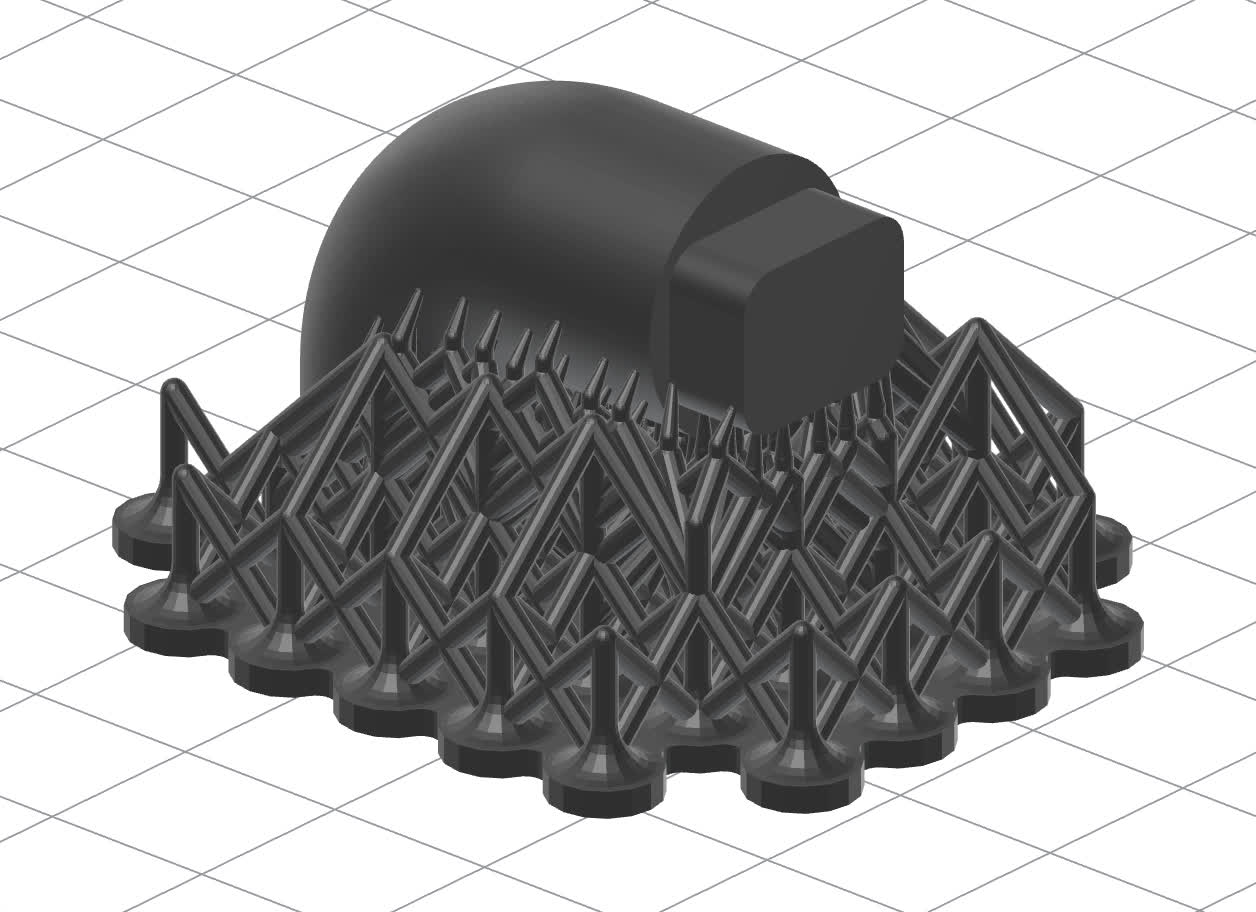
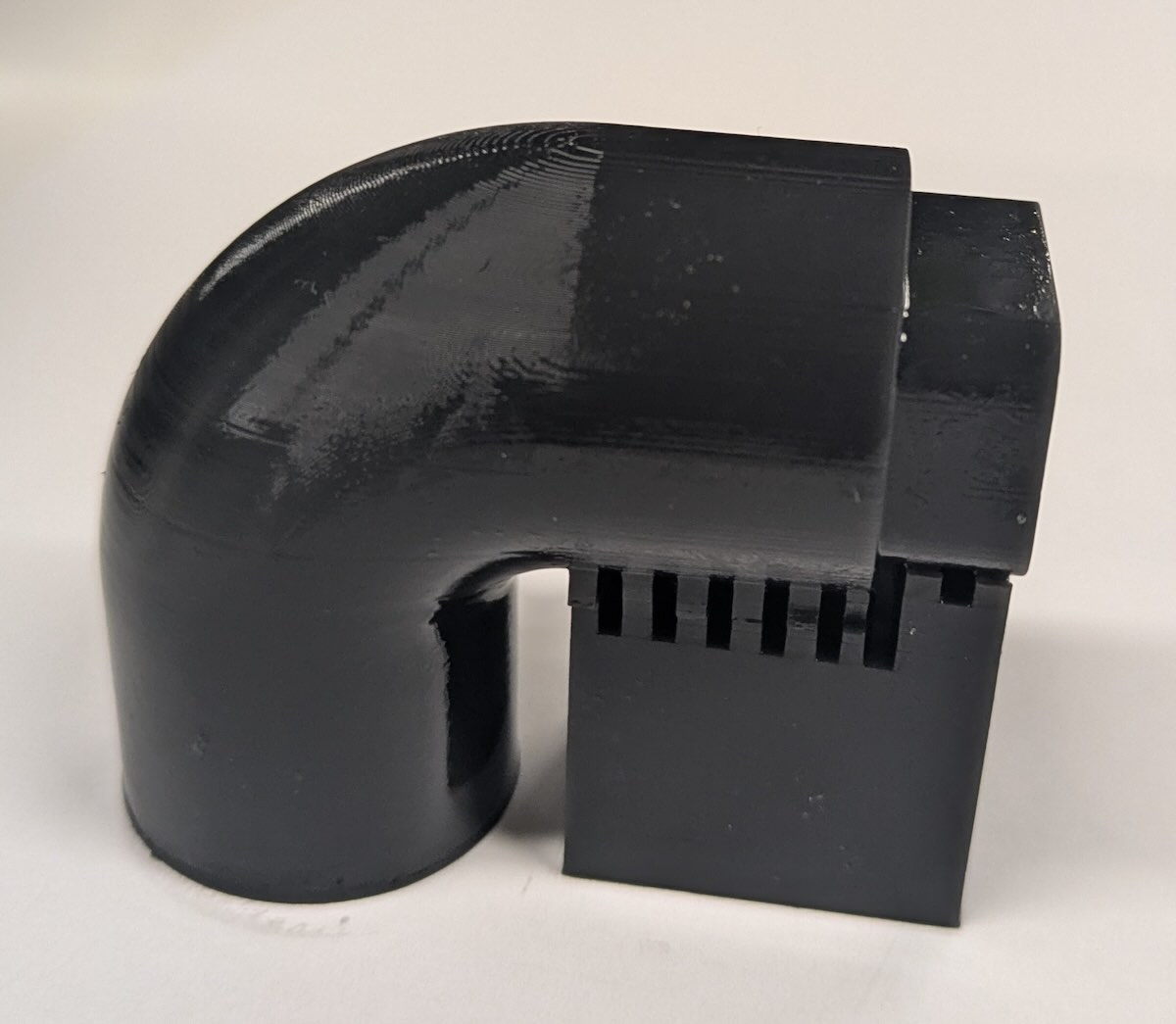
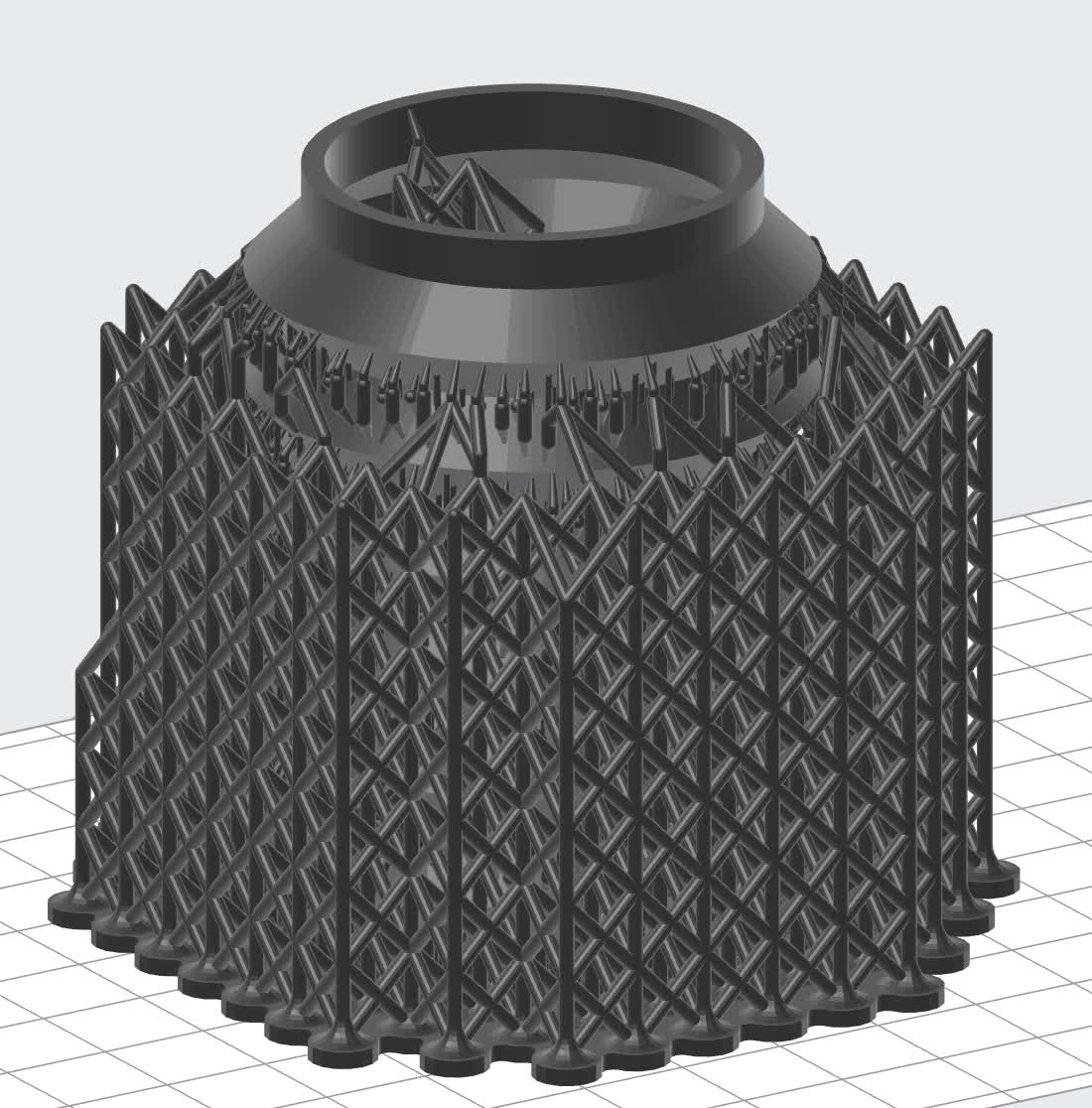
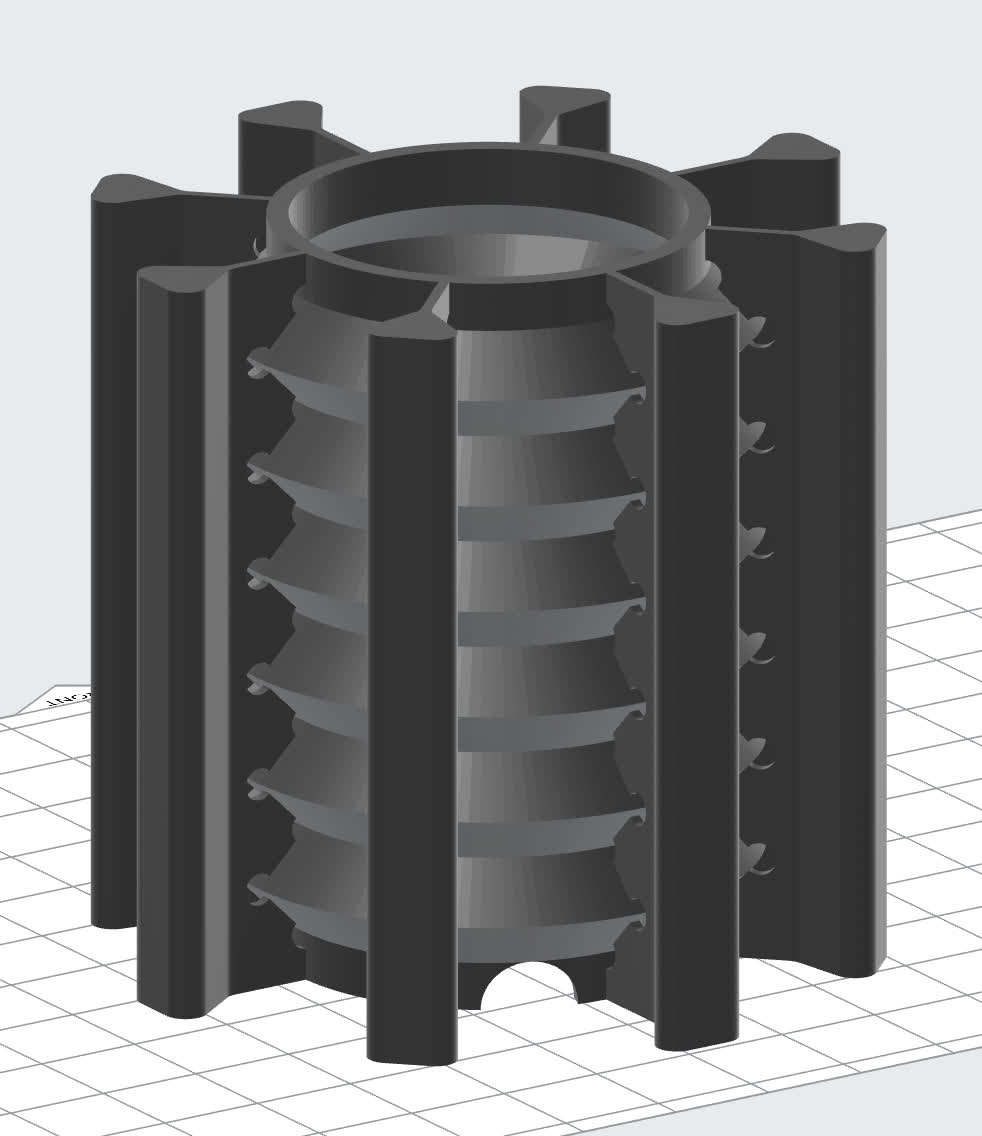
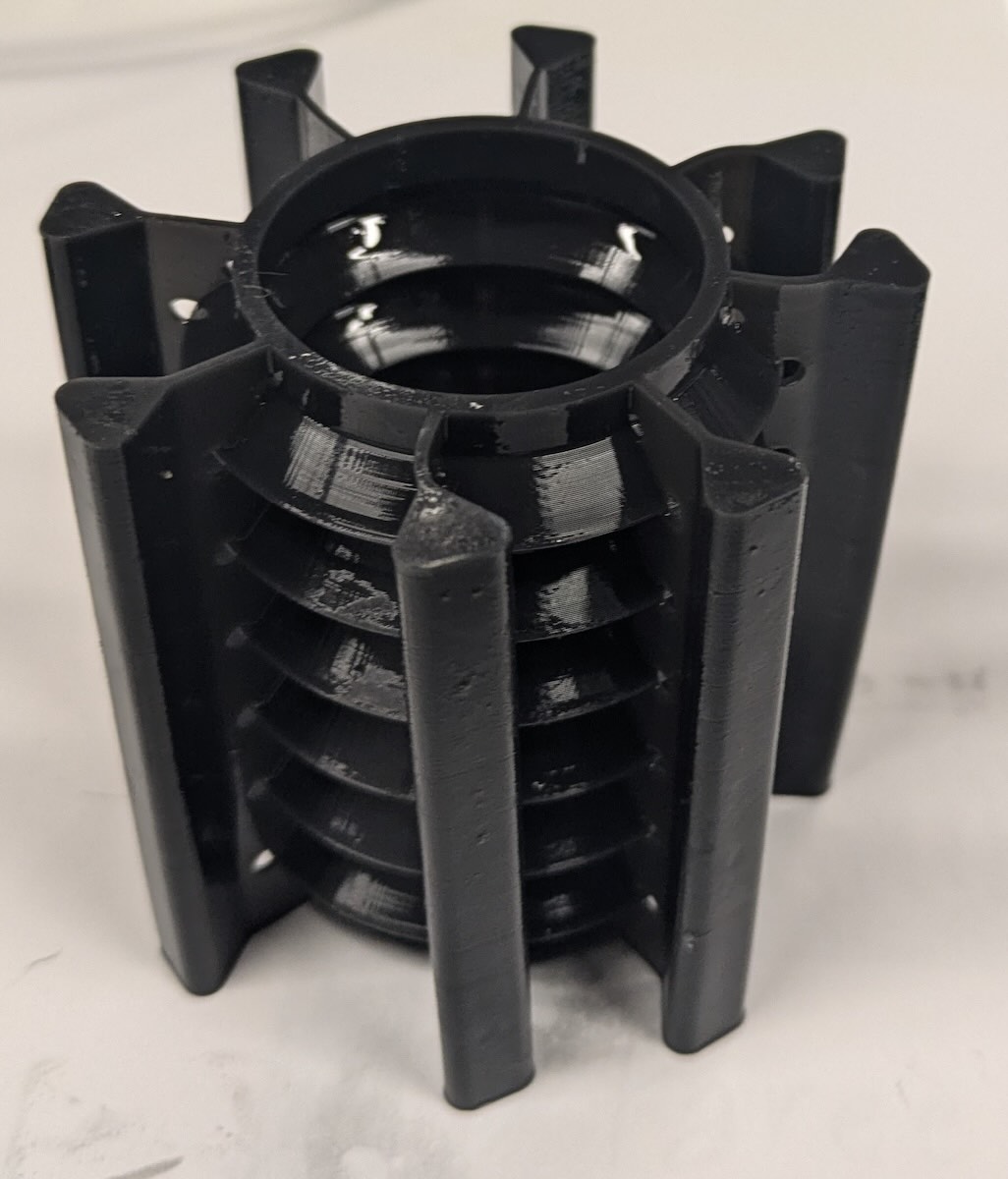
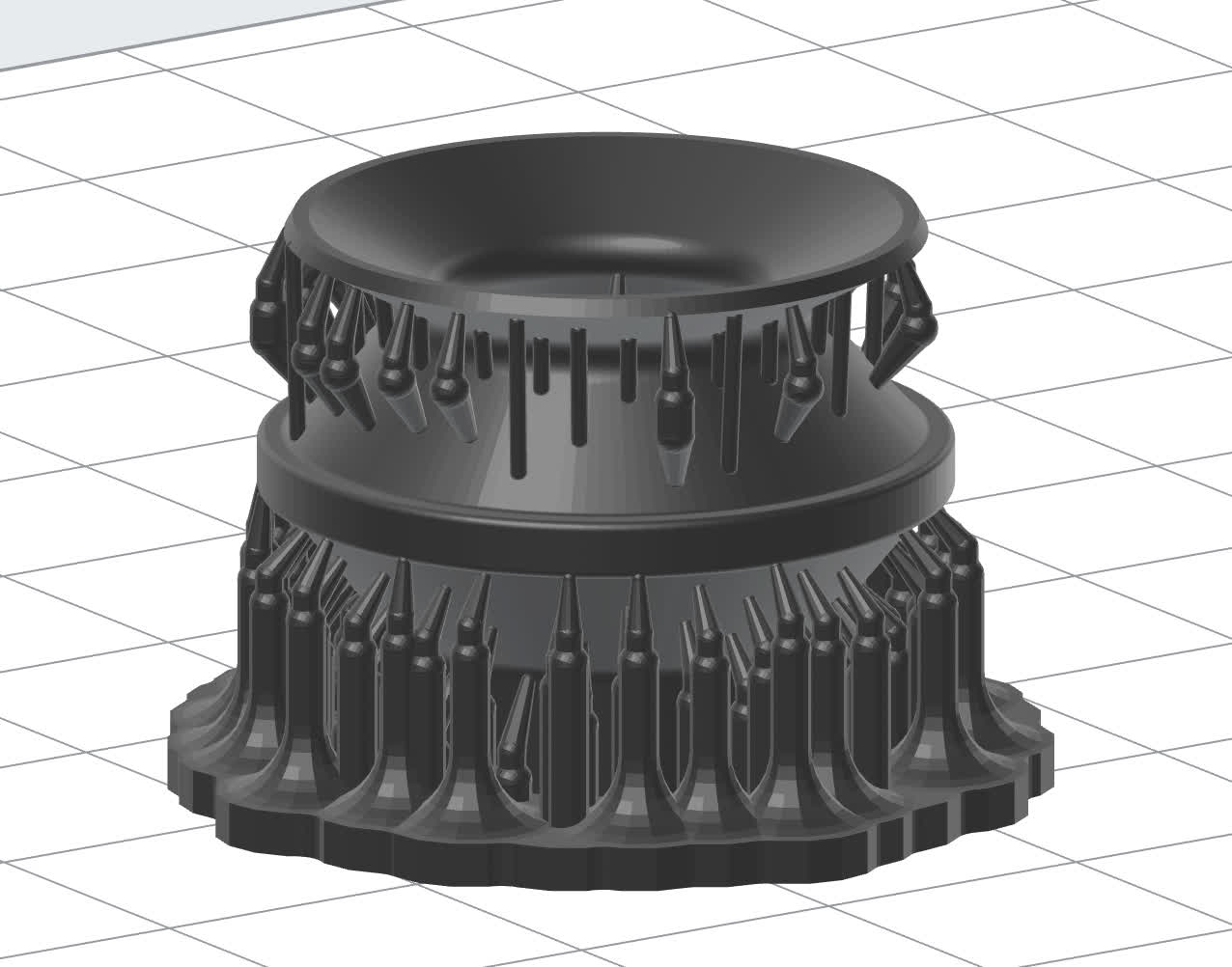
Customer tearaway supports
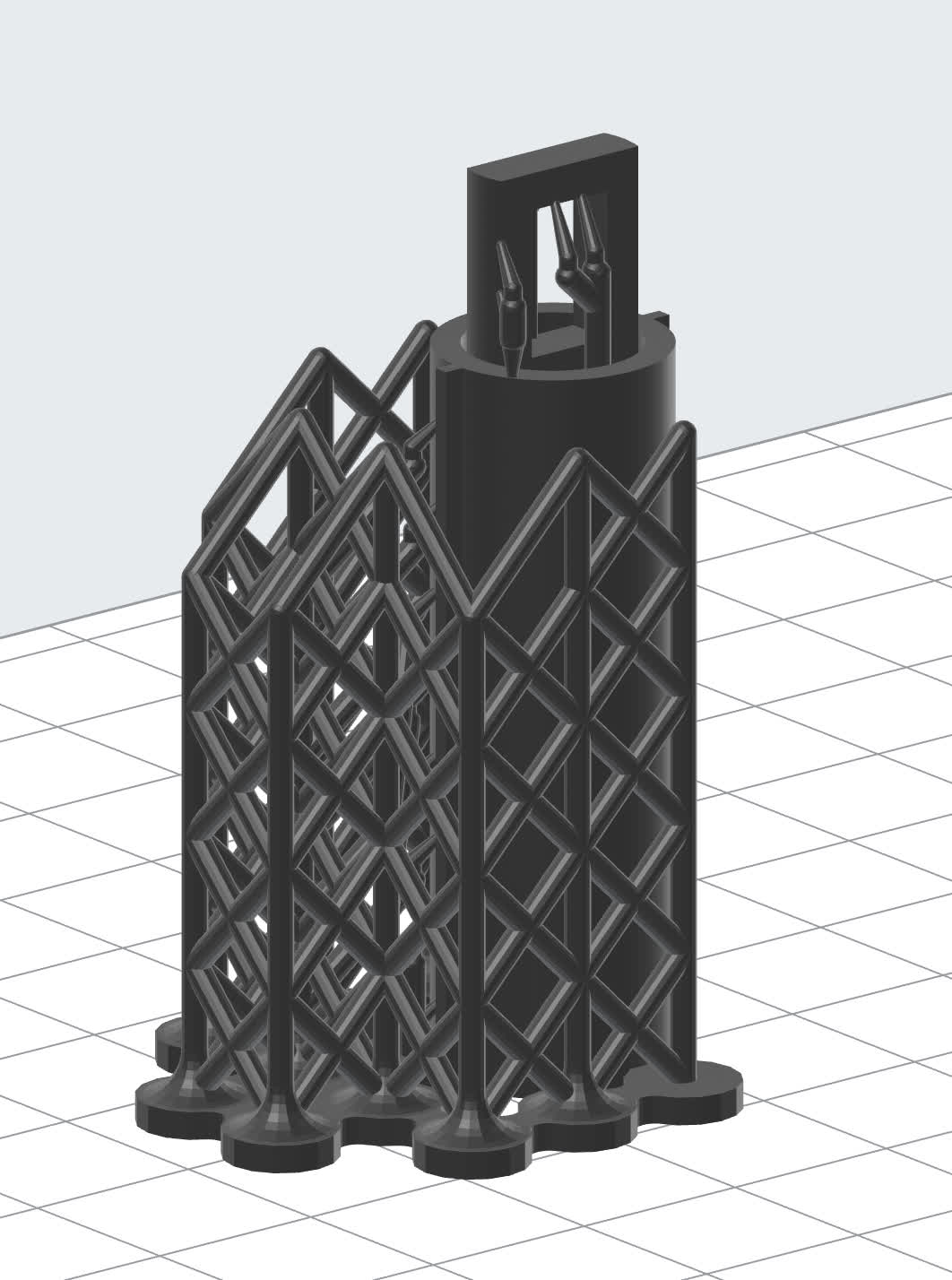
Designing custom support structures as part of the model geometry can improve surface finish and print success.
Build platform parallelism and cleanliness
Maintain your printer and build platform to reduce the number of print failures related to build platform non-adherence.
- Recalibrate and fine tune your printer’s Z-axis to correct non-adherence.
- After washing your printed parts and removing them from the build platform, spray the build platform with isopropyl alcohol and scrub dry with a paper towel. Residual washed silicone and butyl acetate can reduce the adhesion of future prints.
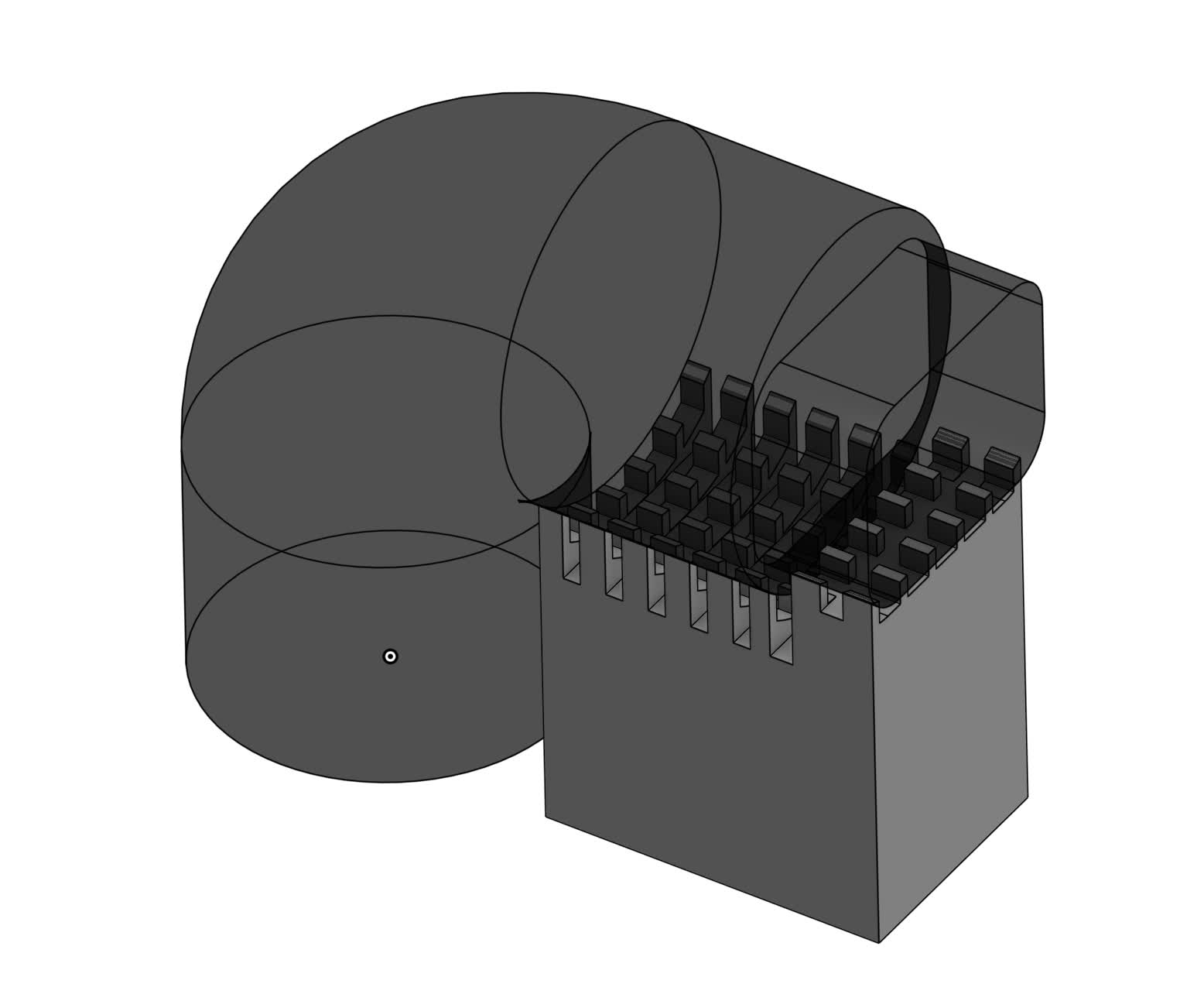
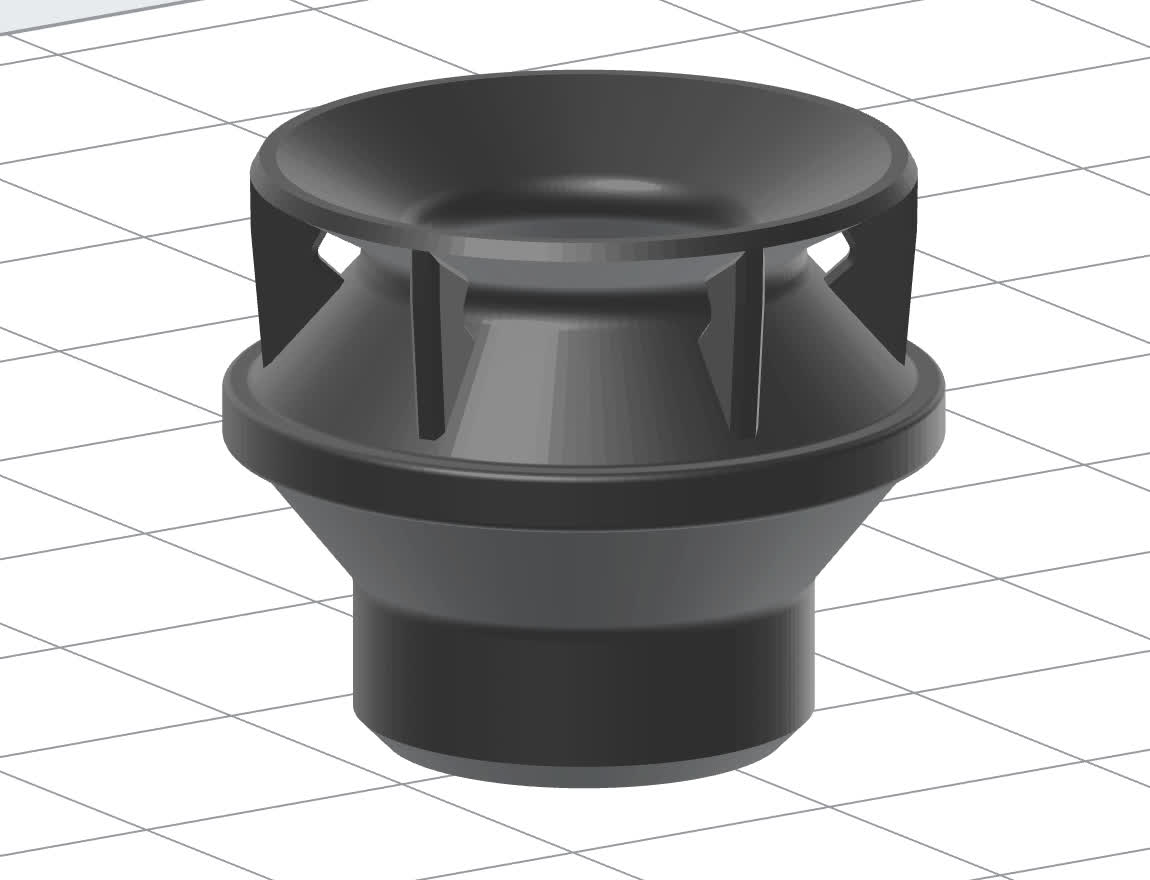
Printing on the build platform with supports
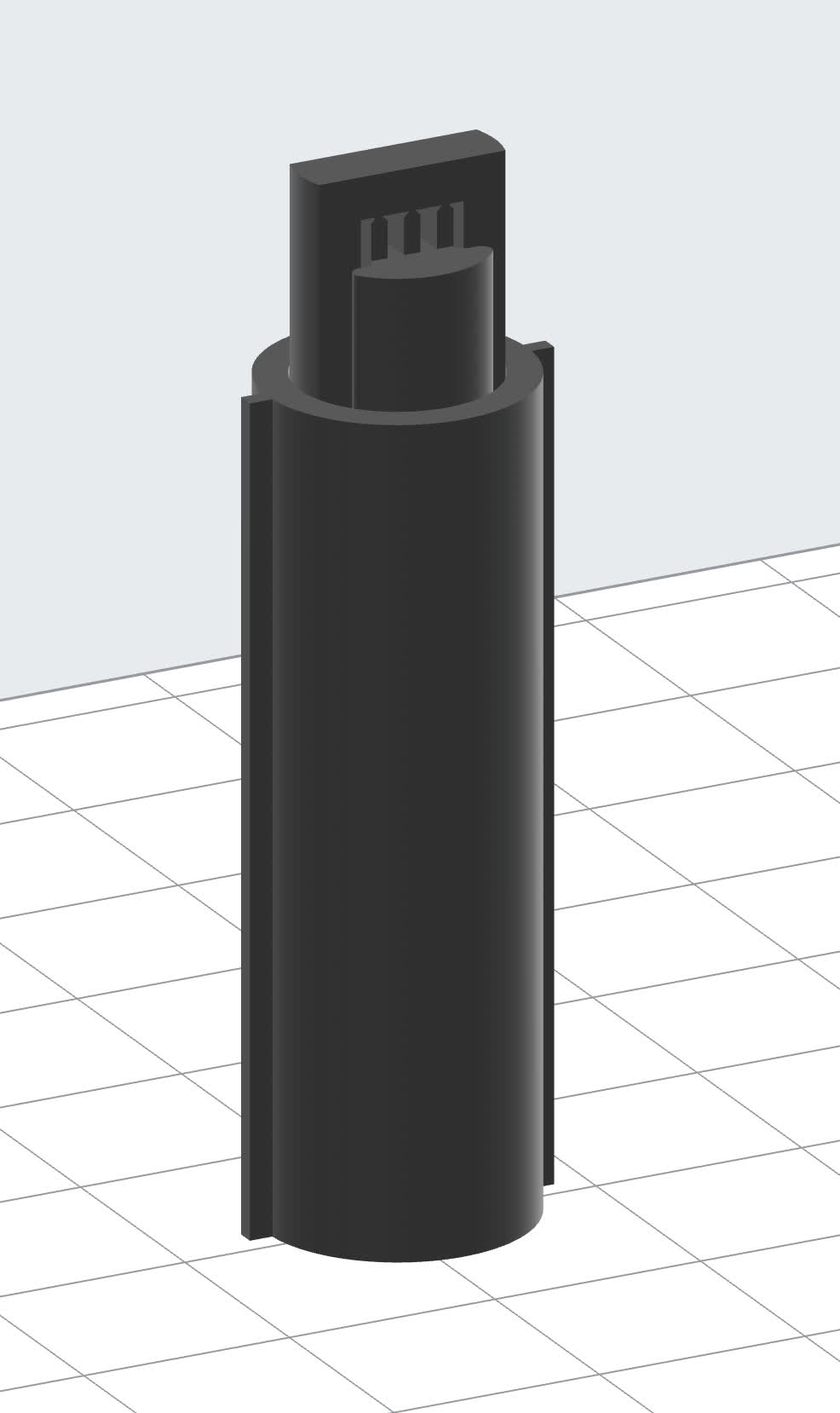
Printing on the build platform gives the model a solid base and reduces the number of required support touch tips. When possible, set Raft Type to None for models printed directly on the build platform.
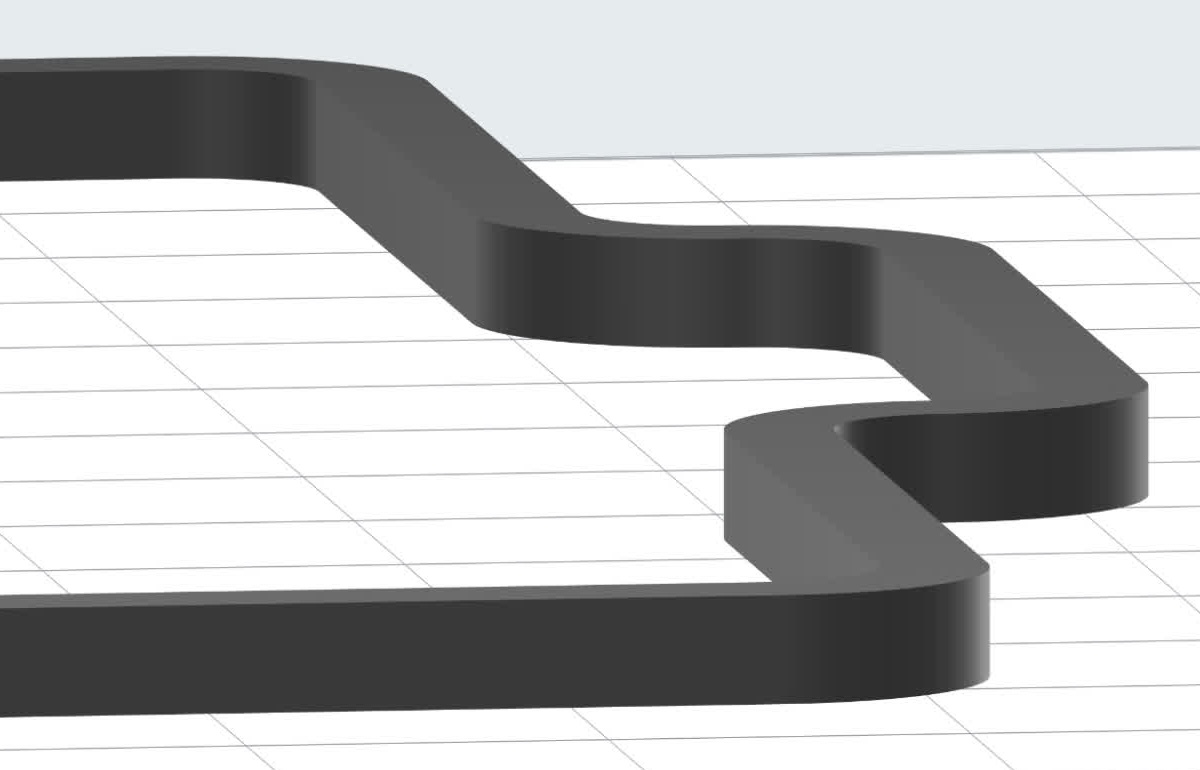
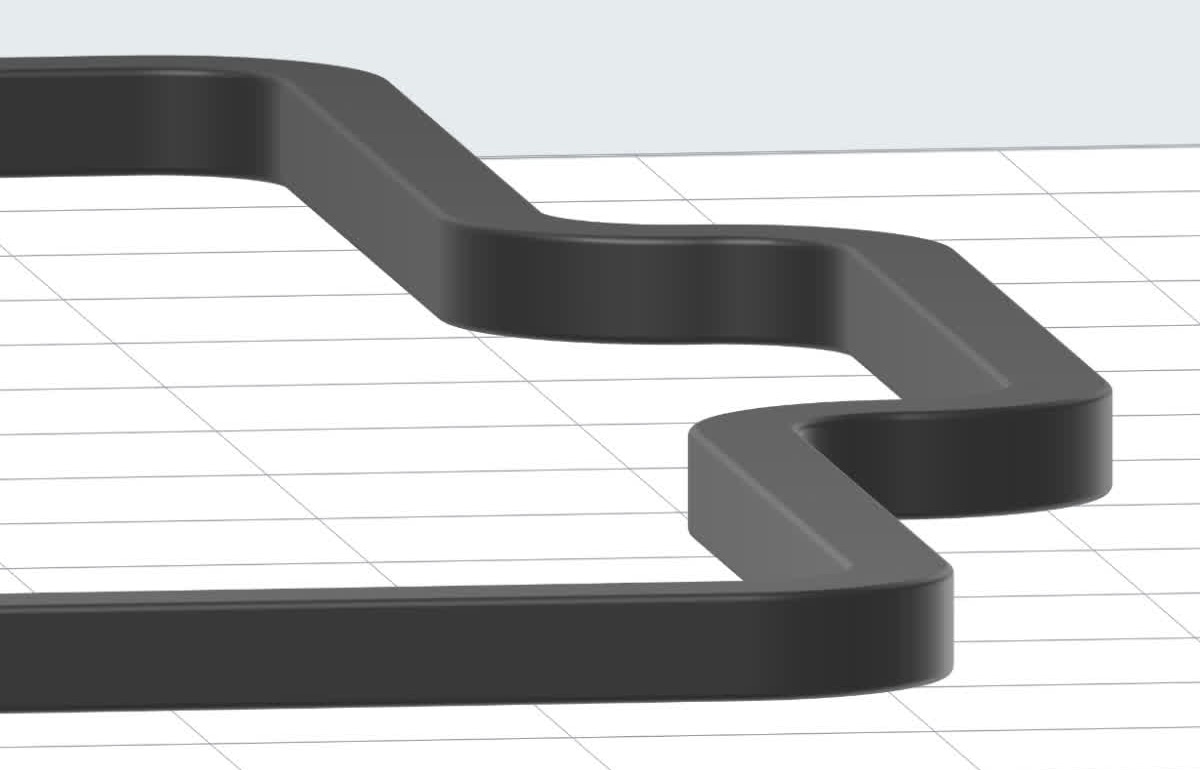
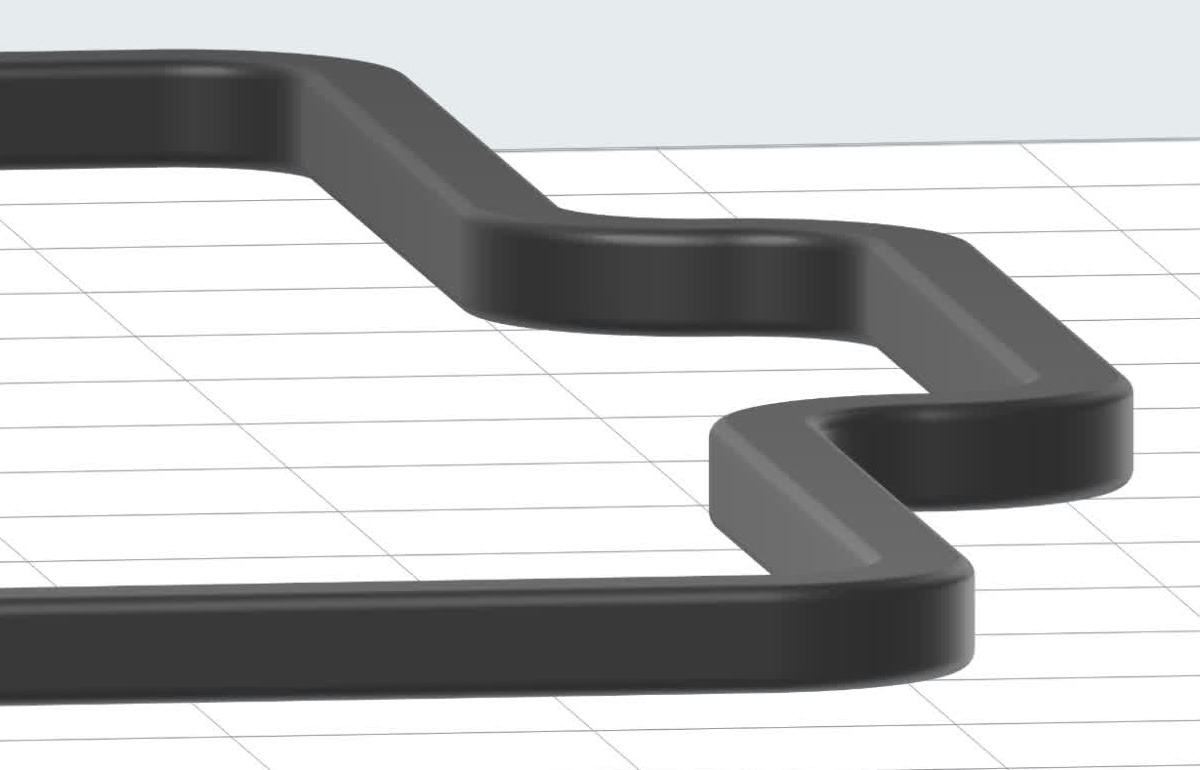
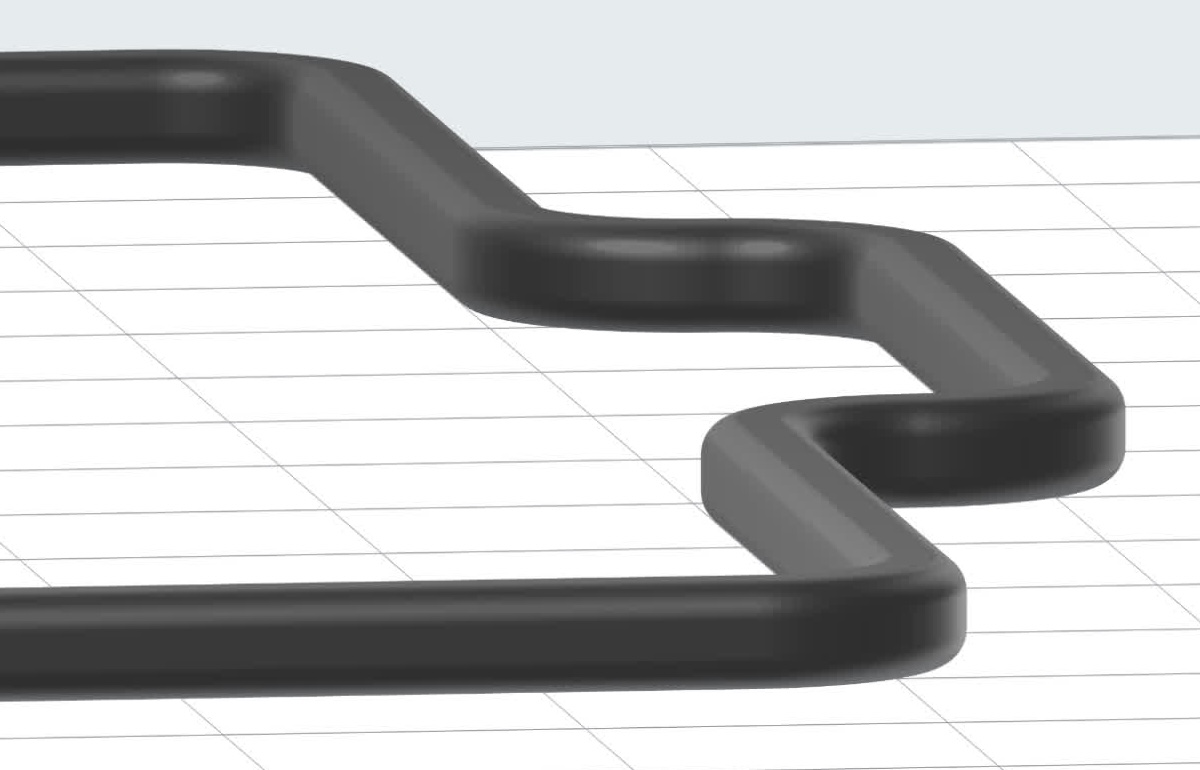
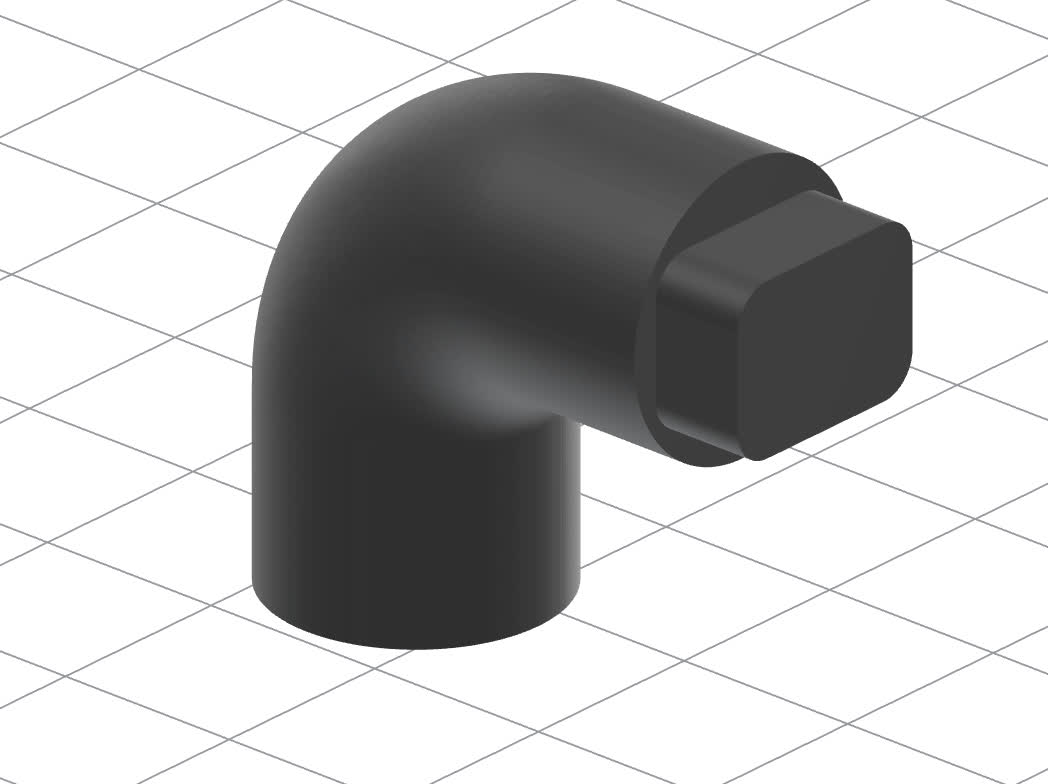
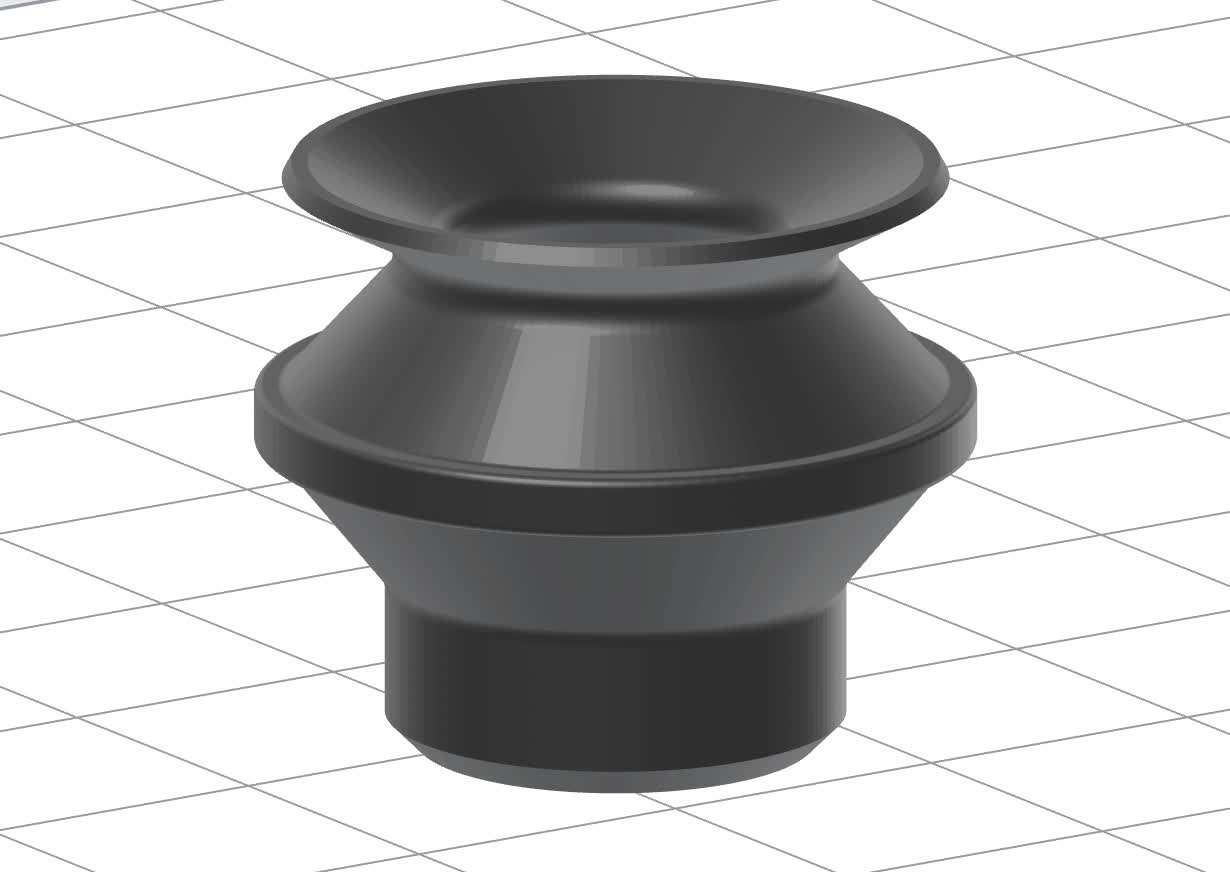
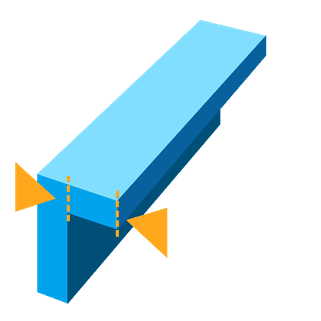
Edge profile when printing on the build platform
When printing directly on the build platform, consider the edge profile of your model. Models with no radius or a small radius around their base print more reliably than those with a larger radius. Download the models for the examples below to examine in more detail or print them yourself.