
Design guidelines for Alumina 4N Resin
Design guidelines for Alumina 4N Resin
Alumina 4N Resin is a high-density and high-purity technical ceramic used in situations where metal and polymers would fail. Given its unusual and specific properties, it's important to follow Formlabs guidelines when designing, printing, and firing Alumina 4N Resin.
To learn more about the performance or specific material properties of Alumina 4N Resin, refer to the safety data sheet (SDS) and technical data sheet (TDS). Always consult the SDS as the primary source of information to understand safety and handling of Formlabs materials.
General shrinkage
Like conventional ceramic materials, Alumina 4N shrinks during the firing process. Parts shrink approximately 21.8% across the X and Y axes and 26% across the Z axis when using the Formlabs recommended firing schedule. Use CAD software to scale your part to account for shrinkage before uploading models to PreForm.
Minimum and maximum features
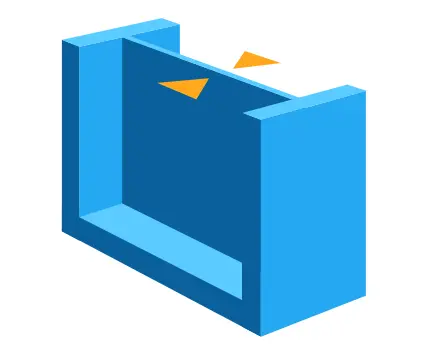
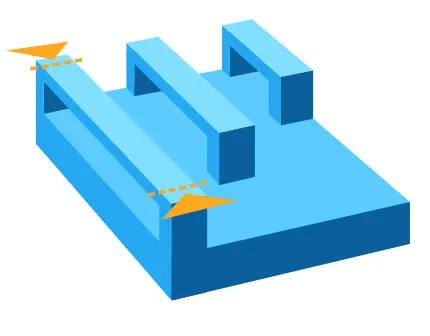
Fired wall thickness
Form 3
Minimum: 0.75 mm
Ideal: 1.5–3.5mm
Maximum: 5 mm
Form 4
Minimum: 0.75 mm
Ideal: 1–5 mm
Maximum: 8mm
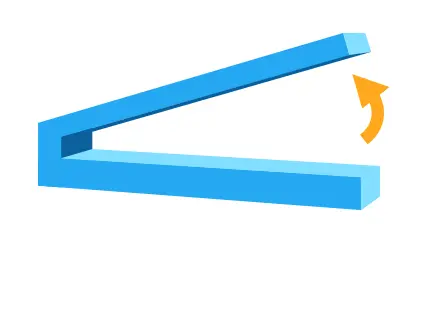
Minimum unsupported overhang angle
Recommended: 30º from level
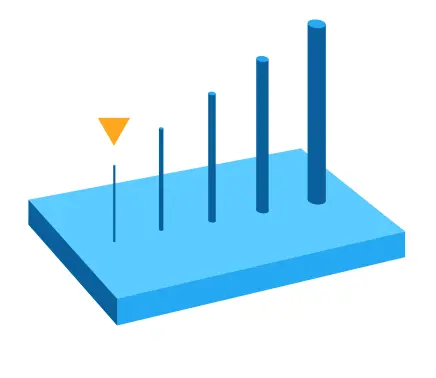
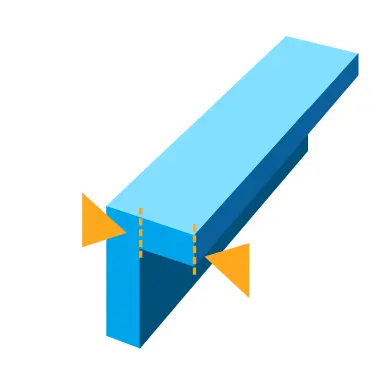
Minimum vertical-wire diameter
Recommended: 2 mm
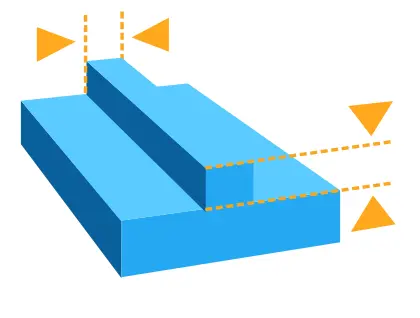
Minimum embossed detail
Recommended:
- 0.75 mm in horizontal plane
- 0.5 mm in vertical plane
Minimum engraved detail
Recommended:
- 0.5 mm in horizontal plane
- 0.3 mm in vertical plane
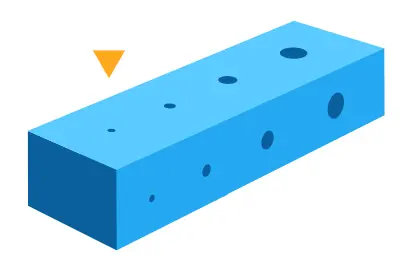
Minimum hole diameter
Recommended:
- 0.8 mm in horizontal plane
- 1 mm in vertical plane
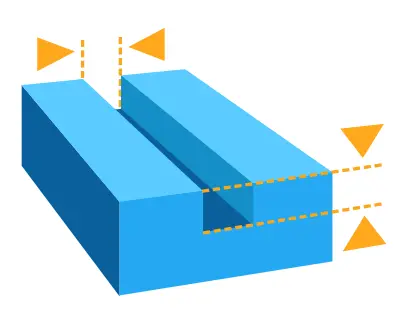
Maximum unsupported overhang length
Recommended: 0.5 mm
Maximum unsupported horizontal span
Recommended: 3 mm
Minimum drain hole diameter
Recommended: 5 mm
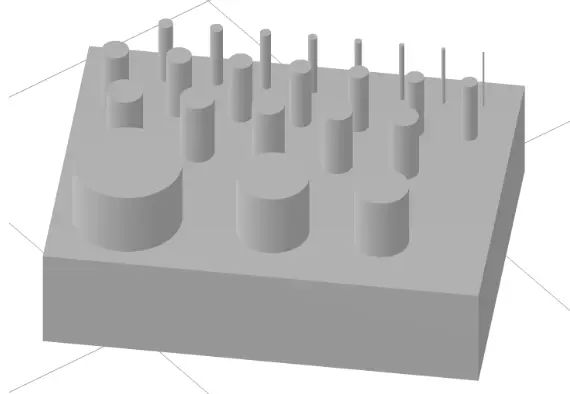
Minimum positive feature
Recommended: 0.7 mm
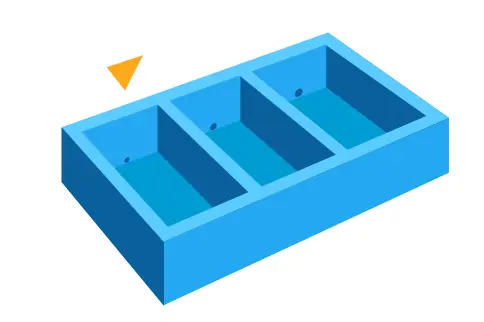
Filleting
Orientations with large changes in cross sectional areas are at risk of cracking. Fillet internal edges to avoid stress concentrations and decrease cracking.
Minimum: 1 mm fillet radius
Recommended: 2 mm or more
Orienting models
If possible, orient parts to be self-supporting, with all angles less than 30º. Overhangs at a higher degree may cause warping. Avoid orientations that result in a sudden change in surface area or cavities in models facing upwards as this may cause cupping. Print parts so that the major dimensions are along one of the major axes of the print.
When printing with supports, orient models parallel to the build platform.
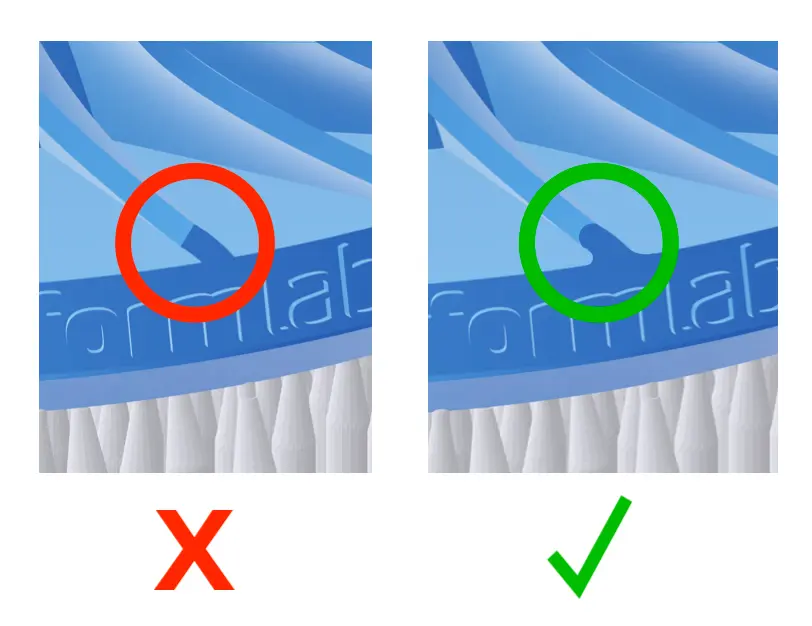
Supporting models
Formlabs recommends a touchpoint size of 0.4–0.8 mm, with 0.5 mm touchpoints preferred. Avoid placing touchpoints on critical surfaces, as this may cause cracks and or tear thin features. Walls with angles greater than 45º need very few supports.
When using Alumina 4N Resin with a Form 3, use rafts and do not print directly on the build platform.
Parts printed on the Form 4 can be printed directly on the build platform.
Unsupported structures
Avoid unsupported horizontal overhangs or bridges larger than 0.5 mm. The minimum unsupported overhang angle is 30º.
Additional resources