

5 Opportunities for 3D Printing in Manufacturing
3D printing is quietly changing the way that manufacturers produce goods, from reducing the costs of jig and fixture production to creating end-use parts. In this whitepaper, we will look at five common use cases for 3D printing, along with specific examples from manufacturers using in-house stereolithography (SLA) and selective laser sintering (SLS) 3D printers to reduce costs, save time, improve quality, and bring new product innovations to market faster.
5 Opportunities for 3D Printing in Manufacturing
3D printing is quietly changing the way that manufacturers produce goods, from reducing the costs of jig and fixture production to creating end-use parts. In this whitepaper, we will look at five common use cases for 3D printing, along with specific examples from manufacturers using in-house stereolithography (SLA) and selective laser sintering (SLS) 3D printers to reduce costs, save time, improve quality, and bring new product innovations to market faster.
Communication Models
Manufacturers find themselves tasked with creating ever more difficult and complex components. This is particularly true in industries like aerospace, defense, and medical, where what's considered 'state of the art' advances quickly, and maintaining high-quality, tight-tolerance parts and assemblies may matter more than cost.
For complicated parts, standard two-dimensional drawings with callouts are sometimes insufficient, leading to confusion and misinterpretation even by skilled and experienced machine operators. 3D printing helps to dispel translation errors by easily replicating the real, three-dimensional geometry of parts and assemblies. Machine operators and assembly technicians can quickly reference the 3D printed copy to avoid costly errors and save time.
3D communication models are also useful for engineers to communicate with contract manufacturers and vice versa. Engineers want to be sure their contract manufacturers understand part geometries completely, and manufacturers want to find opportunities to reduce costs while maintaining product requirements.
Using shared physical models ensures both parties are on the same page, even when moving quickly and iterating on late stage DFM/A adjustments.
Case Study: A&M Tool and Design
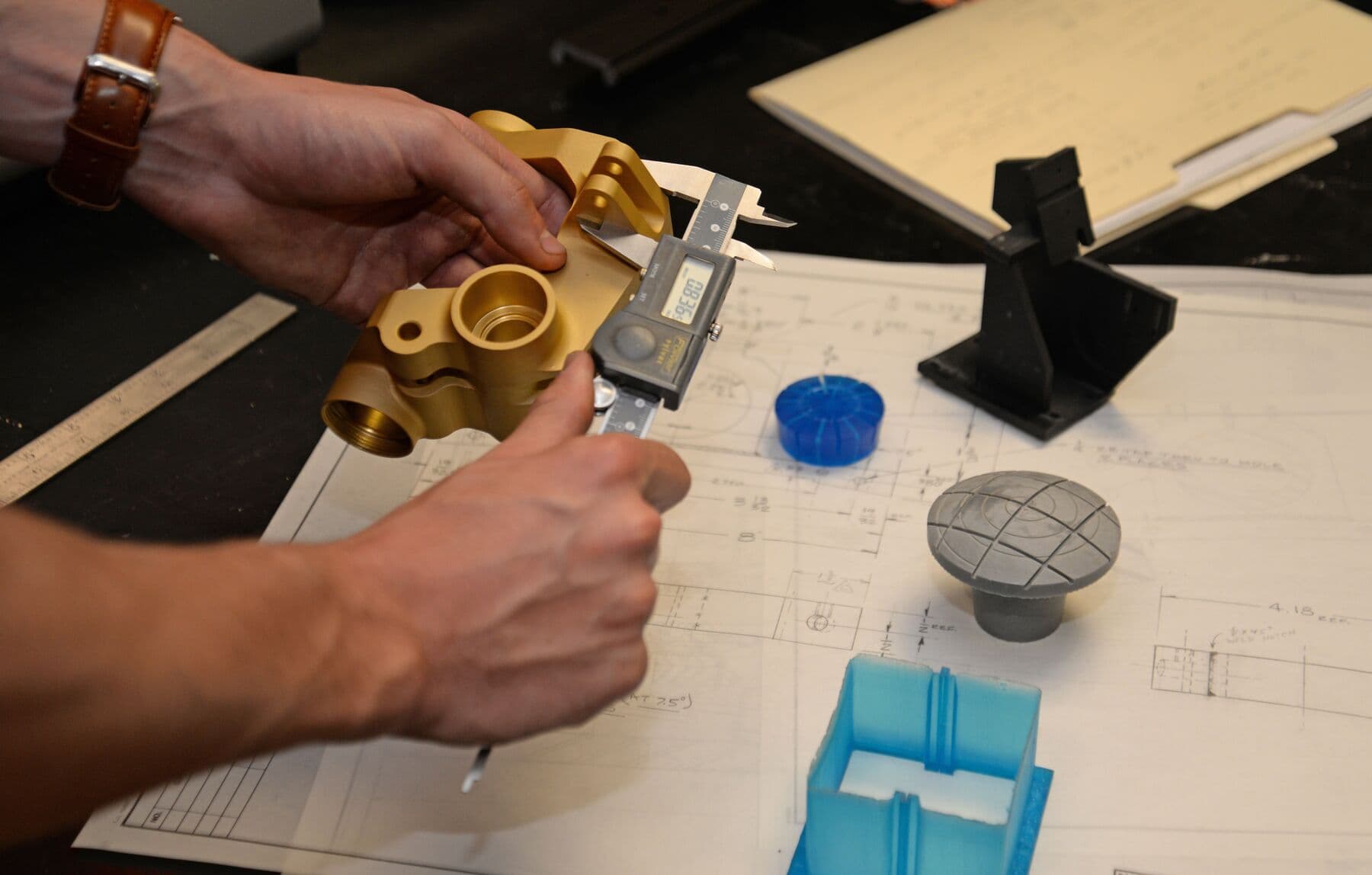
A&M Tool and Design is a high-precision machining and metal fabricator, building components and assemblies for industrial equipment, robotics, and aerospace applications. With high mix and high complexity, communicating the design intent of parts and assemblies is critical to maintain quality and achieve consistent yield. A&M Tool and Design uses Formlabs stereolithography (SLA) 3D printers to produce high-resolution communication models for communicating complicated machined parts, weldments, and other assembly designs.

A welder at A&M Tool and Design compares a 3D printed model to the final, full-scale weldment.
Jigs and Fixtures
Traditionally, manufacturers outsource the fabrication for many of the bits and pieces that support production (like jigs, fixtures, and custom tooling) to minimize organizational overhead and capital expenditure on additional equipment. Achieving a sensible ROI for producing elements like jigs, fixtures, and tooling internally via traditional manufacturing processes is difficult due to high equipment costs and the requirement for skilled operators. In-house machinists are often too busy to respond to internal requests for parts that are needed on-demand. However, with the advances in 3D printers and materials that make the technology more capable of replacing traditional machined parts, manufacturers are bringing jig and fixture production back in-house.
Let’s take a look at how manufacturers bring production in-house with an additive-enabled workflow and the associated cost savings. The traditional process of creating jigs and fixtures for most companies looks something like this:
- Identify the need.
- Design the jig or fixture.
- Take that design through DFM process (usually machining).
- Request quotes from external fabricators, and make any changes.
- Order the parts.
- External vendor produces the parts.
- Parts ship to the facility.
- Jig or fixture is added to the production or assembly line.

At that point, if any issues or areas for improvement are discovered after the jig or fixture is in use, the process either needs to begin again, or the parts need to be reworked. An additive workflow is much shorter:
- Identify the need.
- Design the jig or fixture.
- Print parts in-house.
- The jig or fixture is added to the production or assembly line.

Additive workflows for producing jigs and fixtures generally require little to no DFM work, and when production is done in-house, there is no need for quoting or days of transportation time for shipped parts.
Case Study: Eaton
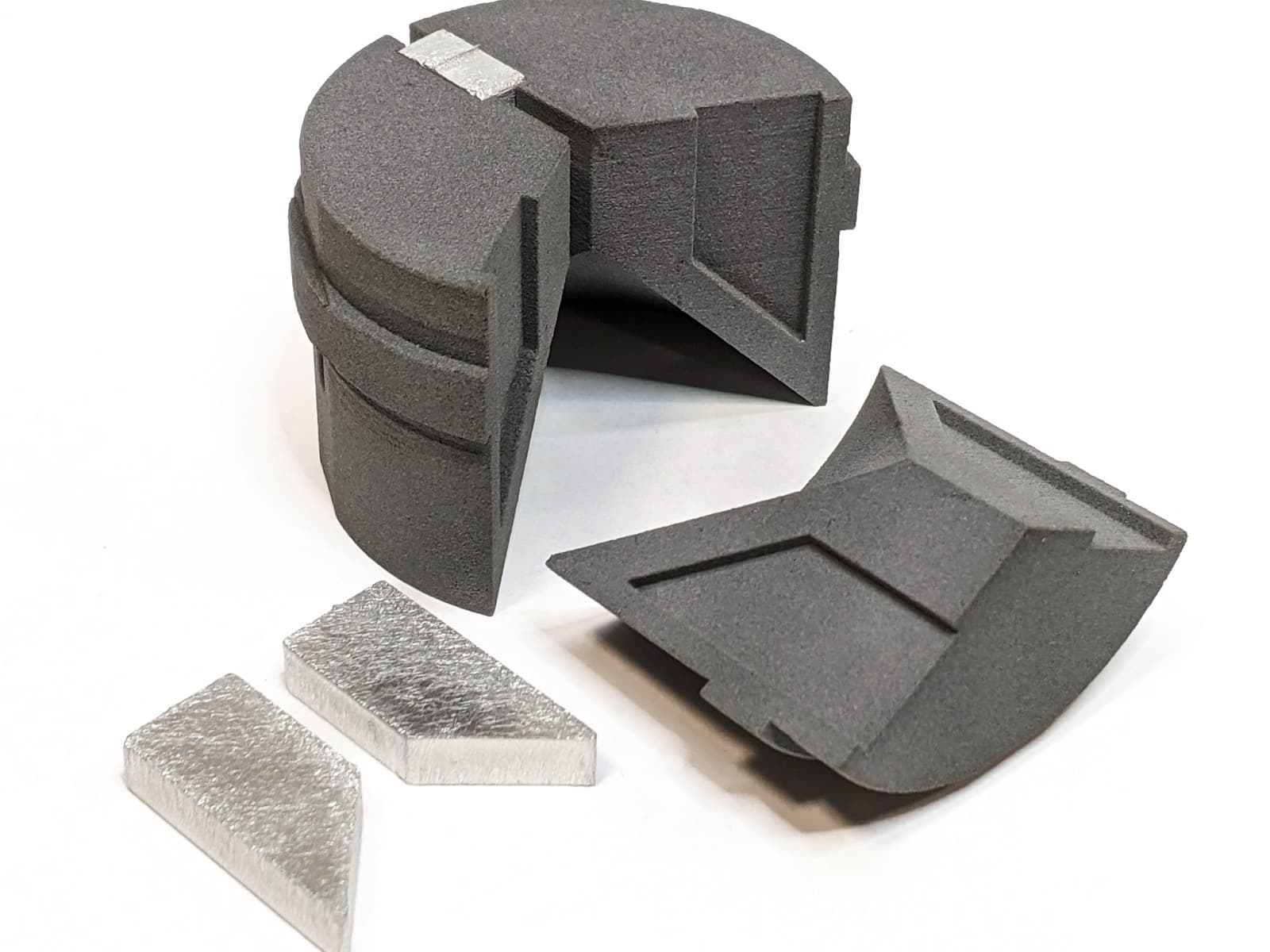
At Eaton, an international manufacturing giant in the electrical, utility, and transportation industries, 3D printing jigs and fixtures in-house has significantly reduced costs and downtime on the factory floor.
At Eaton's Olean, NY location, 15,000 metal oxide varistors (MOVs) move through a single-piece manufacturing flow every day, ushered along by a complex fleet of machines as raw material is compressed, painted, ground to parallel, welded, tested, and assembled into the final product: surge arrestors for utility poles and stations.
With so many machines, robots, and moving parts, the team at Olean requires a constant supply of new production consumables and manufacturing aids that range from jigs, fixtures, and end-of-arm tooling (EOAT) to automation aids, replacement parts, and more. These parts have been traditionally machined out of clunky Delrin blocks. Now, they're SLS 3D printed on the Formlabs Fuse Series in Nylon 12 Powder. "We anticipated about a nine-month ROI on the Fuse system. And we ended up getting that in about six," says TJ Zurell, Senior Manufacturing Engineer at Eaton's Olean location.

TJ Zurell, Senior Manufacturing Engineer at Eaton's Olean plant location, shows the difference between a machined manufacturing aid and an SLS 3D printed one.
Manufacturing Validation
In the final stages of product design, it’s critical to evaluate and de-risk the manufacturability of each component and assembly. Today, many engineers are finding 3D printing an invaluable tool for various manufacturing validation applications, like creating quick-turn, low-cost tooling, building custom testing jigs, or creating other components for testing manufacturing processes.
3D printed parts are commonly used as stand-ins, sometimes called surrogate parts, that can be used to accurately simulate part geometries, steps in the assembly process, or other characteristics of a product during manufacturing operations. Two typical benefits of surrogate parts are the enabling of assembly or manufacturing lines to get up and running without waiting on long lead time components and saving costly subassemblies from getting damaged or compromised as a process is dialed in.
3D printed tooling is also helpful for determining whether a specific part geometry will work in a final material without investing in hard tooling, which typically comes with higher costs and longer lead time. 3D printed injection molds, vacuum forming patterns, wax injection molds, and investment casting patterns are easily fabricated with SLA resins, allowing engineers to conduct low-risk testing of new parts and products by creating quick-turn tooling or patterns in-house.
Case Study: Google ATAP

Google’s Advanced Technology and Projects (ATAP) group used 3D printed surrogate parts to accelerate their manufacturing validation and save roughly $100,000 in wasted assemblies. Dialing in the molding process for a new wearable device was complicated due to a multiple shot molding process and the fine features of the electronics themselves.
The team at ATAP realized that rather than molding around fully populated circuit boards, they could substitute 3D printed parts that matched the circuit board geometry. This meant that they could use low-cost 3D prints during the dialing-in process rather than expensive PCBs, giving their manufacturing team more room to perfect the molding process without the risk of throwing away tens of thousands of dollars of assembled electronics.
Direct Printing End-Use Parts
Using 3D printing as a final manufacturing process for parts is among the newest and fastest-growing application areas. Advances in material science, production scheduling software, and automation are making 3D printing more cost-competitive with traditional manufacturing, especially for high-mix, low-volume products. It is also ideal for products that require a high degree of customization, or products where the unique geometries made possible through 3D printing have performance benefits.
Case Study: Nudge

Medical device developer Nudge creates the Nudge Zero device using Form 4L. The Nudge Zero is expected to be a Class II medical device that uses low-intensity focused ultrasound to one day treat brain disorders, everything from opioid addiction to tinnitus to depression. There are high demands for the parts, including that some must work inside an MRI. On top of that, engineers need to be able to iterate in a day or less. Even a couple of years ago, producing these parts would have been nearly impossible, but with advances in 3D printing technology and materials, the Nudge team can iterate in-house in less than a day.
The Nudge Zero consists of three components:
-
The core, a high channel count, ultrasound phased array packed into a helmet structure that can be used in an MRI machine.
-
The cart, which degasses, deionizes, and heats the water for the ultrasonic array.
-
The drive electronics, which generate the waveforms for beamforming the ultrasound array.
Both the cart and the core use 3D printed parts printed on Form 4L, including the enclosure of the core. Additional silicone parts are cast in 3D printed molds — all in less than a day.
Case Study: Ken Pillonel and the 'One-Man Factory'

Ken Pillonel, engineer and founder of popular YouTube channel Exploring the Simulation, started SLS 3D printing end-use AirPods cases and iPhone cases in 2024, and has now sold tens of thousands of SLS 3D printed end-use products to customers all over the world.
Legacy manufacturing methods, like injection molding, are still (and probably will be for some time) the cheapest way to mass produce most consumer products like Pillonel’s (or Apple’s) AirPods case. They make these most sense for big manufacturers with pre-set demand and supply numbers. The main issue for small manufacturers like Pillonel, however, are the limitations they impose on an agile product design process.
To be financially feasible, injection molding requires completely finalized ideas and no wiggle room or space to improve upon designs, whereas what made Pillonel’s idea so attractive to thousands of customers was his responsiveness, agility, and ability to respond to customer feedback.
“I didn’t go with injection molding because first, I love to iterate and to improve, to get customer feedback and just make it as best as I can. With molding, it’s very costly to change or produce designs. The tooling for just one case was $15,000, and I wanted to have six different case designs," says Pillonel.
“The Fuse printers are still the most affordable on the market right now. The way I saw it was, it costs the same as a few molds. So, if I had to outsource a few molds, it would be the same price as my setup. But with in-house SLS, I have a way to make parts for years — and can make an infinite amount of new designs. So if this product doesn't work out, I can just try to make a new one and, hopefully, make back my investment later.”
-Ken Pillonel, Engineer and Founder, Exploring the Simulation
Custom Tool Adapters and Process Tools
Beyond jigs and fixtures, manufacturers often need to create customized parts and mechanisms for their fabrication and assembly processes. Part feeding, alignment tools, end-of-arm tooling, and maskings all benefit from or require custom parts, but those part geometries can be complex and carry significant costs for traditional fabrication processes like machining or molding.
Case Study: Machining Fixtures at The Factory Amsterdam
The Factory Amsterdam (TFA), a New York-based machine shop that focuses on automation and quick turnaround production for customers in consumer electronics, gas turbines, and more, has no shortage of manufacturing methods at their disposal — from CNC machining to lathes, laser cutting, sheet metal forming, and more. But when it comes to making peripheral tooling — the tools, jigs, fixtures, masks, or aids that help make the parts — TFA needs an inexpensive, flexible, and reliable solution in-house.
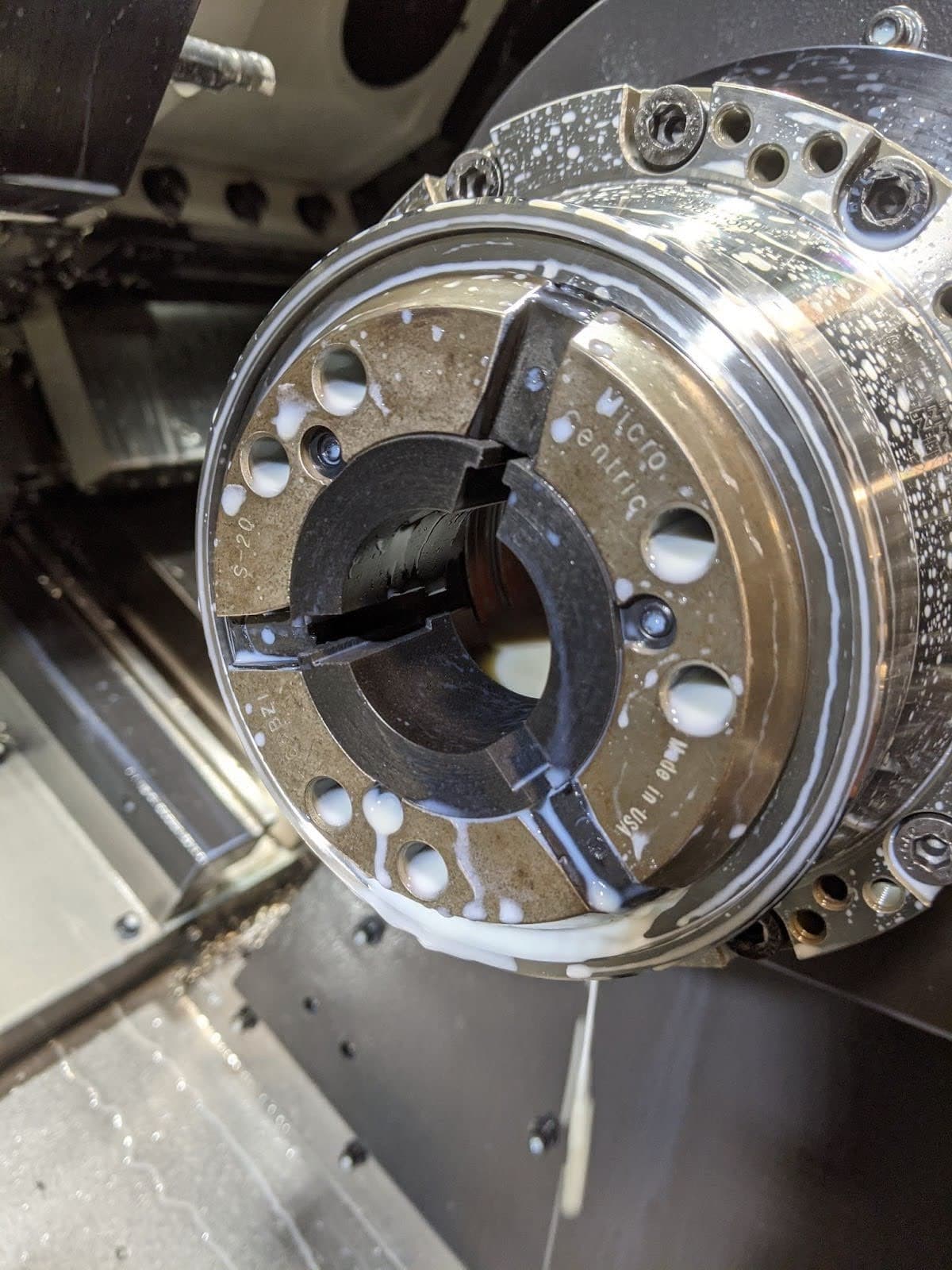
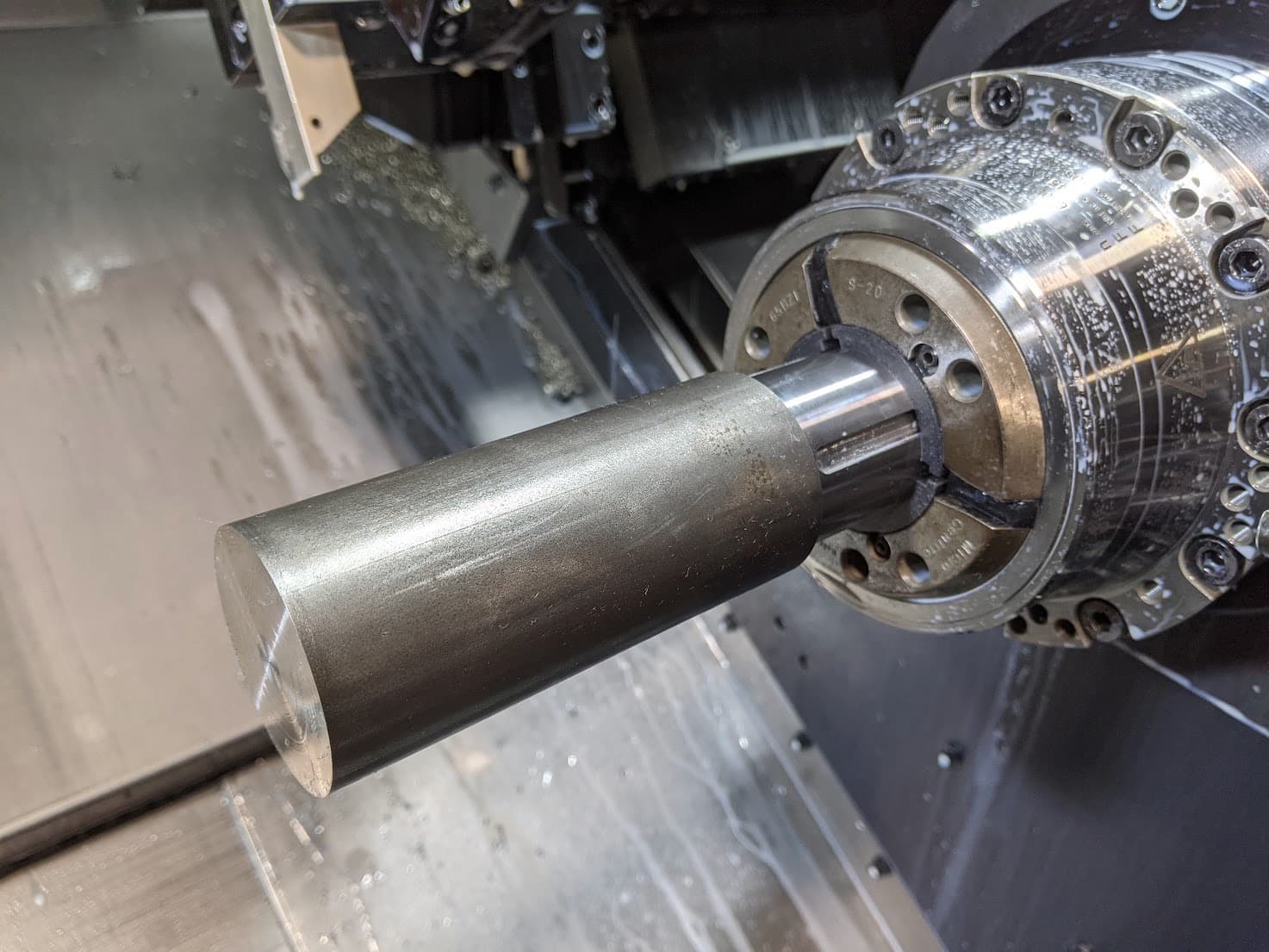
TFA regularly fulfills production orders for machined metal parts in quantities between 1,000 and 10,000 units. Their CNC turning machine has to be adjusted for each new type of product, and one way to do that is to purchase steel collets featuring interchangeable pads. The collets fit inside the spindle to hold the raw metal part securely in place, while the pads are removable inserts to adapt to various shapes of workpieces without the need to change the entire collet.
These collet pads are consumables, as they need to be customized for each job — they’re the integration point between a standardized machine and a uniquely designed product. “The part these collets are grabbing onto might already be machined and have a weird shape, so a standard collet isn’t the best way to hold that part,” says Matheus.
To adjust for new product designs, you could purchase machineable or master collets that can be altered for your part and machine, or a set of swappable collets. But for each of these solutions, there is still a cost and lead time associated. “Machineable collet pads are still a couple of hundred dollars apiece, and they take about three weeks to get here,” says Matheus. On the Fuse Series, Matheus can 3D print as many sets as he needs on-demand, for just $7 each.
SLS 3D printing excels at producing small parts like these collet pads — consumable parts that have to hold up through an entire production run of 3,000 to 4,000 parts and withstand radial forces generated from the lathe turning at 3,000 rpm.
Conclusion
While this is far from an exhaustive documentation of SLA and SLS 3D printing use cases in manufacturing, it demonstrates how dramatic changes in material science and printed part performance translate to a notable expansion in the use of 3D printing for manufacturing workflows.
The range of material options available across the SLA and SLS 3D printing libraries means that manufacturers can find a material that works for their needs: from durable nylons that can withstand wear and tear on the factory floor to flame-retardant or electrostatic-dissipative resins, there's a material that enables new manufacturing applications.
Already, for manufacturers large and small, 3D printing is a ‘must-have’ tool in the toolbox, offering greater flexibility and lower cost than many traditional fabrication processes. To see the materials for yourself, request a free SLA or SLS 3D printed part. To get in touch with our team and evaluate how you can save money with 3D printing in-house, contact sales.