
L’impression 3D stéréolithographique (SLA) doit sa grande popularité à sa capacité à produire des pièces finales et des prototypes isotropes et étanches de haute précision à partir d’une grande variété de matériaux avancés, avec des détails fins et une finition de surface lisse.
Cependant, les pièces ne sortent pas 100 % terminées de l’imprimante : elles ont souvent besoin d’un post-traitement. Chaque pièce nécessite un lavage rapide, et de nombreux matériaux requièrent une courte post-polymérisation. Ces deux étapes peuvent être optimisées grâce à des équipements de post-traitement tels que les Form Wash et Form Cure ainsi que les Form Wash L et Form Cure L grand format de Formlabs.
En outre, certaines pièces peuvent bénéficier d'étapes supplémentaires telles que le ponçage, le revêtement, le placage ou le sablage. Ces méthodes de post-traitement permettent d'obtenir des propriétés spécifiques, par exemple en rendant les pièces mieux adaptées aux applications extérieures grâce à la protection contre les UV, ou en augmentant leur résistance mécanique grâce à la galvanoplastie ou à l'utilisation d'une solution céramique telle que le Cerakote.
Dans ce guide, nous vous présentons tout ce que vous devez savoir sur les différentes méthodes de post-traitement d'impression 3D disponibles et sur la manière de choisir le bon processus pour votre application.

Réserver une consultation gratuite
Contactez nos experts en impression 3D pour une consultation individuelle afin de trouver la bonne solution pour votre entreprise, recevoir une analyse du retour sur investissement, des essais d’impression, et plus encore.
Notions de base du post-traitement SLA
Lavage
L'étape fondamentale de tout processus de post-traitement SLA consiste à éliminer tout excès de résine à la surface des pièces par un lavage à l'alcool ou à l'éther. Cette étape de lavage peut être réalisée manuellement en trempant les pièces dans la solution, ou à l'aide d'une machine automatisée qui agite le liquide pendant une durée prédéfinie. La procédure de lavage la plus simple et la plus efficace est décrite ci-dessous. Cette étape permet de préparer les pièces à des processus secondaires tels que la peinture, la teinture, le lissage ou le polissage.
Conseils pour le lavage des pièces en résine imprimées en 3D :
- Formlabs recommande de laver les pièces imprimées par SLA avec de l’alcool isopropylique, Formlabs Resin Washing Solution, ou de l’éther monométhylique de tripropylène-glycol (TPM). L'IPA est la solution la plus connue et la plus utilisée pour le lavage des pièces en résine, tandis que Formlabs Washing Solution est une alternative ininflammable et suffisamment sûre pour tout espace de travail. Elle peut dissoudre deux fois plus de résine avant d'être saturée, ce qui permet de réduire les coûts de lavage.
- La Form Wash et la Form Wash L agitent automatiquement le liquide pour nettoyer efficacement les pièces, même celles qui présentent des canaux, des caractéristiques négatives ou une texture de surface. Si vous utilisez une solution manuelle, agitez vous-même le liquide pour obtenir le même résultat. Lors de la création de modèles présentant des canaux étroits, comme en microfluidique, il se peut qu’une seringue soit nécessaire pour nettoyer la résine interne et l’empêcher de se polymériser et de boucher les canaux.
- Certaines pièces pourront nécessiter deux lavages dans de l’alcool isopropylique ou de l’éther monométhylique de tripropylène-glycol pour être complètement nettoyées. De nombreuses installations imprimant de grandes quantités de pièces disposent d'un lavage « propre » et d'un lavage « sale », afin de rendre cette étape encore plus efficace. Toutes les pièces sont d'abord rincées dans le bain « sale » (qui peut être une solution de trempage manuelle), avant de passer par un nettoyage plus rigoureux dans de l'alcool isopropylique plus pur (ce bain « propre » est souvent la Form Wash ou la Form Wash L).
- Formlabs recommande la Form Wash pour les imprimantes de bureau Formlabs, et la Form Wash L pour les imprimantes SLA grand format afin d'automatiser le lavage et le rinçage de vos pièces imprimées.
- Certains matériaux peuvent être lavés ensemble, tandis que d'autres doivent être lavés séparément afin d'éviter que les particules dissoutes dans l'alcool isopropylique n'affectent la couleur, la finition ou les performances des autres matériaux. Le tableau ci-dessous indique quelles résines doivent être regroupées pour obtenir les meilleurs résultats et respecter les recommandations en matière de biocompatibilité.
| Claires | Foncées | Biocompatible | Autres (à laver séparément) |
|---|---|---|---|
| Clear Resin, White Resin, Rigid 4000 Resin, Rigid 10k Resin, Durable Resin, Elastic 50A Resin, Flexible 80A Resin, High Temp Resin | Black Resin, Grey Resin, Grey Pro Resin, Fast Model Resin, Draft Resin, Precision Model Resin, Model Resin, Tough 2000 Resin, Tough 1500 Resin, Flame Retardant Resin | Biomed White Resin, Biomed Black Resin, Biomed Clear Resin, Biomed Amber Resin, Biomed Durable Resin, BioMed Elastic 50A Resin, BioMed Flex 80A Resin, Surgical Guide Resin, Dental LT Clear Resin, Dental LT Comfort Resin, Custom Tray Resin, IBT Flex Resin, Temporary CB Resin, Permanent Crown Resin, Premium Teeth Resin, Denture Teeth Resin, Denture Base Resin | ESD Resin, Color Kit, Color Resin, True Cast Resin, Castable Wax Resin, Castable Wax 40 Resin, Silicone 40A Resin*, Alumina 4N Resin** |
*Silicone 40A Resin doit être lavée dans un mélange contenant 80 % d’alcool isopropylique et 20 % d’acétate de n-butyle. Si vous utilisez la Form Wash, ajoutez une bouteille de 2 litres d’acétate de n-butyle dans la cuve de lavage, puis remplissez-la d’alcool isopropylique jusqu’à la ligne de niveau maximum.
** Alumina 4N Resin nécessite un lavage séparé. Les pièces en Alumina 4N Resin ne doivent pas entrer en contact avec de l’eau ou de l’alcool isopropylique, sous peine de se fissurer. Alumina 4N Resin doit uniquement être lavée dans Ceramic Wash Solution.
Polymérisation
Quand l’impression d’une pièce imprimée par SLA est terminée, il se peut que la réaction de polymérisation ne soit pas encore finie. Cela signifie que les pièces n’ont pas acquis leurs propriétés matérielles finales et qu’elles ne donneront peut-être pas les résultats escomptés, en particulier dans le cas des pièces robustes soumises à des contraintes. L’exposition de la pièce à la lumière et à la chaleur, que l’on appelle la post-polymérisation, contribuera à solidifier la pièce en accord avec ses propriétés matérielles.
Conseils pour post-polymériser les pièces en résine imprimées en 3D :
- La post-polymérisation est facultative pour les résines standard. D’autres types de résine telles que Rigid 10K Resin nécessitent une post-polymérisation pour acquérir leurs propriétés mécaniques optimales.
- Concernant les matériaux biocompatibles, la post-polymérisation est nécessaire pour répondre aux normes de sécurité déterminées par les organismes de réglementation.
- Chaque matériau doit être exposé au processus de polymérisation pendant une période déterminée. Vous trouverez sur notre site internet tous les paramètres de post-polymérisation recommandés pour la Form Cure (2ème génération), la Form Cure (1ère génération), ou la Form Cure L.
La Form Cure et la Form Cure L, les deux solutions de post-polymérisation de Formlabs pour les imprimantes 3D de bureau et grand format, sont conçues pour post-polymériser les pièces imprimées avec des résines Formlabs de manière rapide et constante. Grâce à la Form Cure et à la Form Cure L, les pièces imprimées peuvent être post-polymérisées précisément à la longueur d’onde correcte, à différentes températures et pendant des durées diverses.
Ponçage, polissage et lustrage
Le ponçage de pièces imprimées en 3D par SLA est souvent la meilleure méthode pour lisser les bords, effacer les imperfections et supprimer toutes les traces de support restantes. Le ponçage manuel est le plus efficace sur les formes simples, mais il peut s’avérer difficile, voire impossible, de poncer des objets complexes possédant des fentes profondes et des supports internes. Le sablage ou le polissage peuvent être des solutions plus efficaces dans ces cas.
Le meilleur moyen de poncer des pièces imprimées par SLA est de commencer avec un papier de verre de grain épais et de passer graduellement à des grains plus fins au fur et à mesure de l’opération. Les pièces imprimées en 3D par SLA peuvent par exemple être poncées pour être lisses et brillantes avec un papier de verre de grain 3000. Augmentez lentement le grain, en polissant et en lissant la pièce jusqu’à obtenir la texture désirée. Les pièces devraient commencer à être réfléchissantes autour du grain 12 000. Si vous rencontrez des problèmes, poncer votre pièce sous l’eau courante ou sur un bout de papier de verre humide peut parfois aider à obtenir une surface lisse sur les pièces dures.
Les pièces imprimées par SLA sortent de la plateforme de fabrication avec beaucoup moins de lignes de couche que les pièces imprimées avec d’autres procédés d’impression 3D, comme le dépôt de fil fondu (FDM). Souvent, les lignes de couche des imprimantes 3D résine ne sont pas visibles. Cela signifie que les impressions FDM nécessitent souvent davantage de ponçage pour lisser les pièces. Cela dit, si vous avez besoin d’une finition lisse comme du verre, le SLA nécessite aussi un ponçage afin d’effacer toute trace de couches, en particulier sur les pièces sphériques. Augmenter lentement le grain du papier de verre vous permettra d’éliminer ou de réduire les lignes de couche à un niveau insignifiant sur n’importe quelle pièce imprimée par SLA.
La raison la plus courante pour poncer les pièces imprimées en 3D est d’essayer d’effacer les traces de support. Lorsque vous serez plus à l’aise avec l’impression 3D, prenez le temps d'incliner les impressions 3D lors du processus de préparation de l’impression de manière à supprimer ou à réduire les supports dans les zones importantes. Par exemple, si vous imprimez un buste ou un modèle, il est souvent possible d’incliner la pièce de manière à ce que le visage du modèle n’ait pas besoin de supports. Cela facilitera grandement le processus de ponçage.
Une fois que le processus de ponçage vous convient, un simple chiffon en microfibre peut être utilisé pour effacer toutes les petites imperfections et la poudre de papier de verre laissée sur la surface de l’impression.
Si vous effectuez beaucoup de ponçage sur une seule pièce, nous avons découvert que masser la pièce dans de l’huile minérale après le lavage permettait d’obtenir une finition de surface super lisse. Comme la plupart des techniques, l’huile minérale peut ou non être sensiblement bénéfique pour votre impression en fonction de la géométrie de la pièce. Vous devrez peut-être poncer plusieurs pièces avant de trouver la technique de finition parfaite.
Si vous désirez des pièces SLA précises et de haute qualité, les Finishing Tools de Formlabs sont un kit d'outils conçus pour optimiser le flux de travail de post-traitement SLA : ils aident les utilisateurs à obtenir une meilleure finition de surface, des plans et des bords parfaitement lisses et des pièces à l'aspect impeccable, tout en réduisant le temps de travail et le coût par pièce.

Guide de l'impression 3D stéréolithographique (SLA)
Vous cherchez une imprimante 3D pour créer des modèles 3D haute résolution ? Téléchargez notre livre blanc pour découvrir comment fonctionne l’impression SLA et pourquoi elle est tant utilisée pour créer des modèles aux détails incroyables.
Aperçu des solutions avancées de post-traitement SLA
Les processus de lissage, de revêtement et de coloration peuvent apporter des avantages mécaniques et des améliorations esthétiques aux pièces imprimées en 3D par SLA. Chacun de ces procédés présente ses propres avantages et inconvénients, et peut impacter les propriétés des matériaux de plusieurs façons. Pour décider s'il vaut mieux fabriquer ses pièces en interne ou en externe, il faut d'abord tenir compte du coût d'investissement et des compétences requises.
Le tableau ci-dessous montre la barrière à l'entrée et les résultats potentiels de différentes techniques avancées de post-traitement sur des pièces imprimées en 3D par SLA.
| Méthode | Barrière à l'entrée (coût et compétence) | Propriétés mécaniques | Résistance aux UV | Résistance aux produits chimiques | Dureté de la surface | Couleur | Conductivité |
|---|---|---|---|---|---|---|---|
| Sablage | Bas | ✔ | |||||
| Imprimer avec de la résine colorée | Bas | ✔ | |||||
| Teindre après impression | Bas | ✔ | |||||
| Peinture | Bas | ✔ | ✔ | ||||
| Revêtement en céramique | Élevé | ✔ | ✔ | ✔ | ✔ | ✔ | |
| Galvanoplastie | Élevé | ✔ | ✔ | ✔ | ✔ | ✔ |
Ces techniques peuvent être utilisées l'une à la suite de l'autre pour obtenir plus d'avantages. Dans cet article, nous examinerons chaque option séparément. Si vous êtes intéressé par la combinaison de techniques de post-traitement pour obtenir un résultat spécifique, contactez notre équipe pour parler avec un spécialiste qui pourra vous conseiller sur votre cas d'utilisation.
Sablage
Dans le cas de certaines résines, le sablage peut donner une meilleure finition de surface et même améliorer les propriétés mécaniques. Lors des essais réalisés sur des pièces en Rigid 10K Resin avant et après le sablage, l'allongement à la rupture du matériau s'est amélioré de 70 %, la résistance à la rupture par traction de 35 % et la résistance aux chocs de 180 %.
Les solutions de sablage manuel sont disponibles depuis des années et conviennent aux applications nécéssitant de faibles quantités de pièces ou s'il faut sabler une ou deux fois par semaines des pièces de grande taille. Les sableuses manuelles sont abordables et ne nécessitent pas d'infrastructure complexe.
Pour les volumes plus importants, la Fuse Blast de Formlabs est la première solution automatisée et abordable de sablage sur le marché. Elle est conçue pour compléter l'écosystème d'impression 3D par frittage sélectif par laser (SLS) de la série Fuse, mais elle peut également être utilisée comme sableuse pour les pièces SLA.

Le sablage améliore la résistance à la pression de l'eau des boîtiers testés par l'Undersea Robotics and Imaging Lab (URIL) de l'université de Rhode Island.

Impression 3D de boîtiers étanches et résultats des tests de pression
Dans ce livre blanc, nous fournissons les résultats des tests et des directives claires sur la façon d'imprimer en 3D des boîtiers étanches personnalisés à un prix abordable.
Options pour la coloration des pièces en résine imprimées en 3D
Impression avec Color Resin

Color Resin est une résine standard, colorable, personnalisable et soumise à des contrôles de qualité.
Color Resin permet l'impression directe de pièces dans des couleurs allant des tons neutres nuancés aux couleurs vives et intenses, avec la vitesse et la facilité d'impression de n'importe quelle autre résine standard Formlabs. Avec Color Resin, vous pouvez obtenir des couleurs qui représentent votre marque, votre gamme de produits ou votre vision créative avec précision et cohérence. Les couleurs personnalisées peuvent être créées à l'aide d'un code hexadécimal ou d'un profil RVB, ou peuvent être sélectionnées à l'aide du sélecteur de couleurs en ligne.
Après l'impression avec Color Resin, les pièces sont lavées avec la Form Wash et polymérisées dans la Form Cure pendant une minute, pour un post-traitement aussi simple que l'impression avec n'importe quelle autre résine standard. Contrairement à l'ajout de colorants à une résine, Color Resin garantit la production de pièces de couleur uniforme et permet la correspondance des couleurs. De plus, l'impression directe avec Color Resin réduit le temps de fabrication lié à la peinture des pièces et le coût de la main-d'œuvre, pour une production efficace de pièces colorées.
Color Resin V5 n'est pour l'instant disponible qu'aux États-Unis, et sera étendue à d'autres régions dans un avenir proche.
Imprimer avec de la résine colorée

Modèles anatomiques imprimés en Clear Resin mélangés à de l'encre à base d'alcool.
Ce processus nécessite de colorer 1 L de Clear Resin, généralement avec de l’encre à base d’alcool, pour obtenir une couleur personnalisée. Une fois modifiée, Clear Resin peut ensuite être placée dans une imprimante 3D de Formlabs et la pièce sera imprimée dans la nouvelle couleur que vous avez créée. Les encres à base d’alcool se dissolvent complètement dans Clear Resin, ce qui en fait les agents colorants idéaux pour donner des couleurs stables tout au long de l’impression. Si vous comptez colorer des pièces imprimées en 3D avec de la résine teinte, pensez à utiliser une solution de lavage séparée pour ces pièces, car de la résine colorée se dissoudra lors du lavage. Étiquetez votre solution de lavage pour garder la trace des types de teintures qui ont été utilisés afin de vous assurer de ne pas laver accidentellement une pièce en White Resin dans de l’eau contenant une teinture sombre.
Imprimer avec le Color Kit
Color Kit est un pack standard de mélange de couleurs proposé par Formlabs. Color Kit permet d'imprimer en 3D dans toute une gamme de couleurs, ce qui évite les opérations manuelles de finition et de peinture.
Pour découvrir Color Kit en action, jetez un œil à la manière dont le fabricant Birdkids a développé un nouveau produit en utilisant l’impression 3D avec une large gamme de matériaux, notamment Color Kit, pour créer des prototypes du nouveau produit dans les couleurs de la palette.

L'équipe de birdkids a utilisé Color Kit pour prototyper différentes couleurs, comme la variante « pêche ».
Teindre après impression
Si vous ne souhaitez pas colorer toute une cartouche de matériau, mais que vous voulez quand même teinter vos pièces, vous pouvez appliquer la couleur après l’impression. Vous pouvez facilement tremper différentes zones d’intérêt dans différentes solutions de couleur pour obtenir des pièces multicolores.
Certaines résines seront plus faciles à teindre que d’autres, comme Clear Resin et Elastic Resin, par exemple. Nous vous conseillons de créer une solution à base d’alcool et de teinture et de tremper vos pièces imprimées en 3D, avec les supports, dans la solution. Pour en savoir plus sur la teinture des pièces SLA, téléchargez notre livre blanc.
Peinture à l’acrylique

Un peintre qualifié utilisant de l’acrylique peut insuffler de la vie aux pièces imprimées en 3D.
Pour les modèles complexes présentant des détails fins, la coloration peut n’être possible qu’à l’aide de peinture. Bien que ce processus puisse prendre du temps et que son résultat dépende de vos talents de peintre, il offre davantage de liberté artistique à l’utilisateur. Comme la peinture est effectuée après que la pièce a été lavée et durcie, ce flux de travail ne nécessite pas non plus de lavage IPA spécifique.
Peinture par pulvérisation
La peinture par pulvérisation permet d’obtenir des surfaces lisses et des dégradés de couleurs intenses. Elle est particulièrement efficace pour les impressions de grande taille ou plates. Dans les mains d’un utilisateur qualifié, les pièces imprimées en 3D par SLA peuvent rapidement être peintes par pulvérisation. La meilleure technique de peinture par pulvérisation consiste à avoir recours à plusieurs couches fines, de préférence au cours d’une seule session. Un apprêt en spray est le meilleur moyen de peindre vos pièces imprimées, car il recouvre rapidement une surface d’une couche uniforme. Nous vous recommandons de lire notre guide détaillé pour un tutoriel étape par étape sur les meilleures pratiques de peinture 3D pièces imprimées.
Options pour le revêtement des pièces en résine imprimées en 3D
Polymère liquide
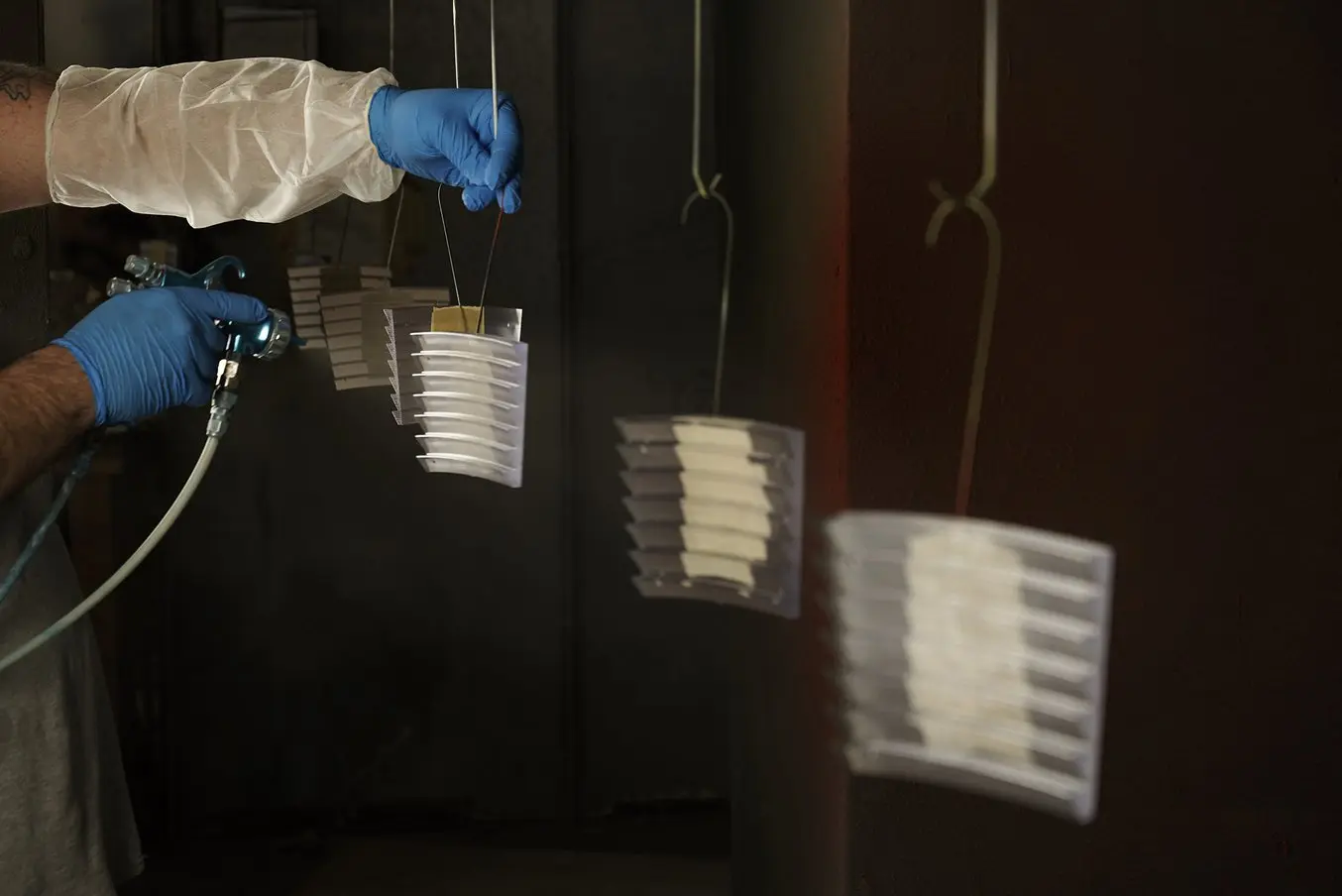
Pour leur installation à Times Square, Window to the Heart, les équipes de Formlabs et d’Aranda/Lasch ont travaillé avec un carrossier pour vaporiser du vernis Lesonal Universal Clear sur chaque tuile.
Il existe sur le marché un certain nombre de revêtements polymères liquides qui offrent différents degrés de lissage et de résistance chimique. Ils peuvent être transparents, teintés ou opaques. Ils peuvent être appliqués par trempage, au pinceau ou par pulvérisation, et peuvent être basés sur différents produits chimiques, comme l'époxy, la laque et le polyuréthane. En général, un vernissage transparent par pulvérisation est le meilleur moyen d’obtenir une finition étincelante pour vos pièces.
Le vernissage par pulvérisation doit être uniquement appliqué une fois la pièce soigneusement poncée. Lors du vernissage de pièces imprimées en 3D, il est recommandé de sauter l’étape de la polymérisation pour Clear Resin, car cela peut parfois causer un jaunissement des pièces. S’il est prévu que la pièce que vous vernissez soit utilisée dans un but purement esthétique, il se peut que la polymérisation servant à obtenir ses propriétés mécaniques ne soit pas nécessaire. Au lieu d’être polymérisée, la pièce devra être séchée à l’air après un lavage à l’alcool isopropylique et à l’eau. Une fois bien sèche, vaporisez deux à trois couches de vernis dans un local non poussiéreux.
Revêtement en céramique

Ces échantillons, imprimés sur la Form 3+ avec Grey Pro Resin, ont été recouvertes de Cerakote, un processus qui améliore la finition de la surface ainsi que la solidité, la durabilité, la résistance aux UV, aux produits chimiques et à la chaleur.
Les revêtements céramiques offrent des avantages à la fois en termes de performances et d'esthétique pour toute une série de matériaux. Leur résistance aux produits chimiques et à la température fait des pièces revêtues de céramique un produit idéal pour de nombreux secteurs tels que l’automobile et l’aérospatiale, où des environnements extrêmes peuvent endommager les pièces, ainsi que pour les produits de consommation, qui nécessitent une bonne qualité de surface.
Le Cerakote est un revêtement céramique fin et performant développé par NIC Industries qui offre de nombreux avantages mécaniques et esthétiques. Pour en savoir plus sur le revêtement en Cerakote de vos pièces SLA, téléchargez notre livre blanc ou regardez le webinaire avec le fabricant de Cerakote : NIC Industries.

Guide complet du Cerakote : le revêtement céramique pour les pièces imprimées en 3D par SLA et SLS
Ce livre blanc explique comment revêtir des pièces imprimées en 3D avec les techniques de stéréolithographie (SLA) et de frittage sélectif par laser (SLS) grâce au procédé Cerakote.
Galvanoplastie
La galvanoplastie est un procédé électrochimique de déposition en fine couche d’ions métalliques sur la surface d’une pièce. Après galvanoplastie, les pièces sont grandement renforcées et plus résistantes à l’usure, à l’exposition aux UV et à la corrosion. C’est un procédé excellent pour les pièces finales et une alternative moins coûteuse à l’impression 3D en métal.

Non seulement les surfaces après galvanoplastie ont l'aspect et le toucher identiques à ceux du métal, mais les pièces traitées sont également grandement renforcées et plus résistantes à l'usure, à l'exposition aux UV et à la corrosion.
Volkswagen a imprimé en 3D des enjoliveurs pour une voiture conceptuelle sur une imprimante 3D SLA de bureau Formlabs avec Clear Resin , puis les a recouverts par galvanoplastie d’une couche d’une centaine de microns (0,004 pouce) de nickel. Les pièces avaient l’aspect et le toucher du métal, mais elles pouvaient être fabriquées de pair avec les évolutions du modèle et avec un minimum de contraintes géométriques.
Elliptika, concepteur de filtres et d'antennes personnalisés de pointe utilisés pour la recherche et le développement dans les secteurs de l'automobile, de la défense, de la médecine et de l'enseignement, utilise l'impression 3D et la galvanoplastie pour fabriquer des antennes de haute performance, réduisant ainsi les coûts et les délais de plus de 90 %. Pour en savoir plus sur la galvanoplastie, téléchargez le livre blanc complet.

La résistance du métal : stratégies et exemples d'utilisation pour la galvanoplastie de pièces SLA
Lisez la suite pour savoir comment les ingénieurs ajoutent du métal aux impressions 3D en résine et à quelles applications surprenantes les pièces métalliques hybrides peuvent donner accès, permettant notamment (mais pas seulement) d'augmenter la résistance et la durabilité.
En savoir plus sur l'impression 3D SLA
La puissance, la précision et la large gamme de matériaux qu'offrent les imprimantes 3D SLA permettent aux concepteurs, aux ingénieurs et aux fabricants d'exploiter cette technologie pour presque toutes les applications. Au fur et à mesure que ces applications se développent, les exigences esthétiques et mécaniques évoluent. Les méthodes de post-traitement peuvent contribuer à faire passer vos pièces SLA d'un polymère standard à des pièces de haute performance adaptées à des applications finales avancées, le tout avec un flux de travail simple et à faible coût.
Téléchargez notre livre blanc pour en savoir plus sur l'impression 3D SLA. Vous souhaitez tenir une pièce de grande qualité imprimée par SLA dans vos mains ? Commandez un échantillon gratuit ci-dessous.
Vous ne savez pas quelle solution d'impression 3D conviendrait le mieux à votre activité ? Réservez une consultation individuelle pour comparer les options, évaluer le retour sur investissement, faire des essais d'impression, etc.