
Che un prodotto sia destinato ai consumatori o a utenti industriali, l'aspetto, la sensazione tattile e il funzionamento influiscono sul suo valore funzionale e percepito. Nell'ambito dello sviluppo del prodotto, tali caratteristiche sono note complessivamente come Colore, Materiale e Finitura, solitamente abbreviate con l'acronimo CMF.
Il CMF influenza l'aspetto di un prodotto, determinando se verrà percepito come un articolo economico o di lusso, resistente piuttosto che fragile. Oltre all'aspetto e alla sensazione tattile, la finitura e il materiale sono fondamentali per l'ottimizzazione degli aspetti funzionali di un prodotto, come l'ergonomia o la facilità di pulizia. Designer e ingegneri si impegnano a garantire che le scelte in materia di CMF fatte durante lo sviluppo del prodotto siano in linea col contesto e con le aspettative dell'uso finale.
Le specifiche CMF sono importanti anche quando il design di un prodotto passa alla fase di produzione. I requisiti CMF devo essere comunicati chiaramente al produttore per mantenere l'intento progettuale originale e la coerenza del prodotto finale con il marchio.
In questo articolo parleremo delle basi del CMF e degli standard del settore in termini di colore e finitura, includendo alcuni esempi di come i team di sviluppo di prodotto si servono della stampa 3D per rappresentare il CMF nei test per gli utenti o per garantire che tutti gli elementi siano perfettamente pianificati per la consegna finale al produttore.
Capire il CMF e trovare opportunità per la stampa 3D

Wöhler usa la stampa 3D SLA per prototipare parti morbide come elementi sovrastampati e pulsanti, ma anche alloggiamenti funzionali per i dispositivi elettronici.
Oggigiorno, i team di produzione utilizzano ampiamente la stampa 3D come parte del processo standard di sviluppo del prodotto, in parte grazie al fatto che questa tecnologia è in grado di riprodurre con elevata fedeltà una vasta gamma di opzioni di colore, materiale e finitura.
In particolare, sistemi come le stampanti stereolitografiche (SLA) impiegano resine fotopolimeriche le cui formulazioni specifiche possono dare origine a proprietà dei materiali diversissime tra loro, da materiali morbidi e gommosi, a plastiche rigide rinforzate con vetro. Oltre alle proprietà fisiche, le resine SLA sono relativamente semplici da pigmentare senza sacrificare la stampabilità e questo permette ai designer di stampare in modo diretto parti caratterizzate da colori intensi e uniformi.
Colore
Quando si pensa a un prodotto è molto probabile che la prima cosa che viene in mente sia il colore. Il verde John Deere, l'azzurro Makita, il rosso Ferrari: molti marchi hanno reso un colore specifico sinonimo della loro attività.
Nel corso degli anni sono stati sviluppati dei sistemi di colori per garantire che nulla vada perso nel passaggio dalla fase di design a quella di produzione.
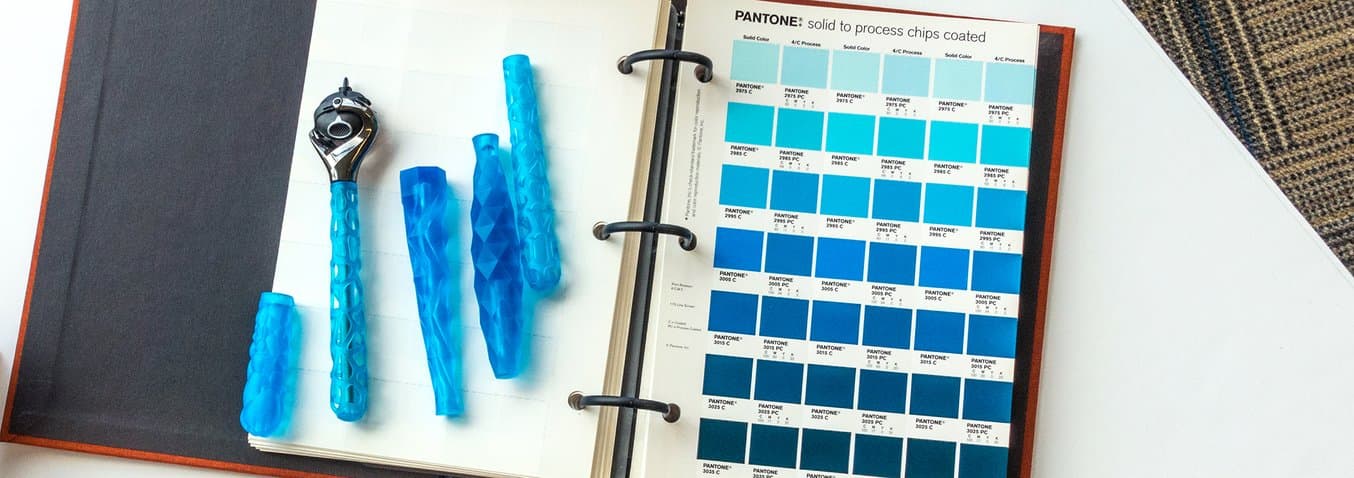
Gli strumenti più comuni per raggiungere un accordo sugli standard di colore sono il Pantone Matching System e il RAL (acronimo di Reichs-Ausschuß für Lieferbedingungen und Gütesicherung, per il progetto tedesco originale di standardizzare i colori). I designer e gli ingegneri statunitensi tendono a utilizzare il Pantone Matching System, mentre il RAL è ancora popolare in alcune parti d'Europa. I produttori che lavorano con clienti internazionali generalmente hanno familiarità con entrambi i sistemi.
Solitamente il colore viene incorporato nei prototipi attraverso la verniciatura oppure realizzando parti caratterizzate da un colore intrinseco. Quando si producono parti con il colore incorporato, i metodi principali sono la stampa diretta o la colata mediante vulcanizzazione a temperatura ambiente di materiali pigmentati in uretano, silicone o resine epossidiche.
Quando si tratta di stampare direttamente parti con colore intrinseco, le resine Formlabs offrono diverse opzioni. Le resine standard sono disponibili in varietà trasparenti (Clear Resin) e opache (Black Resin, Grey Resin, White Resin), e con il Color Kit di Formlabs si possono miscelare resine di colori specifici.
Con il Color Kit, chiunque può miscelare la propria Color Resin e creare stampe in 3D di un colore uniforme grazie all'alta risoluzione e alla finitura superficiale liscia che contraddistinguono la stereolitografia.
Se gli ingegneri o i designer hanno bisogno di applicare un gradiente, un motivo o qualche altro effetto di colore sulla superficie, le stampe SLA possono essere dipinte senza problemi, seguendo alcuni semplici passaggi per preparare la parte.
Materiale
Le caratteristiche del materiale svolgono un ruolo importante sia per quanto riguarda la funzionalità, sia per il costo finale del prodotto. Dato che le resine fotopolimeriche possono essere formulate in modo tale da avere una vasta gamma di proprietà meccaniche, la stampa 3D SLA è particolarmente utile per creare parti che si comportano come i materiali di produzione finali. Le resine di Formlabs vengono impiegate per simulare materiali come gomma siliconica, polipropilene, acrilonitrile-butadiene-stirene e plastica rinforzata con vetro.

OXO utilizza la High Temp Resin di Formlabs per assicurarsi che le parti in plastica progettate funzionino come previsto e abbiano la rigidità e la struttura adatte.

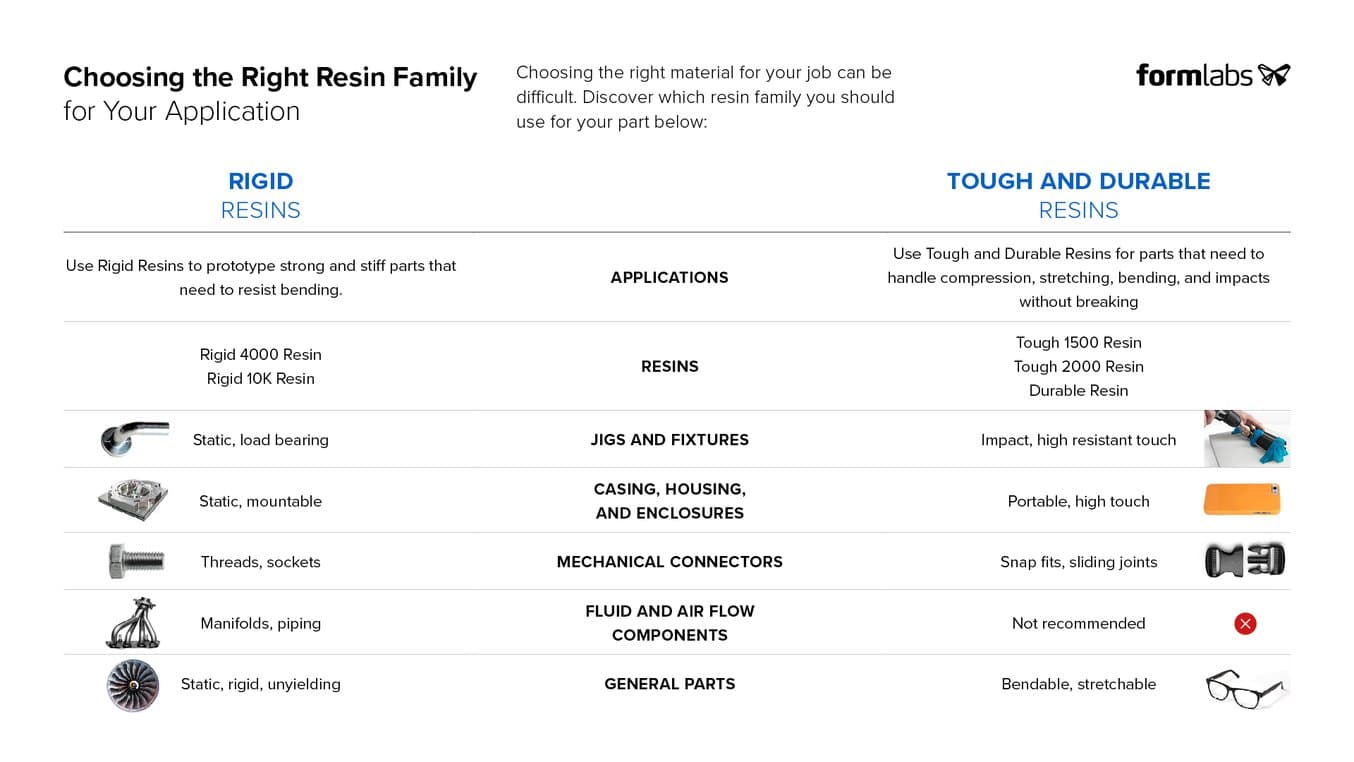
Trova il materiale giusto per la tua applicazione
Ti serve una mano per capire quale materiale scegliere per le tue stampe 3D? La nostra nuova guida interattiva per la scelta dei materiali ti aiuta a scegliere al meglio all'interno del nostro catalogo di resine in continua espansione, a seconda dell'applicazione e delle proprietà che più ti interessano.
Finitura
Come per i sistemi di colori, nel corso degli anni sono state sviluppate delle norme industriali per garantire la coerenza delle finiture superficiali. Le norme per le finiture superficiali sono specifiche per i processi di fabbricazione o per le classi di materiali. Le parti in plastica adottano le norme SPI (Society of Plastics Industry), mentre quelle in metallo adottano le norme ASME (American Society of Mechanical Engineers) o ISO (Organizzazione internazionale per la normazione).
Le norme SPI definiscono l'aspetto e la sensazione tattile della superficie di una parte finale in plastica, utilizzando una combinazione di lettere e numeri per il sistema di denominazione.
Le finiture superficiali SPI vanno dalle superfici non trattate e lasciate allo stato grezzo dopo la lavorazione, fino a quelle altamente lucide, con molte opzioni intermedie. Nelle superfici non trattate sono evidenti i segni degli strumenti utilizzati. Vengono impiegate raramente per il lato esterno di una parte stampata a iniezione o in plastica, ma a volte sono indicate per le superfici interne nascoste delle parti in quanto permettono di risparmiare sui costi dell'attrezzatura.
Le specifiche SPI includono finiture opache: SPI-B1, SPI-B2 e SPI-B3, indicate come finiture "con carta vetrata"; SPI-C1, SPI-C2 e SPI-C3, come finiture "a pietra"; le finiture lucide sono SPI-A1, SPI-A2 e SPI-A3, o finiture "diamond buff". Le finiture superficiali più grezze risultanti dalla sabbiatura sono SPI-D1, SPI-D2, e SPI-D3 per la superficie con sabbiatura asciutta.
| Tipi di finiture | Specifiche per le finiture SPI | Descrizione | ||
|---|---|---|---|---|
| Diamante | SPI-A1, SPI-A2, SPI-A3 | Finiture altamente e mediamente lucide | ||
| Carta vetrata | SPI-B1, SPI-B2, SPI-B3 | Finiture opache | ||
| Pietra | SPI-C1, SPI-C2, SPI-C3 | Finiture opache | ||
| Sabbiatura | SPI-D1, SPI-D2, SPI-D3 | Sabbiatura asciutta |
In molte applicazioni, la finitura superficiale è importante per la funzionalità e la resistenza. Ad esempio, una lente molto lucida trasmetterà la luce chiaramente; una lente meno lucida sarà quasi inutile. La ruvidità e la consistenza sono utili per favorire i legami adesivi o di rivestimento, nonché per aggiungere un attrito che favorisce la presa da parte degli utenti. Alcuni design per meccanismi devono avere una finitura ruvida per favorire la trazione, per trattenere i lubrificanti o per mantenere una trazione sufficiente al corretto funzionamento del meccanismo stesso.
Definizione di levigatezza
Nel definire la levigatezza desiderata di una parte finale, le norme variano a seconda del materiale e del processo di fabbricazione. Per le parti in plastica, le norme più comuni derivano dalle specifiche SPI che descrivono il trattamento superficiale e le attrezzature utilizzate per produrre le parti finali in plastica.
Stabilire quale specifica di superficie SPI sarà usata per ogni componente è un passo importante nella progettazione della parte e ha ripercussioni dirette sulle prestazioni della parte stessa, nonché sul costo delle attrezzature. Le parti realizzate mediante stampaggio a iniezione che utilizzano superfici con finiture più ruvide richiederanno un angolo di sformo maggiore, mentre le parti molto lucide dovranno essere rivestite con pellicole protettive durante l'assemblaggio e la spedizione.
Definizione di testurizzazione
Spesso i designer di parti in plastica usano finiture testurizzate che imitano un altro materiale (ad esempio, i pannelli interni delle auto con finiture simili alla pelle) per migliorare l'ergonomia, o per nascondere le imperfezioni estetiche dovute alla produzione, alla manipolazione o all'uso finale. Inoltre, usano testurizzazioni superficiali microscopiche per ridurre il riflesso o creare materiali idrorepellenti.
Per gli utensili in plastica, molte aziende offrono caratteristiche di testurizzazione proprietarie ed è possibile che gli ingegneri lavorino con incisori di utensili per svilupparne di nuove. Le stampanti 3D SLA possono stampare con precisione dettagli di testurizzazione comuni quali la zigrinatura o motivi di piccole dimensioni che sono impossibili da realizzare con altre tecnologie di stampa come la modellazione a deposizione fusa.

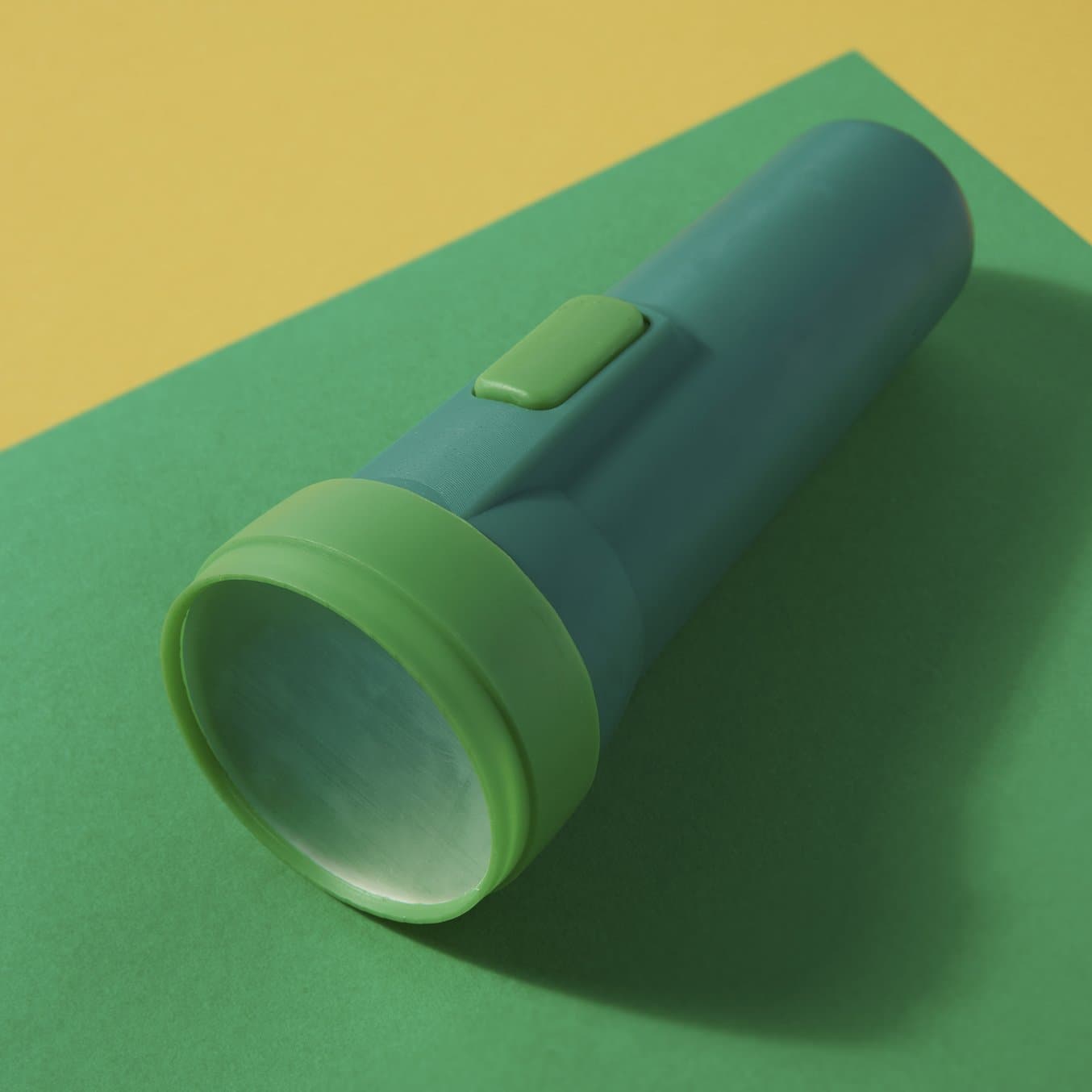
Ingegneri e designer possono usare la stampa stereolitografica per riprodurre facilmente testurizzazioni minute e dettagli di piccole dimensioni, come il motivo presente su questo prototipo di borraccia stampato con la Flexible Resin.
Oltrepassare i limiti della finitura superficiale
Oltre ad assorbire bene la vernice, molte resine SLA possono essere rivestite con altri metodi, quali verniciatura a spruzzo o immersione per le superfici lucide, nonché galvanizzazione per le finiture metalliche.
Come si può vedere dagli esempi in questo articolo, la stampa SLA è un processo di stampa 3D altamente adattabile per qualsiasi team di sviluppo di prodotto che voglia ottenere le giuste caratteristiche CMF. Sfruttando la potenza e la versatilità della stampa 3D durante il processo di sviluppo del prodotto, i team possono assicurarsi che l'intento di progettazione e l'identità specifica del marchio siano coerenti a partire dai primi prototipi, fino ai modelli finali da sottoporre alla revisione dei produttori.
Scopri di più sulla stampa 3D SLA
Scopri la gamma di materiali offerti da Formlabs e richiedi un campione gratuito nel materiale che preferisci per poter osservare con i tuoi occhi il livello di dettaglio che si può ottenere grazie alla stereolitografia.