

Che cosa significano "resistenza all'urto Izod di 14 J/m", "polimerizzazione post-stampa" e "ASTM D 256-10"? Che differenza c'è tra resistenza e modulo? Qual è la loro relazione rispetto ai materiali comuni che usiamo tutti i giorni, e perché è importante?
Proprietà dei materiali come caratteristiche chimiche, ottiche, meccaniche o elettriche riflettono il modo in cui un materiale si comporterà in determinate condizioni. A livello quantitativo, questi attributi possono aiutarti a valutare i vantaggi di un materiale rispetto a un altro per un uso specifico.
In questo articolo descriveremo le proprietà termiche e meccaniche più utilizzate, spiegheremo perché sono importanti per applicazioni specifiche e che relazione c'è tra materiali stampanti in 3D e produzione delle plastiche tramite i metodi tradizionali, così da aiutarti a scegliere il materiale giusto.
Richiedi un campione gratuito stampato in 3D
Guarda e tocca con mano la precisione di Formlabs. Saremo lieti di inviare presso la tua azienda un campione gratuito stampato in 3D.
Richiedi un campione gratuitoLe proprietà termiche e meccaniche più comuni
| Proprietà del materiale | Definizione | Perché è importante? |
|---|---|---|
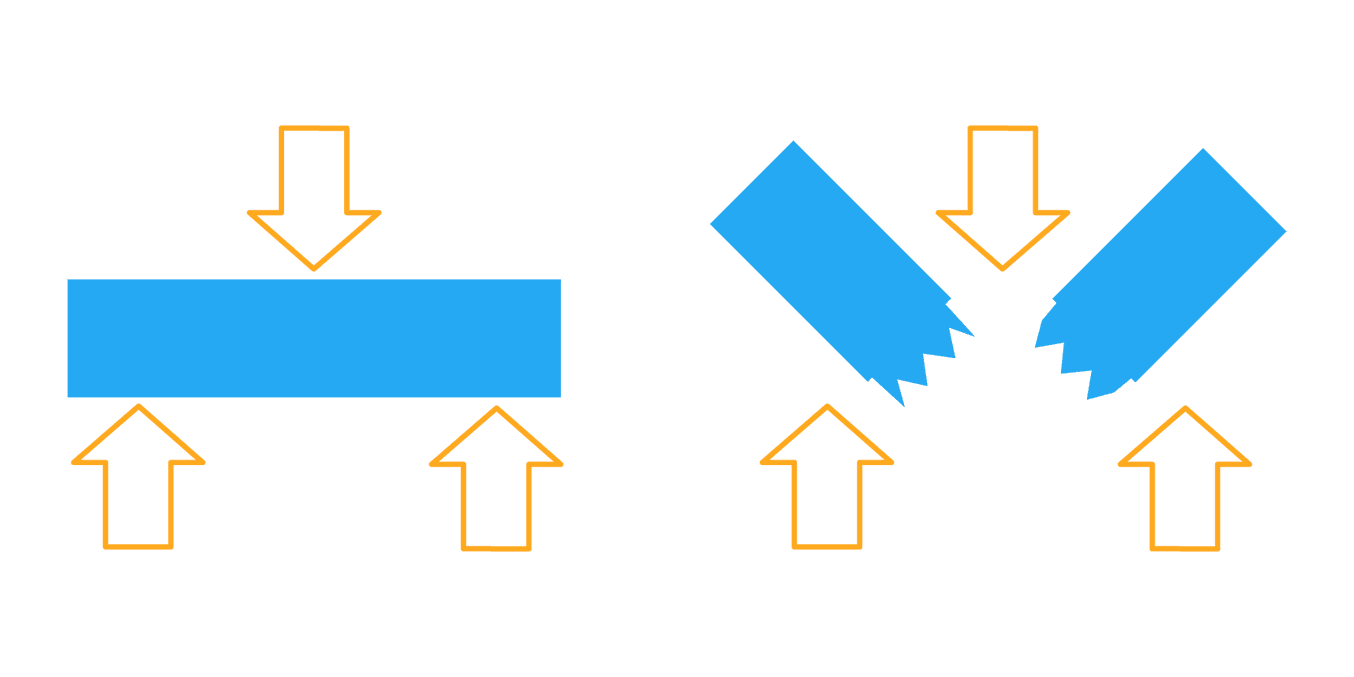
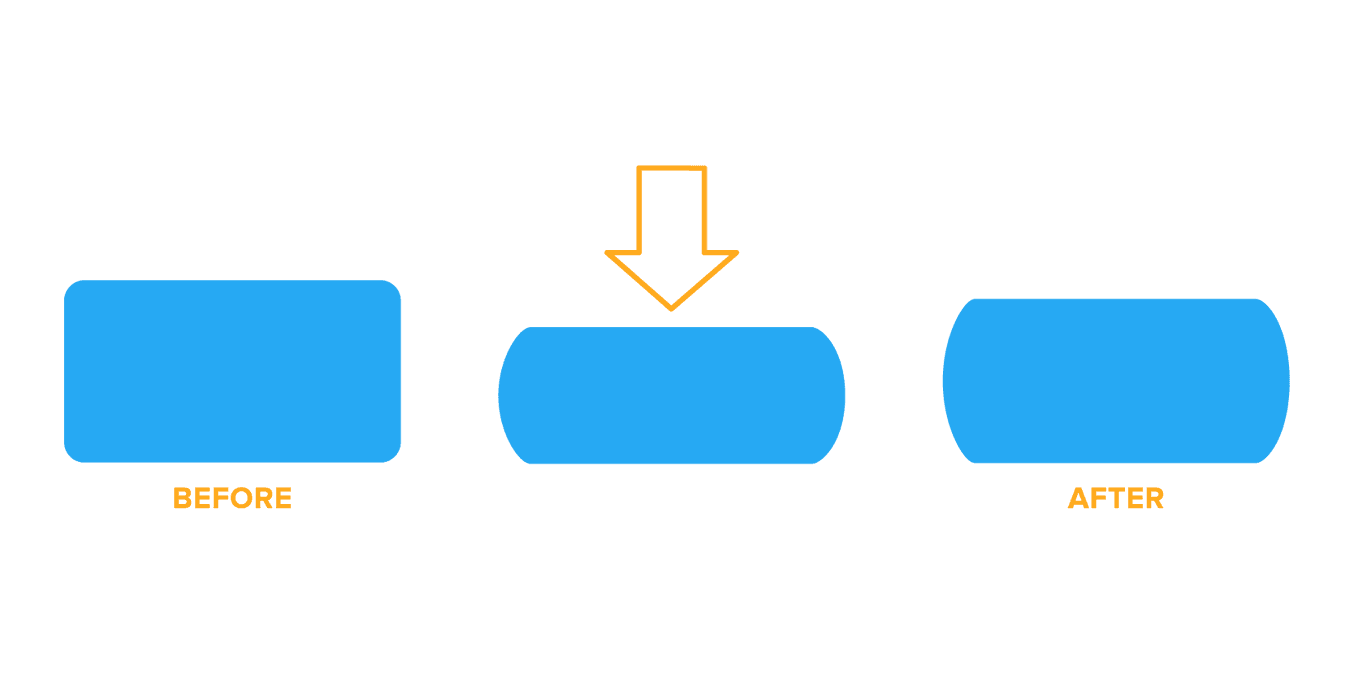
| Carico di rottura | Resistenza di un materiale alla rottura quando sottoposto a tensione. | Proprietà fondamentale che mostra la resistenza di una parte. Un carico di rottura elevato è importante per le parti strutturali, portanti, meccaniche o statiche. |
| Modulo di Young | Resistenza di un materiale all'estensione quando sottoposto a tensione (rigidità). | Buon indicatore della rigidità (modulo alto) o della flessibilità (modulo basso) di un materiale. |
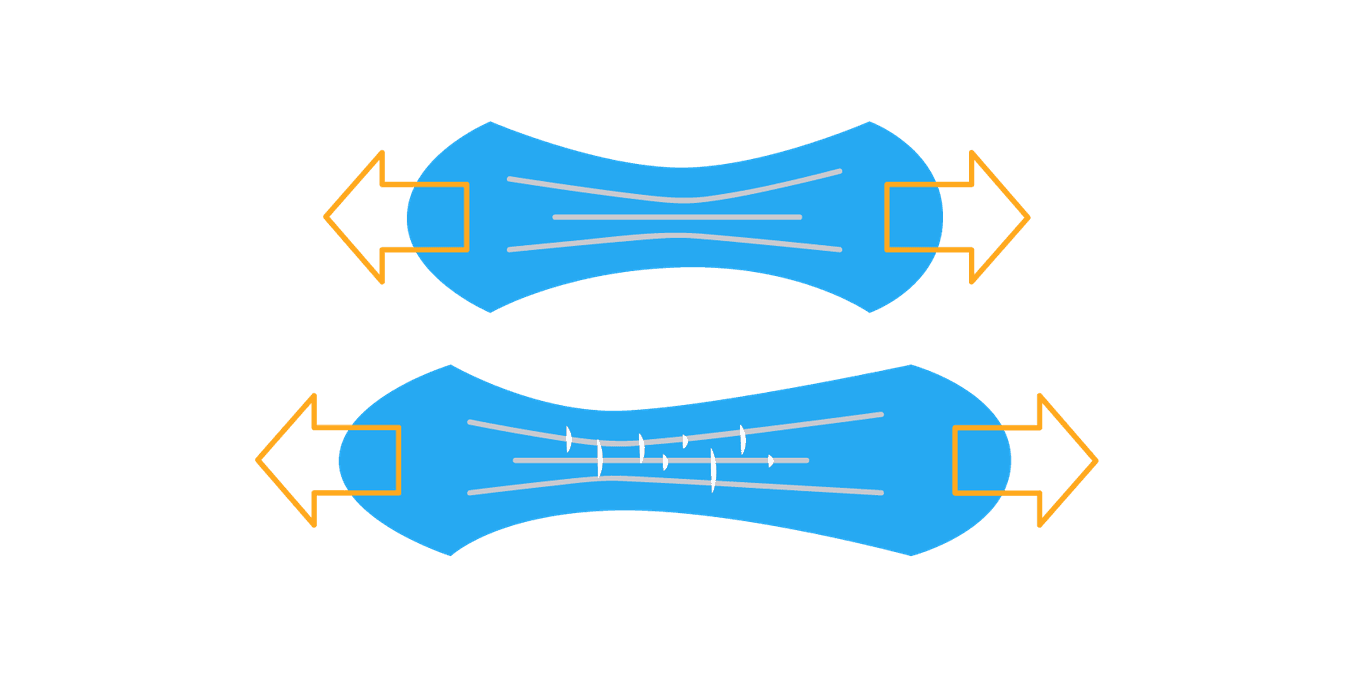
| Allungamento | Resistenza di un materiale alla rottura quando sottoposto a estensione. | Aiuta a confrontare materiali flessibili in base alla loro elasticità. Inoltre, indica se il materiale si deformerà prima di rompersi o se la rottura sarà improvvisa. |
| Resistenza alla flessione | Resistenza di un materiale alla rottura quando viene piegato. | Simile al carico di rottura, ma mostra la resistenza alla flessione. Inoltre, è un buon indicatore per scoprire se un materiale è isotropico (omogeneo). |
| Modulo di flessione | Resistenza di un materiale a piegarsi quando sottoposto a un carico. | Buon indicatore della rigidità (modulo alto) o della flessibilità (modulo basso) di un materiale. |
| Resistenza agli urti | Abilità di un materiale di assorbire l'impatto e l'energia cinetica senza rompersi. | Indica la robustezza e aiuta a capire se una parte sopravviverà a una caduta a terra o all'impatto con un altro oggetto. |
| Durezza di indentazione (Shore) | Resistenza di un materiale alla deformazione. | Aiuta a identificare la "morbidezza" giusta per gomma ed elastomeri in determinate applicazioni. |
| Deformazione permanente a compressione | Deformazione permanente risultante dopo che il materiale è stato sottoposto a compressione. | È importante per le applicazioni elastiche e rivela se un materiale tornerà rapidamente alla sua forma originale dopo una sollecitazione. |
| Resistenza alla lacerazione | Resistenza di un materiale all'ampliamento dei tagli quando sottoposto a tensione. | È importante per i materiali flessibili, come gomma o tessuti. Indica la resistenza alle abrasioni. |
| Assorbimento d'acqua | Quantità d'acqua assorbita in condizioni specifiche. | Soprattutto durante la lavorazione del materiale grezzo, un alto livello di assorbimento d'acqua o di umidità può risultare in proprietà del materiale scadenti nelle termoplastiche. |
| Temperatura di distorsione termica | Temperatura alla quale un campione si deforma quando sottoposto a un carico specifico. | Indica se un materiale è adatto alle applicazioni ad alte temperature. |
| Temperatura di rammollimento Vicat | Temperatura alla quale il materiale diventa visibilmente morbido. | Viene utilizzata per i materiali che non hanno un punto di fusione preciso. Nelle applicazioni ad alte temperature contribuisce a determinare il limite di temperatura superiore per l'uso continuo. |
| Dilatazione termica | Tendenza di un materiale a espandersi (o restringersi) in risposta a un cambiamento della temperatura. | È importante per le applicazioni in cui non è accettabile o desiderabile che una forma cambi in base alla temperatura. |
Le proprietà dei materiali possono essere misurate in maniera affidabile tramite test standardizzati. Molti di questi metodi sono stati documentati dalle rispettive comunità di utenti e pubblicati tramite ASTM International. Naturalmente, le metriche esatte per le tue parti dipendono dal loro design, ma confrontando i test standardizzati ti potrai fare un'idea di come si comporterà la tua parte se verrà prodotta con materiali diversi utilizzando metodi differenti.
Probabilmente troverai queste metriche e questi standard sulle schede tecniche dei materiali. Ecco per esempio le proprietà della Standard Clear Resin di Formlabs:
| Metrica | Imperiale | Metodo | |||
|---|---|---|---|---|---|
| Grezzo | Dopo polimerizzazione post-stampa | Grezzo | Dopo polimerizzazione post-stampa | ||
| Carico di rottura | 38 MPa | 65 MPa | 5510 psi | 9380 psi | ASTM D 638-10 |
Carico di rottura: proprietà del materiale
38 MPa/5510 psi: metriche sia nel sistema metrico decimale che in quello imperiale britannico
Grezzo/Dopo polimerizzazione post-stampa: proprietà del materiale prima e dopo la polimerizzazione, specifica del processo della stereolitografia. Scopri di più sulla polimerizzazione.
ASTM D 256-10: identificatore del metodo standardizzato. In teoria, materiali simili dovrebbero essere testati con lo stesso metodo, ma non esiste un modo efficace di confrontare un aereo radiocomandato con un Boeing 747.
Ora che abbiamo chiarito i concetti di base, analizzeremo in dettaglio ciascuna proprietà dei materiali e parleremo di parti di riferimento per i materiali realizzate con metodi di produzione tradizionali, nonché di tecnologie di stampa 3D comuni, tra cui la modellazione a deposizione fusa (ingl. "Fused Deposition Modeling", FDM), la stereolitografia (SLA), la sinterizzazione laser selettiva (SLS) e Polyjet.

Trova il materiale giusto per la tua applicazione
Ti serve una mano per capire che materiale scegliere per la tua stampa 3D? La nostra nuova guida interattiva per la scelta dei materiali ti aiuta a scegliere al meglio all'interno del nostro catalogo di resine in espansione a seconda della tua applicazione e delle proprietà che più ti interessano.
Carico di rottura
Una delle proprietà fondamentali dei materiali è il carico di rottura, ossia il grado di resistenza alla rottura quando sottoposto a tensione. È una delle prime proprietà dei materiali che interessano agli ingegneri e si può trovare in cima alla maggior parte delle schede tecniche. Insieme a un livello di duttilità sufficiente, il carico di rottura indica anche la robustezza di un materiale. Alcuni materiali si rompono bruscamente in caso di cedimento, mentre altri più duttili, come la maggior parte delle materie plastiche e dei metalli, subiscono delle deformazioni. Per comprendere chiaramente questo comportamento, i dati di carico di rottura di solito sono integrati da una curva di sollecitazione/deformazione.
I materiali con grande carico di rottura si trovano di norma in componenti strutturali, meccanici o statici in cui una rottura è inaccettabile, come il settore dell'edilizia, dell'automobile o dell'aviazione, così come fili, corde, giubbotti antiproiettile e molto altro. Oggigiorno, i progressi della stampa 3D consentono di fornire lo stesso carico di rottura, se non addirittura superiore, rispetto alle plastiche tradizionali stampate a iniezione, come il polipropilene e l'ABS.
Carico di rottura di materiali tradizionali e stampati in 3D, misurato in MPa:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||||
|---|---|---|---|---|---|---|---|
| ABS [MPa] | Nylon [MPa] | Polipropilene [MPa] | Legno di pino (lungo le venature) [MPa] | Acciaio inox 17-4 PH [MPa] | ABS (FDM) [MPa] | Tough Resin di Formlabs (SLA) [MPa] | Nylon (SLS) [MPa] |
| 40 | 70 | 40 | 40 | 1090 | 30-33 | 55,7 | 48 |
Modulo di Young
Il modulo di Young, o modulo di flessione, è la misura della rigidità di un materiale quando sottoposto a carico di trazione. Maggiore è il modulo di Young, più rigido è il materiale. Per i valori compresi nella parte superiore della scala, il modulo di Young quantifica la fedeltà di forma di un materiale quando sottoposto a un carico, ed è quindi una delle prime proprietà che si dovrebbe valutare nella scelta dei materiali per qualsiasi parte meccanica e strutturale portante che deve rimanere all'interno delle specifiche geometriche quando sottoposta a un carico.
Un modulo di Young ridotto indica invece che il materiale è elastico. Perciò, nella parte inferiore della scala, il modulo di Young permette di conoscere l'elasticità di un materiale morbido e flessibile.
Modulo di Young di materiali tradizionali e stampati in 3D, misurato in GPa:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||||
|---|---|---|---|---|---|---|---|
| ABS [GPa] | Nylon [GPa] | Polipropilene [GPa] | Legno di pino (lungo le venature) [GPa] | Acciaio inox 17-4 PH [GPa] | ABS (FDM) [GPa] | Tough Resin di Formlabs (SLA) [GPa] | Nylon (SLS) [GPa] |
| 2,3 | 1,8 | 1,9 | 11 | 280 | 1,65-2,1* | 2,7 | 1,65 |
*A seconda dell'asse
Allungamento
La misura in cui un materiale si estende proprio nel momento della rottura è chiamata allungamento. Definito come il rapporto tra l'estensione sulla lunghezza iniziale, priva di carico, esprime la capacità di un materiale di resistere ai cambiamenti di forma senza che si aprano crepe. I materiali rigidi, come le plastiche dure e fragili, presentano tipicamente un allungamento a rottura ridotto, mentre alcuni materiali morbidi ed elastici possono allungarsi più volte la propria lunghezza prima di rompersi.
Quando si sceglie un materiale flessibile per un'applicazione specifica, l'allungamento indica quanto può allungarsi. L'allungamento è importante anche nell'edilizia e nell'architettura, dove le strutture dovrebbero deformarsi notevolmente piuttosto che crollare immediatamente. L'allungamento può essere dedotto dal carico di rottura e dal modulo di elasticità di un materiale. Perciò è una misura parzialmente ridondante.
Allungamento di materiali tradizionali e stampati in 3D, misurato in percentuale:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||||
|---|---|---|---|---|---|---|---|
| ABS [%] | Nylon [%] | Polipropilene [%] | Legno di pino (lungo le venature) [%] | Acciaio inox 17-4 PH [%] | ABS (FDM) [%] | Tough Resin di Formlabs (SLA) [%] | Nylon (SLS) [%] |
| 30 | 90 | 100 | 9 | 5 | 6 | 24 | 18 |
Resistenza alla flessione
Simile al carico di rottura, la resistenza alla flessione descrive la resistenza del materiale alla rottura quando sottoposto a un carico. La differenza sta nel tipo di carico. Nella resistenza alla flessione si tratta di una piegatura, quindi questo valore riflette sia la resistenza alla compressione che il carico di rottura di un materiale.
Per la maggior parte delle materie plastiche, resistenza alla flessione e carico di rottura sono strettamente legati. Infatti, se un materiale è isotropico (omogeneo), la resistenza alla flessione e il carico di rottura hanno lo stesso valore. A causa dei forti legami chimici all'interno delle stampe 3D, le parti realizzate tramite stereolitografia sono isotropiche. Questo rappresenta un grande vantaggio rispetto ad altre tecnologie di stampa 3D, perché le parti hanno una resistenza comparabile indipendentemente dall'orientamento.
Resistenza alla flessione di materiali tradizionali e stampati in 3D, misurata in MPa:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||||
|---|---|---|---|---|---|---|---|
| ABS [MPa] | Nylon [MPa] | Polipropilene [MPa] | Legno di pino (lungo le venature) [MPa] | Acciaio inox 17-4 PH [MPa] | ABS (FDM) [MPa] | Tough Resin di Formlabs (SLA) [MPa] | Nylon (SLS) [MPa] |
| 63 | 117 | 40 | 60 | 1100 | 35-38* | 60,6 | 48 |
*A seconda dell'asse
Modulo di flessione
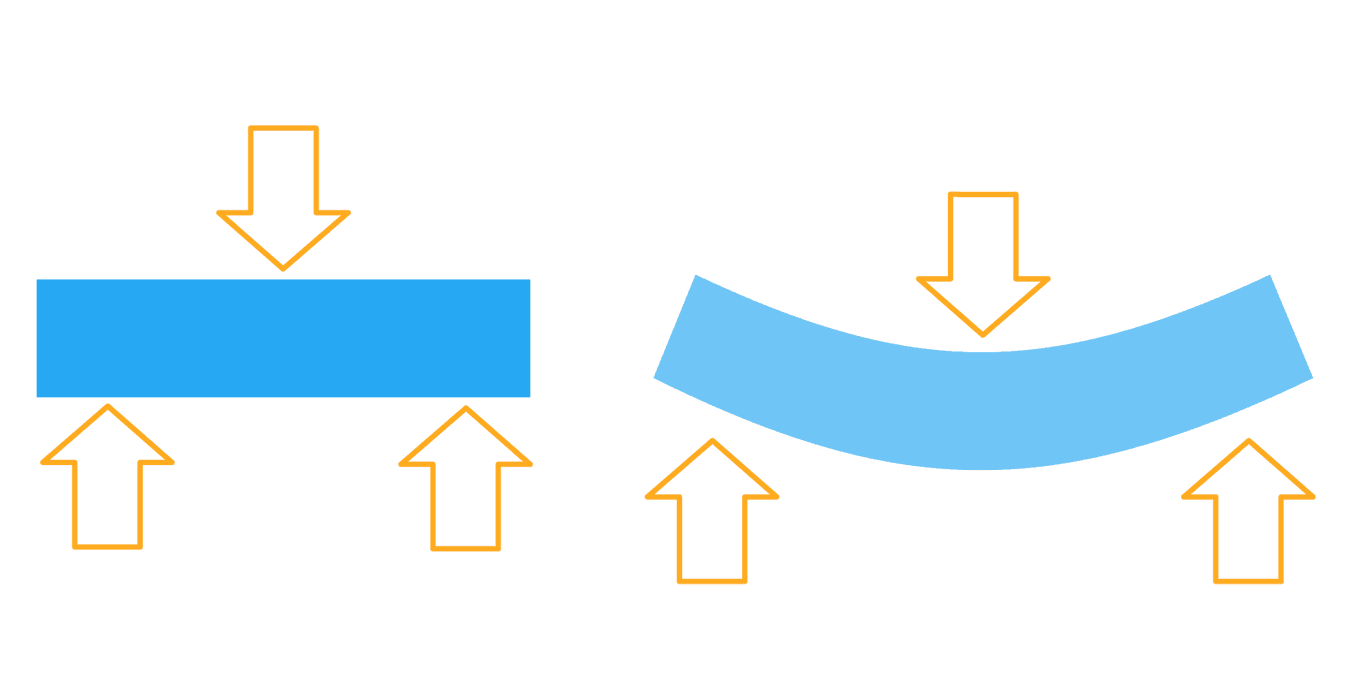
Il modulo di flessione è una misura della rigidità di un materiale nella direzione in cui viene piegato. Un modulo di flessione elevato indica un materiale più rigido, mentre i materiali elastici avranno un modulo di flessione ridotto. Proprio come il carico di rottura e la resistenza alla flessione, anche il modulo di elasticità e il modulo di flessione sono strettamente correlati, e normalmente non differiscono di molto.
Il modulo di flessione è una metrica importante per applicazioni come le molle in acciaio, in particolare le molle a balestra, così come le travi di supporto o le parti strutturali.
Modulo di flessione di materiali tradizionali e stampati in 3D, misurato in GPa:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||||
|---|---|---|---|---|---|---|---|
| ABS [GPa] | Nylon [GPa] | Polipropilene [GPa] | Legno di pino (lungo le venature) [GPa] | Acciaio inox 17-4 PH [GPa] | ABS (FDM) [GPa] | Tough Resin di Formlabs (SLA) [GPa] | Nylon (SLS) [GPa] |
| 2,5 | 1,8 | 1,5 | 8 | 210 | 1,65-2,1* | 1,6 | 1,5 |
*A seconda dell'asse
Resistenza agli urti (Izod)
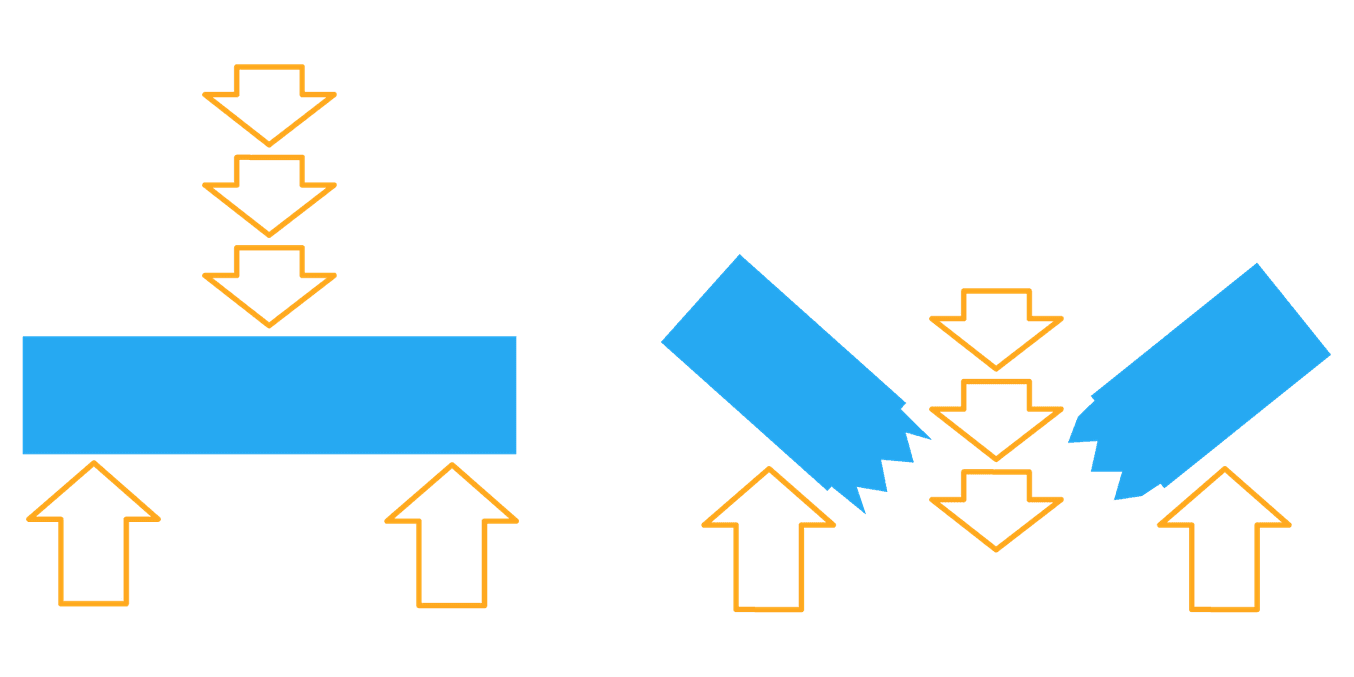
I materiali possono rispondere in modo diverso ai carichi statici e agli urti improvvisi. La capacità di assorbire questa energia improvvisa durante la deformazione plastica indica il livello di robustezza del materiale. Definiti come la quantità di energia che un materiale è in grado di assorbire da un impatto o shock improvviso senza rompersi, i test di impatto sono un grande indicatore della robustezza dei materiali. I materiali fragili hanno un livello di robustezza basso, a causa della quantità ridotta di deformazione plastica che possono sopportare. In generale, a temperature più basse diminuisce anche l'energia di impatto che un materiale può assorbire.
La resistenza agli urti è un fattore importante in molte applicazioni, dagli involucri agli schermi e gli occhiali di sicurezza. I test di impatto Izod e Charpy sono due prove comuni per valutare la resistenza agli urti, che si differenziano solo per il modo in cui vengono misurati. Il test di impatto Izod è lo standard ASTM.
Resistenza agli urti (Izod) di materiali tradizionali e stampati in 3D, misurata in J/m:
| Prodotto con i metodi tradizionali | Stampato in 3D | |||||
|---|---|---|---|---|---|---|
| ABS [J/m] | Nylon [J/m] | Polipropilene [J/m] | Legno di pino (lungo le venature) [J/m] | ABS (FDM) [J/m] | Tough Resin di Formlabs (SLA) [J/m] | Nylon (SLS) [J/m] |
| 400 | 64 | 64 | 19 | 106 | 38 | 32 |
Durezza di indentazione (Shore)
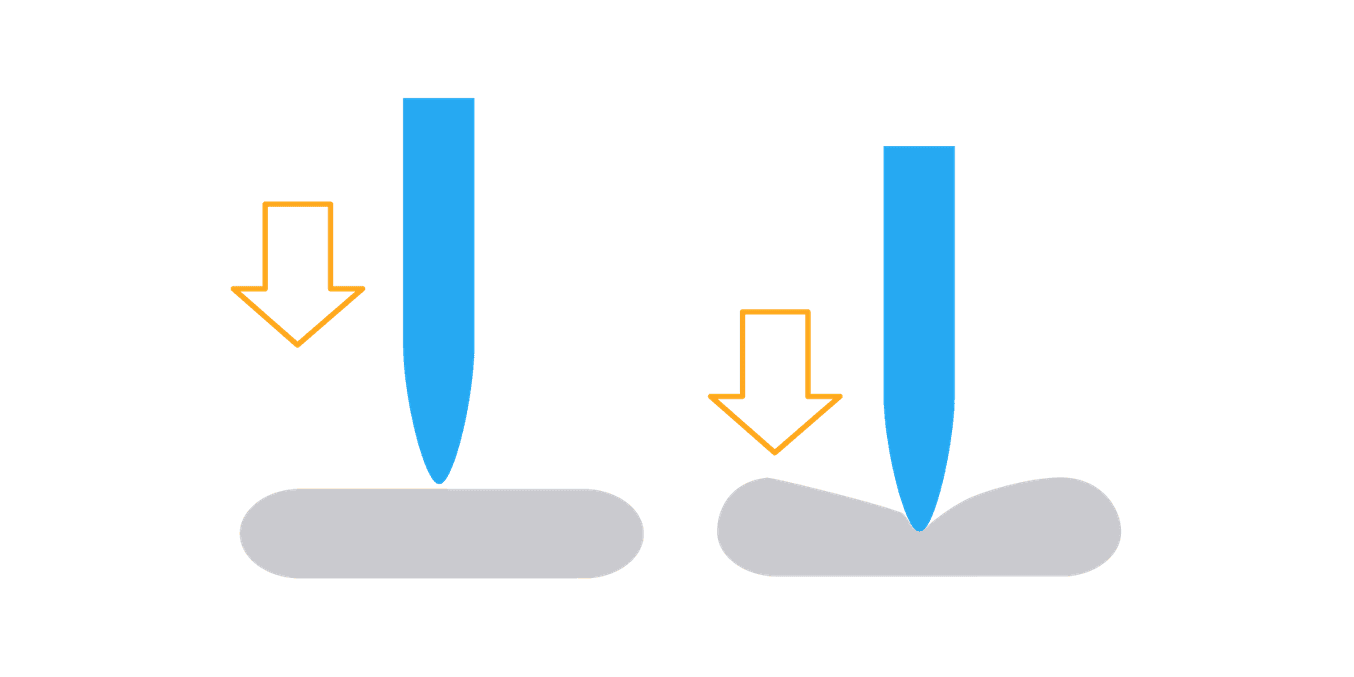
La durezza di un materiale è la resistenza alla modifica permanente della forma quando viene applicata una forza di compressione. In pratica, durezza è sinonimo di resistenza a graffi, tacche e alla deformazione elastica. Al contrario di quanto si potrebbe credere, durezza e robustezza si escludono a vicenda. I materiali duri sono naturalmente fragili, mentre la robustezza richiede che un materiale abbia una certa duttilità.
Se un livello di durezza ridotto indica generalmente un materiale morbido, la definizione di cui sopra diventa sempre più impraticabile a mano a mano che il materiale diventa più morbido durante i test. È qui che entra in gioco il durometro Shore (o durezza Shore): un metodo di prova e una definizione dedicati alla misurazione della durezza (o morbidezza) di materiali morbidi, flessibili ed elastici come gomma, elastomeri e alcuni polimeri.
In pratica, il durometro Shore viene spesso utilizzato per identificare i materiali adatti per superfici morbide al tatto, come le impugnature, o il tipo di gomma giusta per una guarnizione specifica. Il durometro è importante anche per misurare rulli e pneumatici. Una durezza Shore elevata indica un materiale più duro e meno flessibile, mentre un valore inferiore indica un materiale più morbido.
Se una scheda tecnica non indica un valore per la durezza, un modulo di elasticità ridotto può essere un buon indicatore di un materiale elastico e morbido. La norma ASTM richiede un totale di 12 scale, di cui la scala A è la più comune per le plastiche morbide e la scala D per quelle dure.
Durezza per impronta di materiali tradizionali e stampati in 3D, misurata sulla scala Shore A:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||||
|---|---|---|---|---|---|---|---|
| Banda elastica [Shore A] | Guarnizione porta [Shore A] | Gomma pneumatico auto [Shore A] | O-ring idraulico [Shore A] | Ruota rigida pattini [Shore A] | NinjaFlex (FDM) [Shore A] | Flexible Resin di Formlabs (SLA) [Shore A] | Tango (PolyJet) [Shore A] |
| 25 | 55 | 70 | 70-90 | 98 | 85 | 70-85* | 27-95** |
*A seconda della polimerizzazione
**A seconda della composizione del materiale grezzo
Deformazione permanente a compressione
La deformazione permanente a compressione viene comunemente usata per descrivere la deformazione permanente di un materiale morbido, come un elastomero, dopo la rimozione di una forza di compressione.
I materiali con un grande livello di deformazione permanente a compressione non sono adatti per applicazioni in cui la parte deve ritornare rapidamente alla sua forma originale dopo la rimozione di una forza di compressione, come le molle. Per ammortizzatori o guarnizioni può essere accettabile o desiderata una deformazione permanente a compressione maggiore.
Deformazione permanente a compressione di materiali tradizionali e stampati in 3D, misurata in percentuale:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||
|---|---|---|---|---|---|
| Silicone morbido [%] | Silicone duro [%] | Spugna di silicone [%] | Uretano [%] | Flexible Resin di Formlabs (SLA) [%] | Tango (PolyJet) [%] |
| 1 | <1 | 5 | 5 | 0,4 | 0,5-5* |
*A seconda della composizione del materiale grezzo
Resistenza alla lacerazione
La resistenza alla lacerazione descrive quanto un materiale resisterà a strappi e lacerazioni; in particolare, alla crescita dei tagli e alla loro propagazione all'intero del materiale quando viene sottoposto a un carico. I materiali con una bassa resistenza alla lacerazione tendono ad avere una scarsa resistenza alle abrasioni e si rompono rapidamente se vengono danneggiati.
La resistenza alla lacerazione è un fattore importante nella scelta di materiali flessibili come la gomma o i tessuti per applicazioni con elasticità elevata. I materiali utilizzati per le membrane tese, i tamburi o la tela da vela, gli elastici e le corde elastiche devono resistere alle lacerazioni anche dopo aver subito danni, e richiedono quindi un'elevata resistenza alla lacerazione.
Resistenza alla lacerazione di materiali tradizionali e stampati in 3D, misurata in kN/M:
| Prodotto con i metodi tradizionali | Stampato in 3D | |||
|---|---|---|---|---|
| Silicone morbido [kN/M] | Silicone duro [kN/M] | Uretano [kN/M] | Flexible Resin di Formlabs (SLA) [kN/M] | Tango (PolyJet) [kN/M] |
| 9,8 | 49 | 12-26 | 9,5-14,1* | 3,3-10** |
*A seconda della polimerizzazione
**A seconda della composizione del materiale grezzo
Assorbimento d'acqua
Le materie plastiche assorbono una certa quantità di acqua dall'aria umida o quando sono immerse in acqua. Sebbene alcune materie plastiche siano più igroscopiche di altre, per i prodotti finali in plastica, questa quantità ridotta di acqua che viene assorbita è raramente rilevante. Tuttavia, svolge un ruolo importante nella lavorazione dei materiali grezzi e nella resistenza al calore delle parti in plastica.
Se riscaldati oltre una certa temperatura, di solito intorno ai 150-160 °C, in presenza di umidità molte termoplastiche subiscono una reazione chimica chiamata idrolisi, che provoca la rottura di lunghe catene di molecole in catene più corte e indebolisce il materiale. Se un materiale termoplastico grezzo con un elevato assorbimento d'acqua viene esposto all'umidità prima della stampa 3D o dello stampaggio a iniezione, l'idrolisi si verificherà durante il processo e la parte finale avrà proprietà dei materiali scadenti. Perciò i materiali termoplastici grezzi ad alto assorbimento d'acqua devono essere conservati in un ambiente asciutto.
Mentre le plastiche stampate a iniezione (ABS, nylon, polipropilene) sono termoplastiche, le resine fotopolimeriche usate per la stereolitografia sono materiali termoindurenti: vengono polimerizzati con una sorgente luminosa, piuttosto che fuse, per assumere la forma desiderata, e rimangono in uno stato solido permanente dopo l'indurimento. Di conseguenza, non sono suscettibili agli effetti negativi dell'idrolisi.
Assorbimento d'acqua di materiali tradizionali e stampati in 3D, misurato in percentuale:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||
|---|---|---|---|---|---|
| ABS [%] | Nylon [%] | Polipropilene [%] | ABS (FDM) [%] | High Temp Resin di Formlabs (SLA) [%] | Nylon (SLS) [%] |
| 0,05-1,8 | 0,7-1,6 | 0,01-0,1 | 0,14 | 0,21 | 0,2 |
Temperatura di distorsione termica
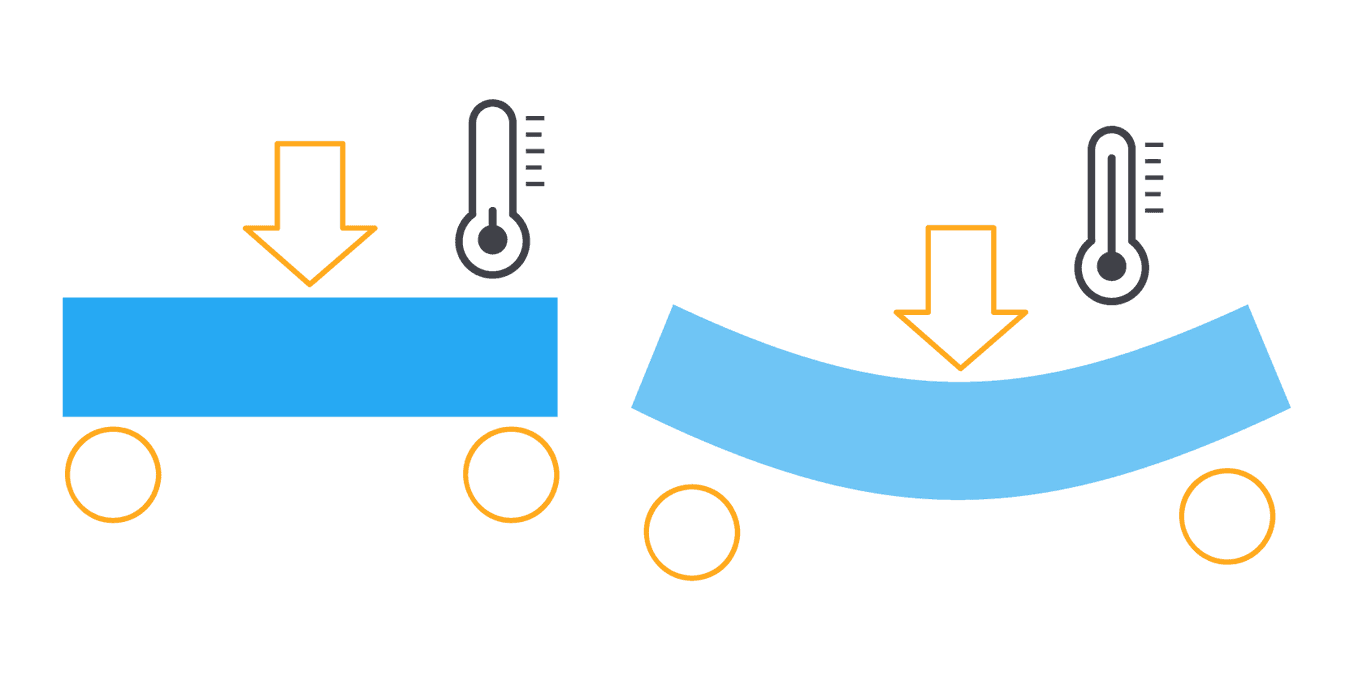
Le proprietà dei materiali, in particolare i moduli di elasticità e di flessione, sono legate alle condizioni ambientali standardizzate in cui sono stati registrati i risultati dei test. Condizioni ambientali diverse, come ad esempio l'esposizione a temperature differenti, possono comportare un drastico cambiamento delle prestazioni di un materiale quando sottoposto a un carico. La temperatura di distorsione termica indica la temperatura alla quale un materiale inizia a deformarsi quando viene sottoposto a un carico specifico.
Una temperatura di distorsione termica elevata è auspicabile per applicazioni ad alte temperature, come custodie e supporti per elementi riscaldanti, e per componenti che entrano in contatto con liquidi o gas caldi, come stampi per iniezione, connettori per fluidi, valvole e ugelli.
Temperatura di distorsione termica di materiali tradizionali e stampati in 3D, misurata in °C a 0,45 MPa:
| Prodotto con i metodi tradizionali | Stampato in 3D | |||||||
|---|---|---|---|---|---|---|---|---|
| ABS [°C a 0,45 MPa] | Nylon [°C a 0,45 MPa] | Polipropilene [°C a 0,45 MPa] | ABS (FDM) [°C a 0,45 MPa] | ULTEM (FDM) [°C a 0,45 MPa] | Clear Resin di Formlabs (SLA) [°C a 0,45 MPa] | High Temp Resin di Formlabs (SLA) [°C a 0,45 MPa] | ABS digitale (PolyJet) [°C a 0,45 MPa] | Nylon (SLS) [°C a 0,45 MPa] |
| 200 | 160 | 210 | 96 | 216 | 73 | 289 | 92 | 177 |
Temperatura di rammollimento Vicat
A differenza di altri materiali, le materie plastiche non hanno un punto di fusione netto. La temperatura di rammollimento Vicat funge da definizione alternativa del punto in cui un materiale inizia a fondersi e colma questa lacuna per le plastiche e le termoplastiche. Proprio come la temperatura di distorsione termica, la temperatura di rammollimento Vicat indica il cambiamento delle proprietà meccaniche di un materiale quando viene sottoposto a fonti di calore. Rappresenta la temperatura a cui un ago standardizzato penetra in una parte di prova di una data lunghezza, con un dato carico applicato.
Viene comunemente usata per determinare il limite superiore di temperatura per l'uso continuo di un materiale in un'applicazione a temperatura di funzionamento elevata che, come regola generale, dovrebbe trovarsi 15 °C al di sotto della temperatura di rammollimento Vicat.
Temperatura di rammollimento Vicat di materiali tradizionali e stampati in 3D, misurata in °C:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||
|---|---|---|---|---|---|
| ABS [°C] | Nylon [°C] | Polipropilene [°C] | ABS (FDM)[°C] | High Temp Resin di Formlabs (SLA) [°C] | Nylon (SLS) [°C] |
| 100 | 125-165 | 143-152 | 99 | 230 | 163 |
Coefficiente di dilatazione termica
I materiali tendono a restringersi, espandersi o altrimenti cambiare forma a seconda della loro temperatura. Questo fenomeno viene utilizzato negli attuatori termici, nei sensori termici e anche nei muscoli artificiali, ma nella maggior parte dei casi si tratta di un effetto collaterale indesiderato e deve essere attenuato. Il coefficiente di dilatazione termica è un utile indicatore per prevedere e quantificare come un materiale cambia la sua forma in risposta alle variazioni di temperatura. Un coefficiente di dilatazione termica positivo indica che il materiale si espande con l'aumentare della temperatura, mentre un valore negativo indica un restringimento.
Quando si lavora con le termoplastiche, tramite stampaggio a iniezione o stampa 3D, è necessario tenere conto della dilatazione termica del materiale per ottenere la forma desiderata dopo che la parte si sarà raffreddata. Per evitare fenomeni termici come il restringimento dei fori, l'arricciatura e la deformazione, che sono i principali limiti nel raggiungimento della precisione geometrica tramite tecnologie di stampa 3D come la sinterizzazione laser selettiva e la modellazione a deposizione fusa, è consigliabile tenere conto del coefficiente di dilatazione termica nella scelta del materiale.
Le tecnologie di stampa 3D termoindurenti, come la stereolitografia, generalmente non sono soggette alle distorsioni termiche, quindi sono una scelta eccellente per le parti che richiedono precisione e fedeltà di forma elevate.
Dilatazione termica di materiali tradizionali e stampati in 3D, misurata in µm/m/°C:
| Prodotto con i metodi tradizionali | Stampato in 3D | ||||
|---|---|---|---|---|---|
| ABS [µm/m/°C] | Nylon [µm/m/°C]] | Polipropilene [µm/m/°C] | ABS (FDM) [µm/m/°C] | High Temp Resin di Formlabs (SLA) [µm/m/°C] | Nylon (SLS) [µm/m/°C] |
| 63 | 90 | 80-100 | 88,2 | 87,2 | 82,6-179,2 |
Proprietà dei materiali nella stampa 3D stereolitografica (SLA)
Per comprendere le proprietà dei materiali, dobbiamo partire dal processo di stereolitografia e dalla sua materia prima: la resina. Le materie plastiche sono costituite da lunghe catene di carbonio, mentre la resina è una plastica composta da brevi catene di carbonio: ha tutti i componenti della plastica finale, ma non è stata ancora completamente polimerizzata. Quando la resina viene esposta alla luce, le catene sono unite tra loro da fotocatalizzatori per creare catene molto più lunghe e rigide, e quindi oggetti solidi.
Questa tecnologia offre la libertà di creare svariate formulazioni. Le resine sono costituite da differenti colonne portanti e gruppi laterali: diverse combinazioni di monomeri lunghi e corti, nonché additivi. Ne risultano plastiche con un'ampia gamma di caratteristiche: da trasparenti a opache e colorate, da flessibili a rigide, da robuste a resistenti al calore.
Isotropia e anisotropia a confronto
Dato che la stampa 3D avviene strato per strato, in molti casi le proprietà dei materiali variano in qualche misura a seconda della direzione del materiale in cui vengono misurate, una condizione chiamata anisotropia. Ad esempio, un oggetto stampato in 3D può avere diversi allungamenti a rottura o rigidità nelle direzioni X, Y e Z.
Durante il processo di stampa 3D SLA i componenti della resina formano legami covalenti che forniscono un elevato grado di robustezza trasversale, ma la reazione di polimerizzazione non viene completata: il processo di stampa viene modulato in modo tale da mantenere lo strato in uno stato semireattivo chiamato "stato grezzo". C'è una grande differenza tra questo stato grezzo e quello completamente indurito: sulla superficie sono ancora presenti gruppi che possono essere polimerizzati, con cui gli strati successivi possono creare un legame covalente.
A mano a mano che lo strato successivo viene polimerizzato, la reazione di polimerizzazione includerà anche i gruppi sullo strato precedente, formando legami covalenti non solo lateralmente, ma anche con lo strato precedente. Questo significa che, a livello molecolare, non c'è alcuna differenza tra l'asse Z e il piano XY in termini di legami chimici; ogni parte continua stampata su un apparecchio SLA è isotropica.
Scopri di più sull'isotropia e vedi i risultati dei test delle parti stampate in 3D tramite stereolitografia.
Polimerizzazione post-stampa
Una volta completato il processo di stereolitografia, le parti realizzate rimangono sulla piattaforma di stampa nel suddetto stato grezzo. Pur avendo raggiunto la forma finale, la reazione di polimerizzazione non è ancora terminata, quindi le proprietà meccaniche e termiche non sono definitive.
L'aggiunta di una camera di polimerizzazione post-stampa al processo di stampa completa la procedura di polimerizzazione e rende stabili le proprietà meccaniche. Questo trattamento fornisce alle stampe un livello di resistenza e stabilità altissimo. È un processo particolarmente importante per le resine funzionali come la Castable Resin, la Dental SG Resin, la High Temp Resin, la Flexible Resin e la Tough Resin. Ad esempio, è necessario per la buona riuscita della combustione nelle stampe in Castable Resin, mentre nel caso della Flexible Resin ne raddoppia la resistenza.
Scopri i risultati dei test e maggiori informazioni su come la polimerizzazione post-stampa influenza le proprietà meccaniche nel nostro whitepaper.
Plastiche termoindurenti e termoplastiche a confronto
Le resine fotopolimeriche sono plastiche termoindurenti, al contrario delle termoplastiche. Sebbene i due termini sembrino simili, le proprietà e le applicazioni di questi materiali possono essere molto diverse. La differenza fisica principale è che le termoplastiche possono essere fuse in uno stato liquido e raffreddate più volte per dare vita a varie forme, mentre le plastiche termoindurenti rimangono allo stato solido permanente dopo l'indurimento.
Confronto delle resine Formlabs
Le resine Formlabs sono state progettate per simulare una vasta gamma di materiali plastici modellati a iniezione, coprendo l'intero spettro delle proprietà meccaniche necessarie per concettualizzare, prototipare, testare e produrre con successo i prodotti finali.
Vedi un confronto interattivo delle resine Formlabs
La resina standard fornisce alta risoluzione e particolari dettagliati direttamente dopo la stampa, ed è perciò ideale per la prototipazione rapida e lo sviluppo dei prodotti. Ha il carico di rottura più elevato tra i maggiori dei nostri moduli di elasticità e di flessione.
La Tough Resin è stata pensata per simulare la plastica ABS, con un modulo di Young e un carico di rottura simili, ed è quindi perfetta per la prototipazione di parti funzionali, come chiusure, giunture con accoppiamento a scatto e assemblaggi. Con un elevato grado di allungamento e di resistenza agli urti, è la resina più robusta.
La Durable Resin simula la plastica in polipropilene (PP), con un livello ridotto di modulo e resistenza agli urti simili, per la prototipazione di prodotti di consumo, imballaggi o parti mobili a basso attrito e usura.
La High Temp Resin ha una temperatura di distorsione termica di 289 °C a 0,45 MPa, il valore più alto nel mercato dei materiali per la stampa 3D. È ideale per le applicazioni statiche che dovranno resistere a temperature elevate, come lo stampaggio a iniezione e la termoformatura.
La Flexible Resin simula una gomma con un durometro di 80A per la simulazione di materiali lisci al tatto, con l'aggiunta di caratteristiche ergonomiche per assemblaggi composti da più materiali.

Un confronto delle resine Formlabs.
Cerchi maggiori informazioni? Scarica la scheda tecnica completa delle resine Formlabs per confrontare i dati oppure contatta un esperto e ricevi dei consigli mirati per la tua applicazione specifica.
