

Da quando abbiamo sperimentato la creazione di lenti stampate in 3D, noi di Formlabs riflettiamo sull'idea di una macchina fotografica - un apparecchio con molti elementi complessi - interamente stampata in 3D .
Amos Dudley, il nostro ingegnere per le applicazioni, ha colto la sfida e ha creato la prima macchina fotografica con lenti intercambiabili completamente stampata in 3D e prodotta interamente con una stampante 3D SLA Formlabs.

La prima macchina fotografica con lenti intercambiabili completamente stampata in 3D è stata interamente realizzata con la Form 2.
La Clear Resin di Formlabs e la stampa 3D stereolitografica (SLA) consentono di creare oggetti trasparenti che possono diventare otticamente limpidi se sottoposti a post-elaborazione. La Form 3, la più recente tra le stampanti 3D SLA di Formlabs, porta la trasparenza a un livello superiore grazie al serbatoio resina flessibile che riduce le forze di distacco; ne risultano parti più trasparenti con un finitura superficiale liscia.
La lente di una macchina fotografica è una sfida stimolante per testare la possibilità di realizzare stampe otticamente limpide, perché i risultati sono facili da vedere e misurare sulla pellicola.
Leggi la nostra guida per avere una lista di metodi di finitura per creare parti trasparenti stampate in 3D da utilizzare in una varietà di applicazioni, dall'ottica ai tubi di luce e la fluidodinamica.
1° passaggio: progettare la lente, modulare la distorsione
Il primo passo per realizzare una lente funzionale sta in un corretto design dell'oggetto. Un software di progettazione ottica aiuta i designer di lenti a prevedere il comportamento di una lente e i vincoli che la lente stessa imporrà alla macchina fotografica.
I designer professionali di lenti usano pacchetti di ottica come Zemax e Code V, ma questi programmi possono costare migliaia di dollari. Pacchetti software gratuiti e opensource come Optical Ray Tracer possono fornire una valida alternativa.
Le lenti fotografiche in commercio usano diversi elementi per correggere le distorsioni ottiche tipiche delle lenti sferiche, come l'aberrazione sferica, la coma e la curvatura di campo. Per semplicità, la macchina fotografica stampata in 3D è progettata intorno a un singolo elemento di lente sferica.
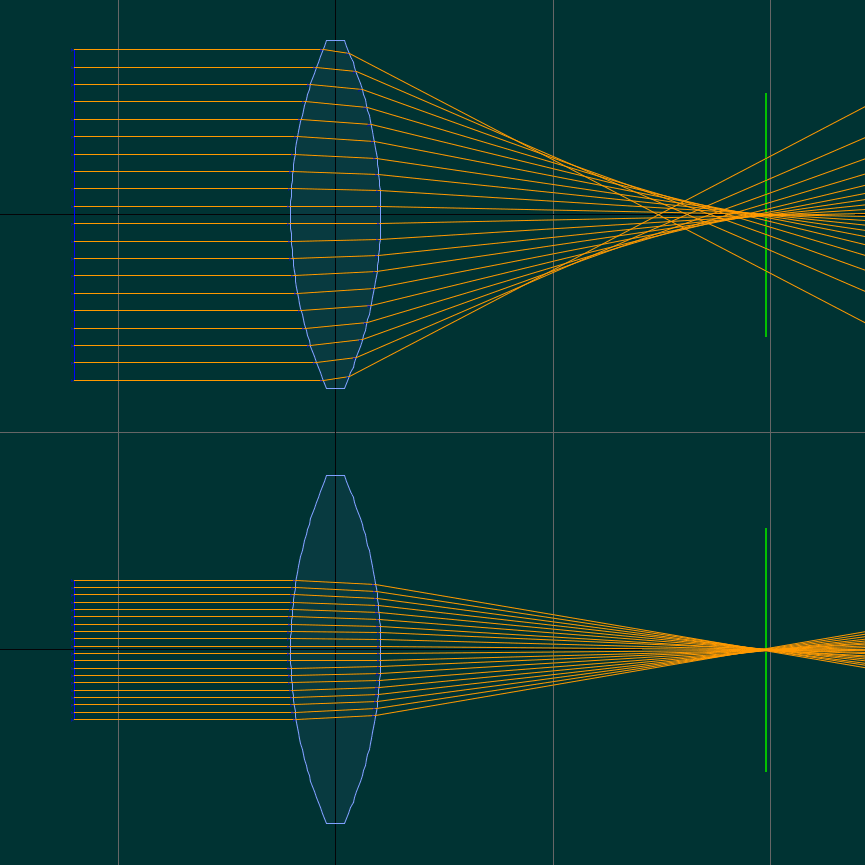
L'immagine in basso mostra come un'apertura più ridotta migliora la messa a fuoco.
Ciascun lato della lente sferica è la sezione di una sfera con un dato raggio. Inserendo il valore di un indice di rifrazione per la Clear Resin (1,5403) in Optical Ray Tracer si nota che una lente simmetrica con un raggio sferico di 50 mm mette a fuoco approssimativamente a 47,5 mm dal centro della lente.
Una singola lente per l'obiettivo di una macchina fotografica deve equilibrare la potenza ottica e la distorsione. Una lente a bassa potenza, con lunghezza focale lunga avrà meno distorsione ma un campo visivo più stretto. È difficile mettere a fuoco la macchina fotografica se il campo visivo della lente è troppo stretto. Ridurre le dimensioni dell'apertura aiuta a eliminare in parte la coma, come si è visto sopra.
Un buon compromesso tra questi fattori è una lunghezza focale di 50 mm, una larghezza sufficiente a posizionare un oggetto all'interno dell'inquadratura.
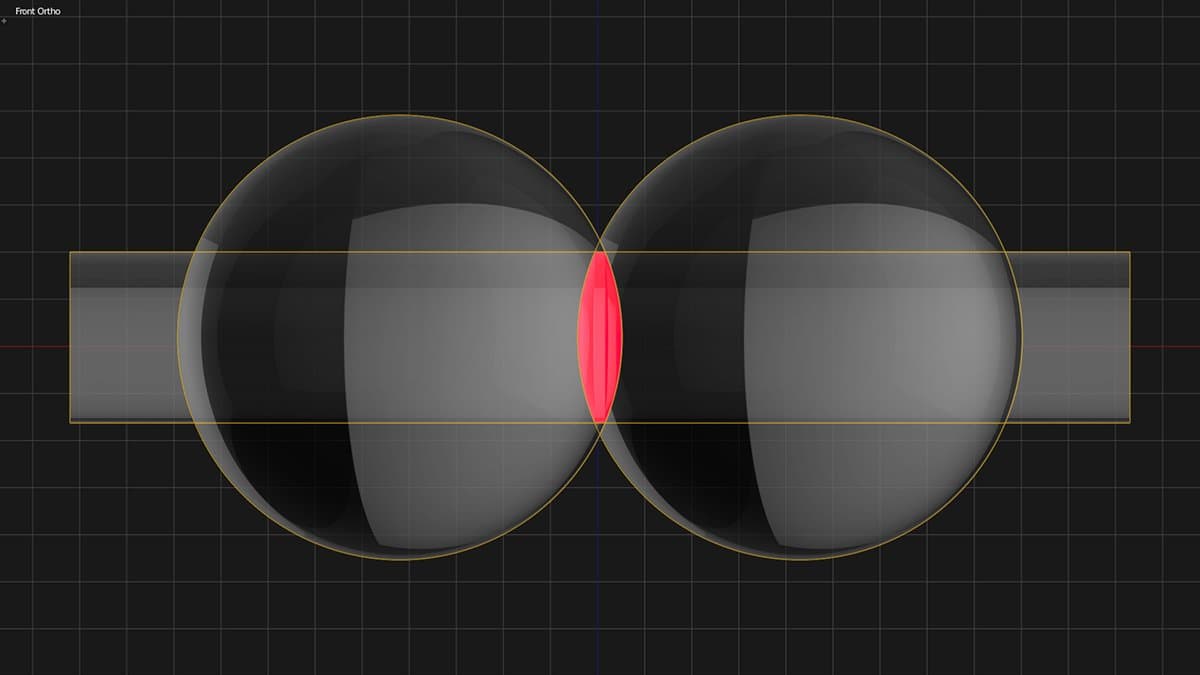
La lente è modellata come intersezione tra due sfere e un cilindro.
Una volta progettata, la lente può essere modellata con un programma CAD. Poiché la lente è simmetrica, basta intersecare due sfere da 50 mm alla giusta distanza. La distanza definisce il raggio e lo spessore della lente, ma non ha un impatto forte sull'ottica. La lente è stata progettata per avere un diametro di 40 mm, con un bordo cilindrico di 2 mm.
Introduzione alla stampa 3D stereolitografica
Scarica il nostro whitepaper dettagliato sulla stereolitografia per scoprire come funzionano le tecnologie di stampa SLA, perché oggi migliaia di professionisti usano questo processo e cosa bisogna sapere per approfondire come la stampa 3D può essere utile per il tuo lavoro.
Scarica il whitepaper2° passaggio: stampare in 3D i componenti ottici con una stampante 3D Formlabs
Se stampi in 3D con una stampante 3D SLA di Formlabs, tieni in considerazione diversi tipi di orientamento e risoluzione per stampare in 3D le tue lenti:
- Una lente stampata in 3D orizzontalmente può presentare difetti nella linea degli strati verso il centro dell'asse della lente.
- Una lente stampata in 3D in modo perfettamente verticale può essere in parte soggetta a distorsione causata del processo additivo.
Le lenti più trasparenti sono state stampate con un angolo di 30° rispetto alla piattaforma di stampa, con supporti posizionati lungo il bordo per evitare che lasciassero segni sulle superfici fondamentali della lente.
3° passaggio: affrontare le sfide della finitura
Testare diversi metodi di lucidare le lenti, tra cui la levigazione e la lucidatura a macchina.
Abbiamo testato tre metodi diversi per lucidare le lenti fino a raggiungere la limpidezza ottica: la levigazione manuale, quella automatica e l'immersione.
1° tentativo: levigazione manuale
Abbiamo utilizzato una gamma di carte abrasive e fogli in rete abrasivi con grane da 400 a 12 000, in incrementi di 200, e abbiamo lucidato le lenti fino a ottenere una finitura molto liscia. Questo passaggio è stato eseguito lentamente e con attenzione per pulire la lente tra un livello di grana e l'altro ed eliminare i graffi del livello precedente prima di passare a quello successivo.
Quando inizi a usare una grana da 3000, le lenti stampate tramite stereolitografia (SLA) diventano lucide e lisce al tatto. Una volta raggiunta una grana di 12 000, la superficie diventa riflettente.
Per realizzare una lente stampata in 3D otticamente limpida, tutte le linee degli strati devono essere completamente eliminate, cosa impossibile da fare a mano. Nonostante queste lenti siano lisce al tatto, i riflessi apparivano ancora sfuocati e rimanevano graffi microscopici visibili quando si teneva la lente con una leggera angolatura verso la luce.
La lente era trasparente se paragonata a una lente di ingrandimento, ma come lente focale non era abbastanza precisa.
2° tentativo: levigazione automatica
È stato difficile controllare la quantità di materiale tolto negli stadi iniziali della levigazione manuale, quando veniva rimossa la maggior parte delle linee degli strati. Il passaggio successivo consisteva nel provare un metodo automatico per ridurre le linee degli strati.
Amos ha progettato e stampato una macchina per la lucidatura delle lenti nella speranza di ridurre in parte l'errore.
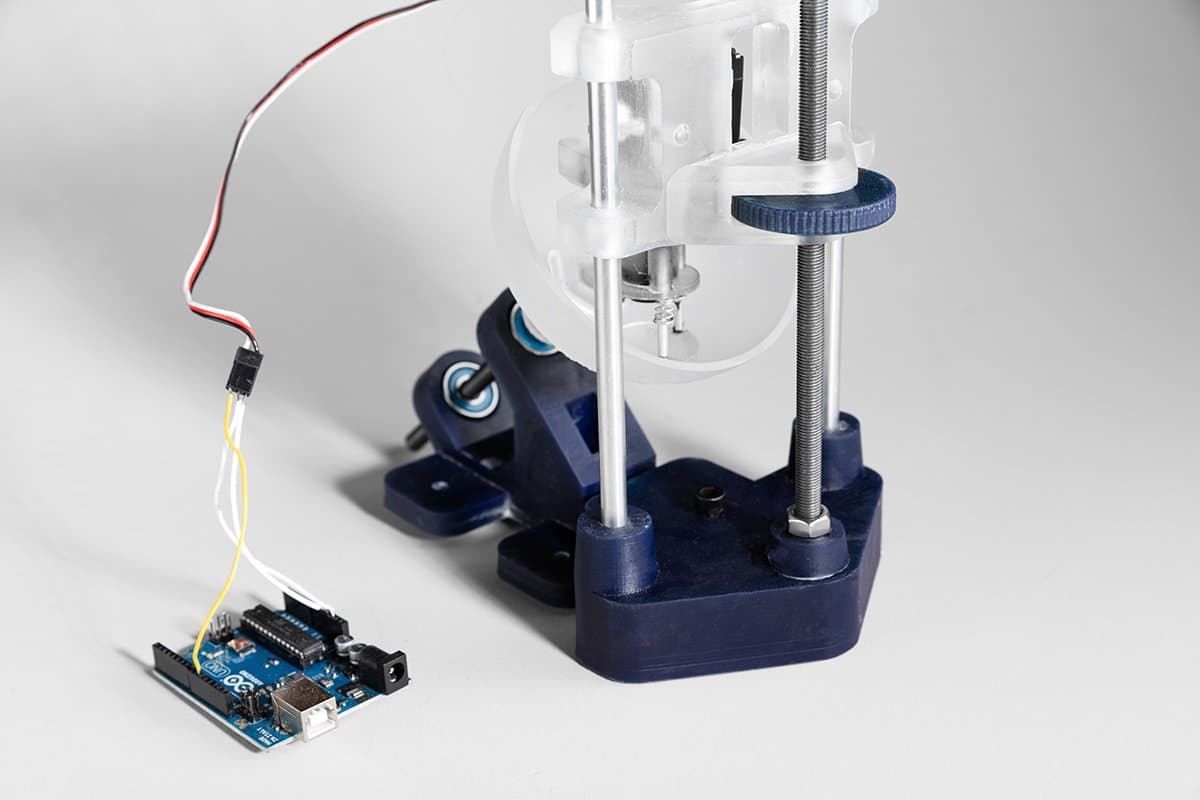
La velocità di rotazione della lente nella macchina è controllata da un Arduino.
Nella macchina la lente ruota contro l'interno di un piatto con lo stesso raggio sferico. Anche il piatto ruota, ma a 45 gradi dall'asse della lente e a una velocità diversa.
La lente è collegata a un servomotore con un meccanismo di accoppiamento cinematico che unisce parti stampate in 3D, molle e piccoli rivetti. Il meccanismo mantiene la lente ben fissata ma accostata al piatto in modo flessibile, permettendole di avere un movimento oscillatorio mentre ruota. Il piatto contiene una piccola quantità d'acqua e una pasta diamantata per lappatura come abrasivo ed è fatto della stessa Clear Resin utilizzata per le lenti.
La macchina ha ridotto in fretta le linee degli strati, ma non è stato facile usarla durante l'intero procedimento. Il piatto dovrebbe essere sostituito tra uno strato lucidante e l'altro, così da non trasferire la grana a livelli più elevati di lucidatura.
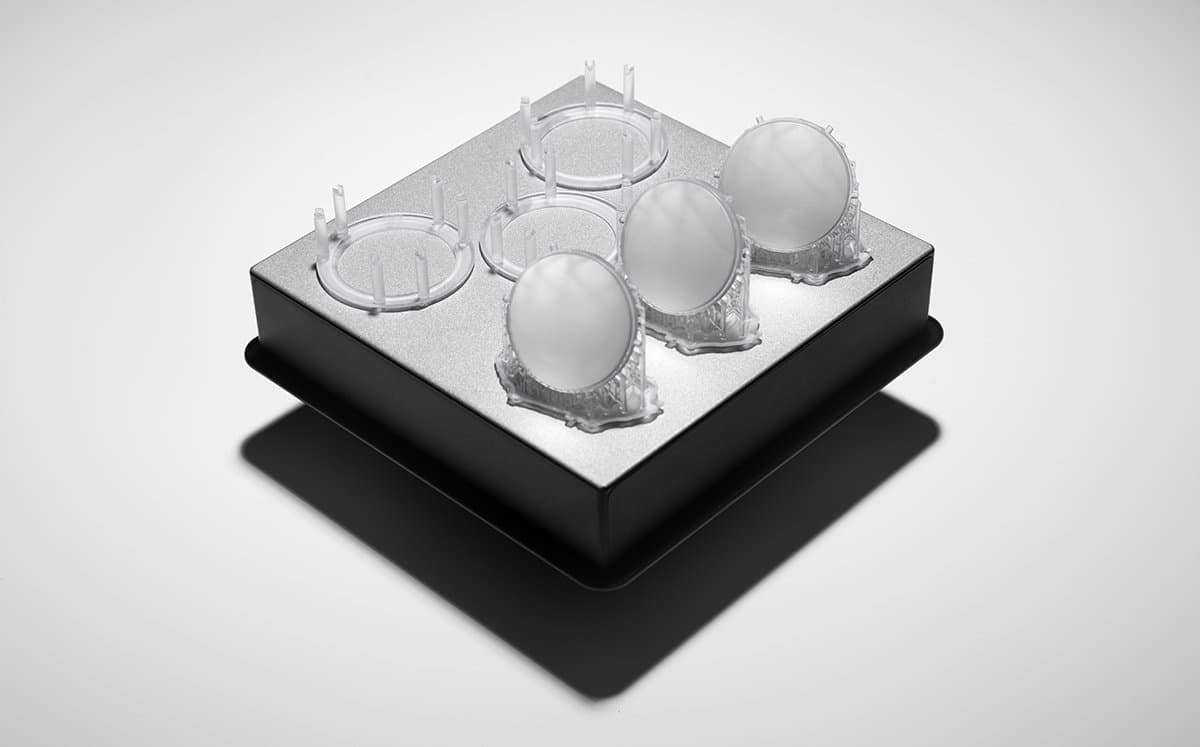
Le lenti stampate in 3D incomplete vengono messe sulla piattaforma di stampa dopo essere state lavate con alcool isopropilico.
3° tentativo: immersione
Mentre incollava tra di loro alcune stampe, Amos ha notato che le lenti stampate in 3D diventavano decisamente più trasparenti se ricoperte di un materiale viscoso come la resina epossidica, e ha deciso di immergerle nella resina liquida e poi sottoporle a polimerizzazione post-stampa utilizzando una lampada UV. La resina viscosa riempiva strati e graffi, formando una superficie completamente liscia.
Se agitata, la resina ha la tendenza a formare bolle, come quando una lente viene immersa, ma le bolle possono essere rimosse capovolgendo la lente sul serbatoio resina e lasciando che la resina si accumuli e venga scaricata al centro.
Lo strato di resina deve essere il più sottile possibile, eliminando allo stesso tempo le linee degli strati. Le ultime bolle rimaste sono state eliminate con una siringa e, dopo essere stata immersa dall'altro lato, la lente è stata sottoposta a polimerizzazione post-stampa completa utilizzando una lampada UV.
Il risultato
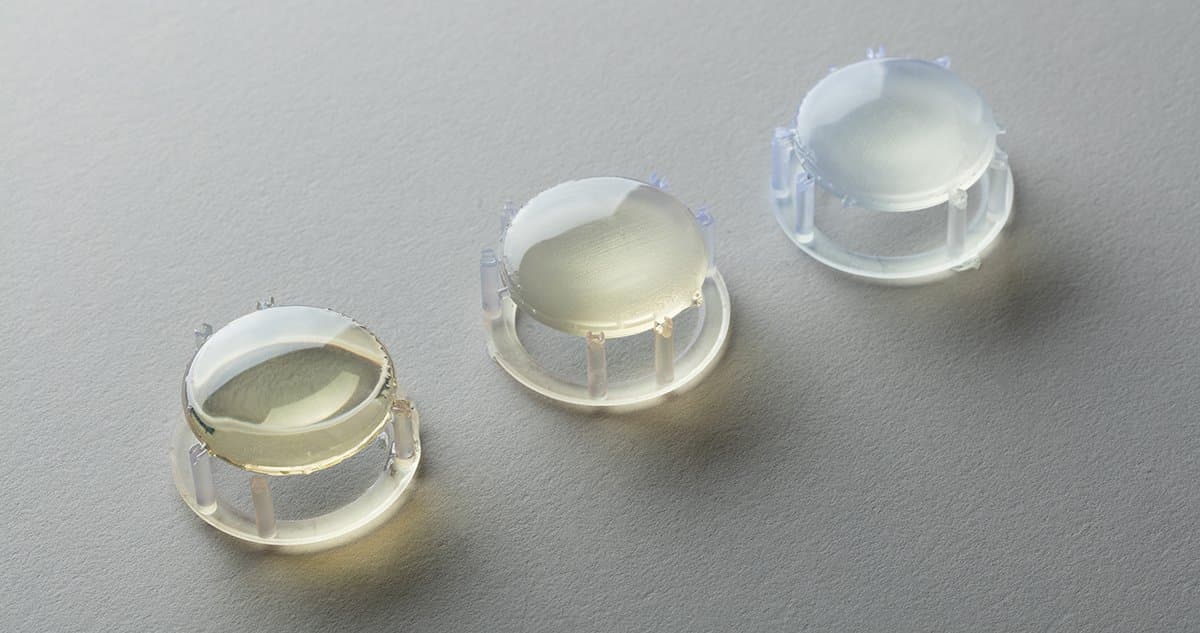
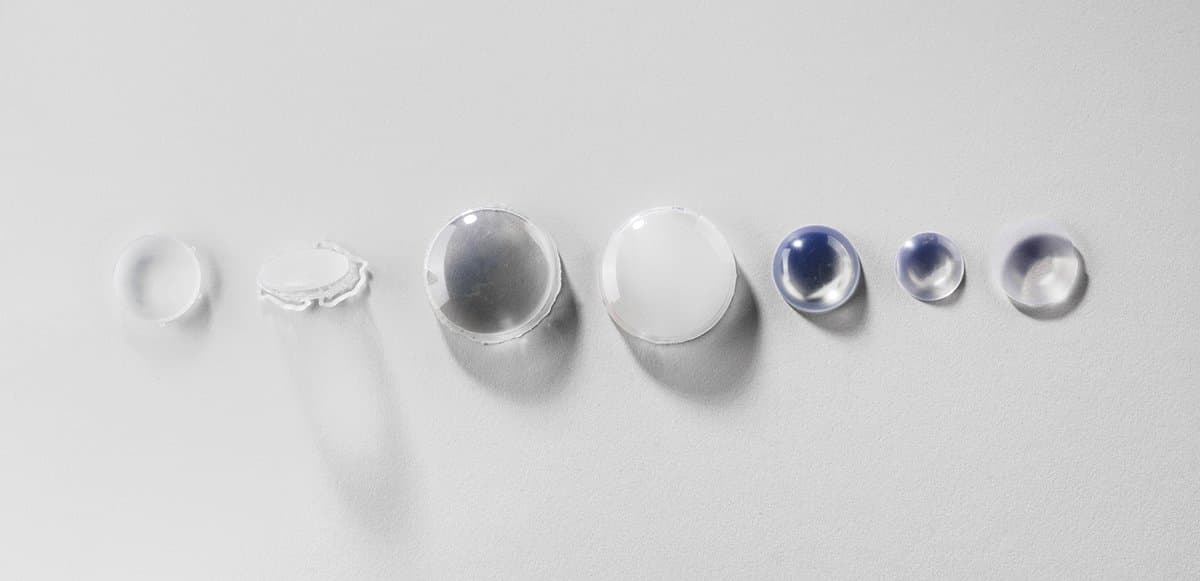
Tre stadi di lenti immerse nella resina, con la lente finale sulla sinistra.
L'immersione nella resina consente di ottenere lenti estremamente lisce, con riflessi superficiali chiari e nitidi. Questa tecnica può essere utilizzata anche per altre stampe stereolitografiche, in modo da ottenere una finitura ancora più liscia, anche se può ridurne i dettagli.
Il processo di immersione inoltre altera leggermente la lente focale, perciò Amos ha progettato e stampato un dispositivo per testare la lente. L'apparecchio è dotato di filettature che consentono alla lente di avvicinarsi e allontanarsi dal piano dell'immagine facendo girare la rotella e controllare in modo sperimentale la distanza focale della lente.

Lo strumento per testare la lente è montato su una macchina fotografica digitale per poter avere un feedback immediato.
È possibile stampare in 3D componenti ottici e lenti con più elementi e funzionalità? Prova a stampare in 3D le tue lenti e lo strumento per testare le lenti, o anche un'intera macchina fotografica, se ti piacciono le sfide!
Scarica i file STL della macchina fotografica stampata in 3D su Pinshape.
Scopri di più sul procedimento che Amos ha seguito per progettare l'intera macchina fotografica stampata in 3D sul suo blog e guarda la macchina fotografica in azione sul post di blog con le foto scattate con la prima macchina fotografica con lenti intercambiabili al mondo stampata in 3D.
Vuoi vedere e toccare con mano le parti stampate in 3D in stereolitografia? Richiedi un campione gratuito stampato in 3D presso la tua azienda.
