
Per impostazione predefinita, le stampanti 3D a resina creano parti completamente dense. Quando non devi stampare parti funzionali che richiedono resistenza strutturale o ti occorre creare rapidamente dei prototipi, realizzare un modello 3D può essere un ottimo modo per risparmiare tempo e materiale. Inoltre, le parti cave richiedono meno supporti e di conseguenza presentano meno punti di contatto da ripulire.
Ecco alcuni progetti per cui consigliamo di realizzare cavità:
-
Opere d'arte e sculture
-
Modelli in scala
-
Modelli concettuali preliminari
-
Modelli di grandi dimensioni e assemblaggi composti da più parti
Esistono due software gratuiti che permettono di creare parti cave: Meshmixer e PreForm, il software di preparazione della stampa di Formlabs. In entrambi i programmi, il processo ha inizio con l'orientamento del modello. Di seguito riportiamo i passaggi da seguire per preparare il modello per la stampa.

Richiedi un campione gratuito
Guarda e tocca con mano la qualità di Formlabs. Saremo lieti di inviare presso la tua azienda un campione gratuito.
Orientamento del modello per la stampa
Durante il processo di stampa 3D stereolitografica (SLA), il modello viene stampato strato dopo strato ed emerge dalla resina liquida quando la piattaforma di stampa risale gradualmente lungo l'asse Z. A seconda del modello di stampante 3D, quando si crea un oggetto cavo potrebbe rimanere della resina intrappolata nella stampa, poiché gli strati vengono solidificati dal laser sotto il liquido. Puoi evitare questo inconveniente trovando l'orientamento giusto per stampare il modello e aggiungendovi fori di drenaggio strategici per lasciar defluire la resina.
Apri il modello e orientalo nel modo migliore per la stampa. Il lato dell'oggetto a contatto con la piattaforma di stampa dovrebbe essere un lato che in seguito non sarà visibile o in cui è possibile inserire un foro di drenaggio senza pregiudicare la funzionalità della parte. Cerca anche di evitare di creare modelli con molte rientranze, perché rischierebbero di intrappolare la resina.
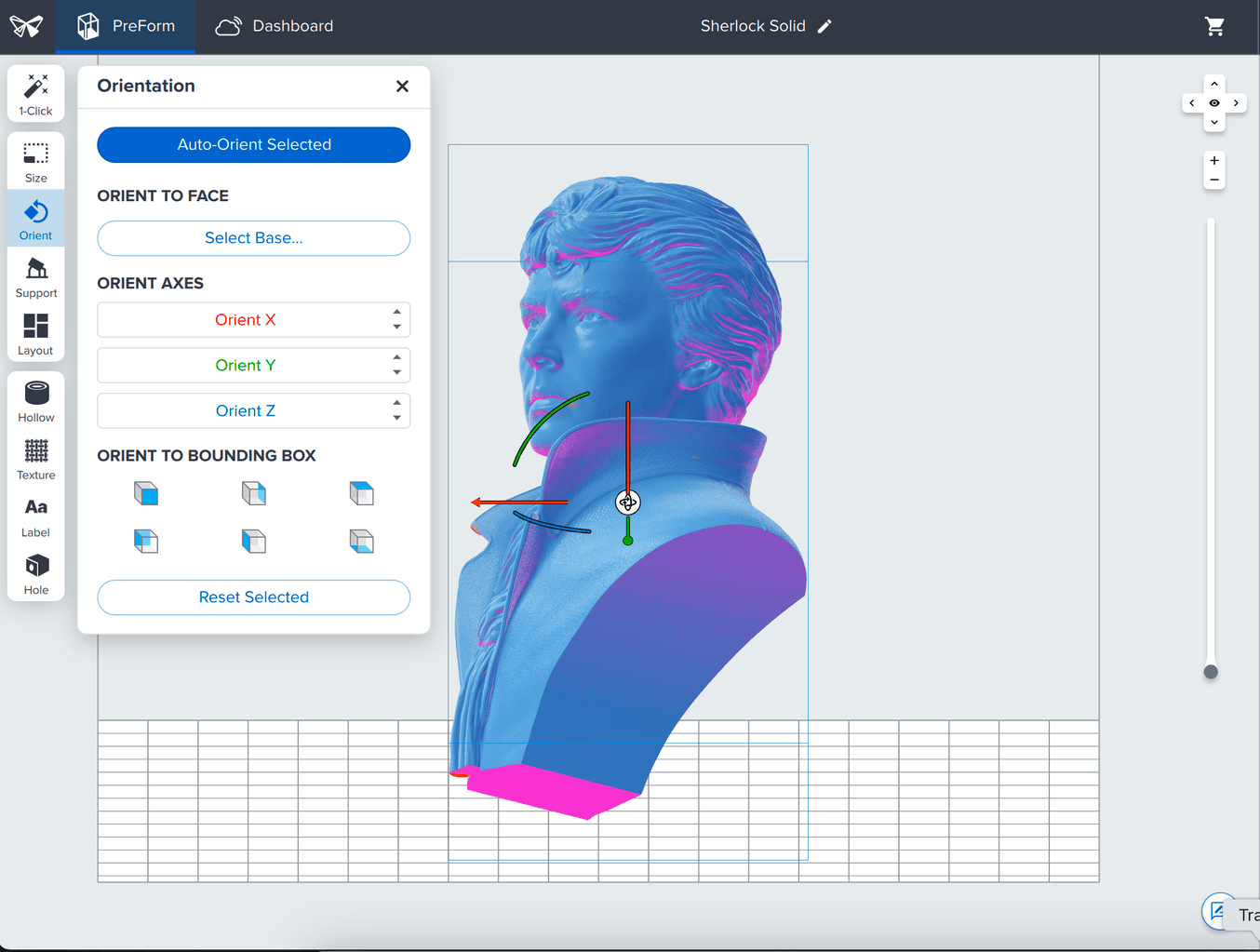
Orienta il modello in PreForm nel modo migliore per la stampa, tenendo conto della posizione dei possibili fori di drenaggio.
Come realizzare un modello cavo in Meshmixer
Fase 1: Creazione delle cavità per il modello 3D
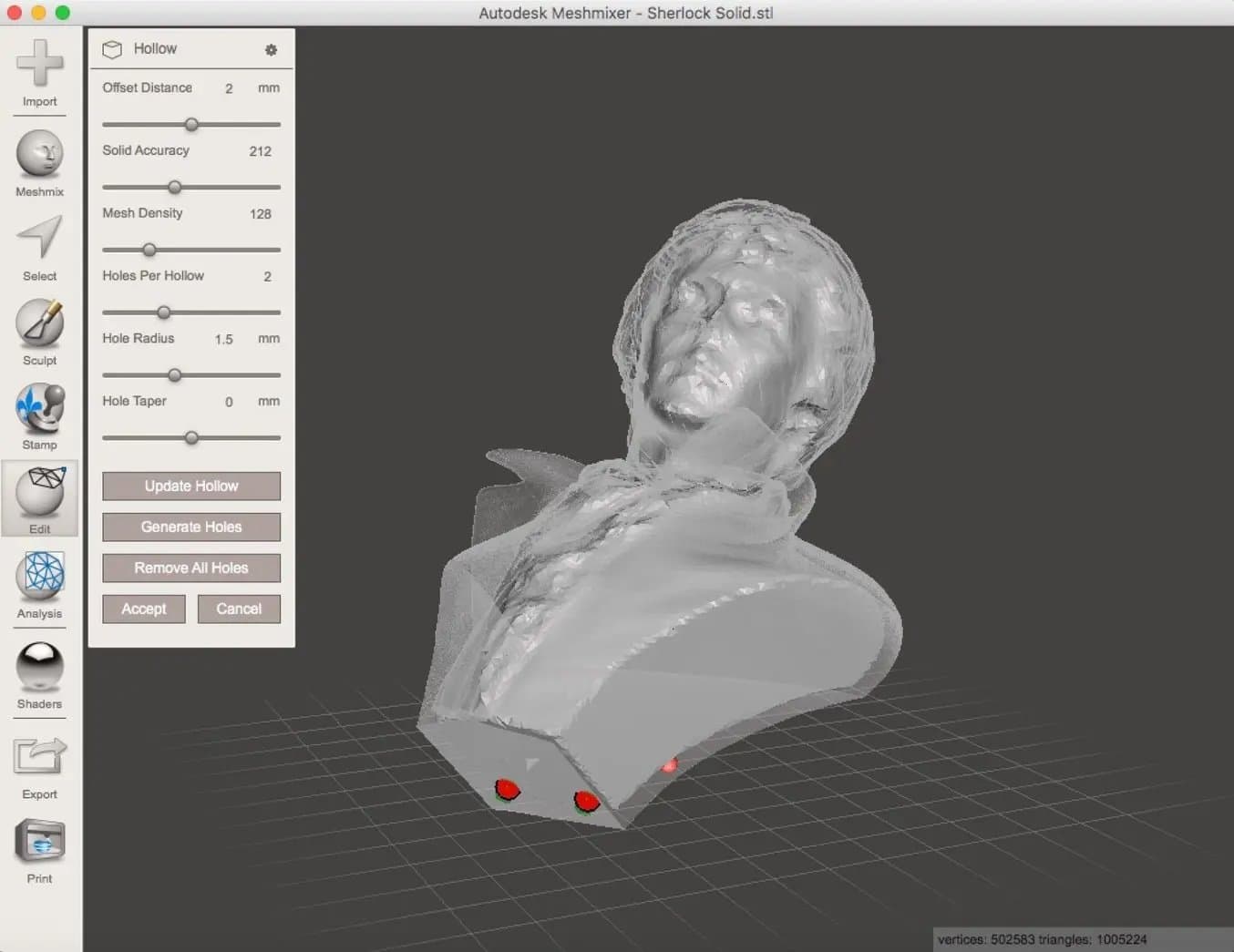
Per prima cosa, apri il modello in Meshmixer. Puoi usare lo stesso orientamento preimpostato in PreForm, se in questo modo sarà più semplice trovare il corretto orientamento dei fori di drenaggio (Edit [Modifica] > Transform [Trasforma]). Cerca lo strumento di Meshmixer per creare le cavità (Edit [Modifica] > Hollow [Crea cavità]) e regola le impostazioni in base alle tue preferenze relative allo spessore delle pareti. Meshmixer creerà una scocca all'interno del modello in base all'offset specificato.
Per ottenere risultati ottimali, tieni conto di quanto segue:
-
Lo spessore delle pareti influenza direttamente la resistenza della tua stampa. Dal momento che dentro la stampa cava non ci sono strutture interne o impalcature, se la scocca è sottile i modelli di grandi dimensioni saranno fragili.
-
Più le pareti sono sottili, meno materiale occorrerà per la stampa e più quest'ultima sarà leggera. Se ti serve una parte più robusta o più resistente, puoi anche decidere di riempire il modello di resina epossidica o gesso a buon mercato dopo la stampa.
Fase 2: Aggiunta dei fori di drenaggio
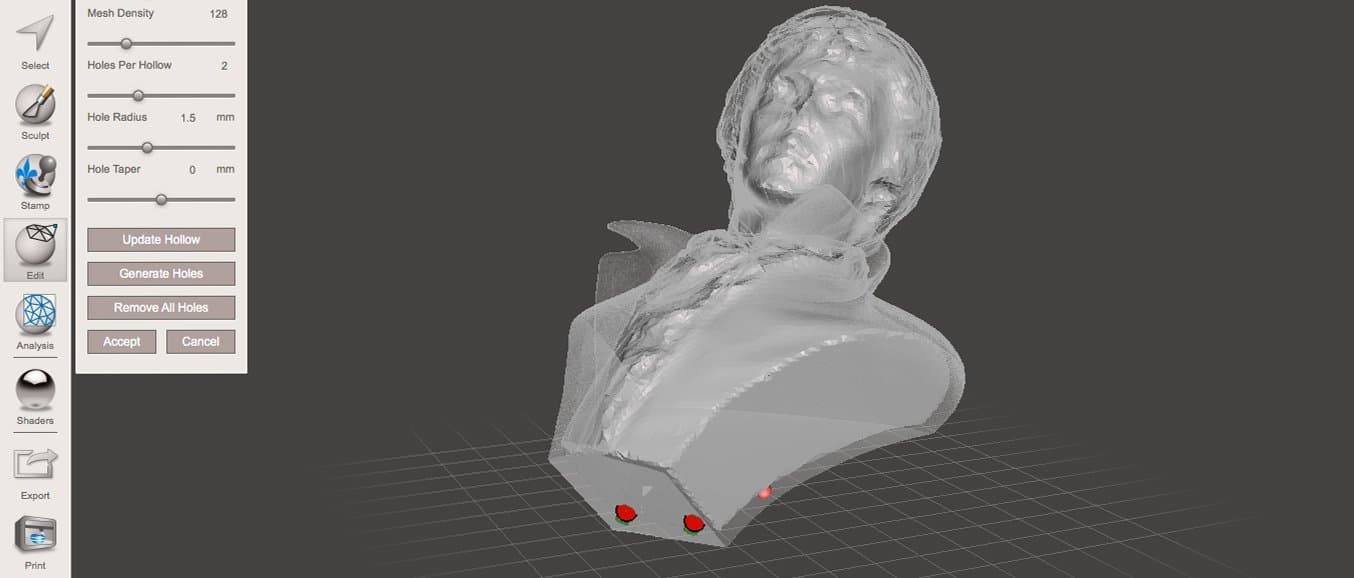
La fase successiva consiste nella creazione dei fori di drenaggio. Inseriscine uno più vicino possibile alla piattaforma di stampa e almeno un altro su una superficie a tua scelta. Ciò permetterà alla resina e all'aria di fuoriuscire durante la stampa della parte, e all'alcool isopropilico di scorrere all'interno durante il processo di pulitura. L'aggiunta di un foro potrebbe provocare la distruzione delle superfici piatte. Per evitarlo, usa la funzione Make Solid (Edit [Modifica] > Make Solid [Crea solido]) per generare una mesh facilmente manipolabile. Tieni presente che in questo modo la qualità della mesh potrebbe ridursi, a meno che non usi il cursore strati per preservarla.
Seleziona le impostazioni di Meshmixer che preferisci e aggiungi al modello i fori di drenaggio (segni rossi sul display).
Quando hai finito, accetta le impostazioni ed esporta il modello da Meshmixer in formato STL.
Fase 3: Stampa del modello
Ora è tutto pronto per la stampa.
Se stampi con un apparecchio 3D di Formlabs ma hai creato le cavità in Mishmixer, importa il modello 3D modificato in PreForm e orientalo esattamente come nei passaggi precedenti, in modo che i fori di drenaggio siano più vicini possibile alla piattaforma di stampa.
Da qui in poi, il processo di stampa e post-elaborazione segue gli stessi passaggi della normale stampa SLA di parti non cave.
Come realizzare un modello cavo in PreForm
Fase 1: Creazione delle cavità per il modello 3D
Apri il modello in PreForm e seleziona Hollow (Crea cavità) nella barra degli strumenti a sinistra. Saranno visualizzate le impostazioni per configurare lo spessore delle pareti e il livello di finitura superficiale interna. Ricorda che lo spessore delle pareti influenza direttamente la resistenza della stampa.
Una volta configurate le impostazioni, clicca su Hollow Selected (Crea cavità nelle aree selezionate) e PreForm procederà a generare le cavità.
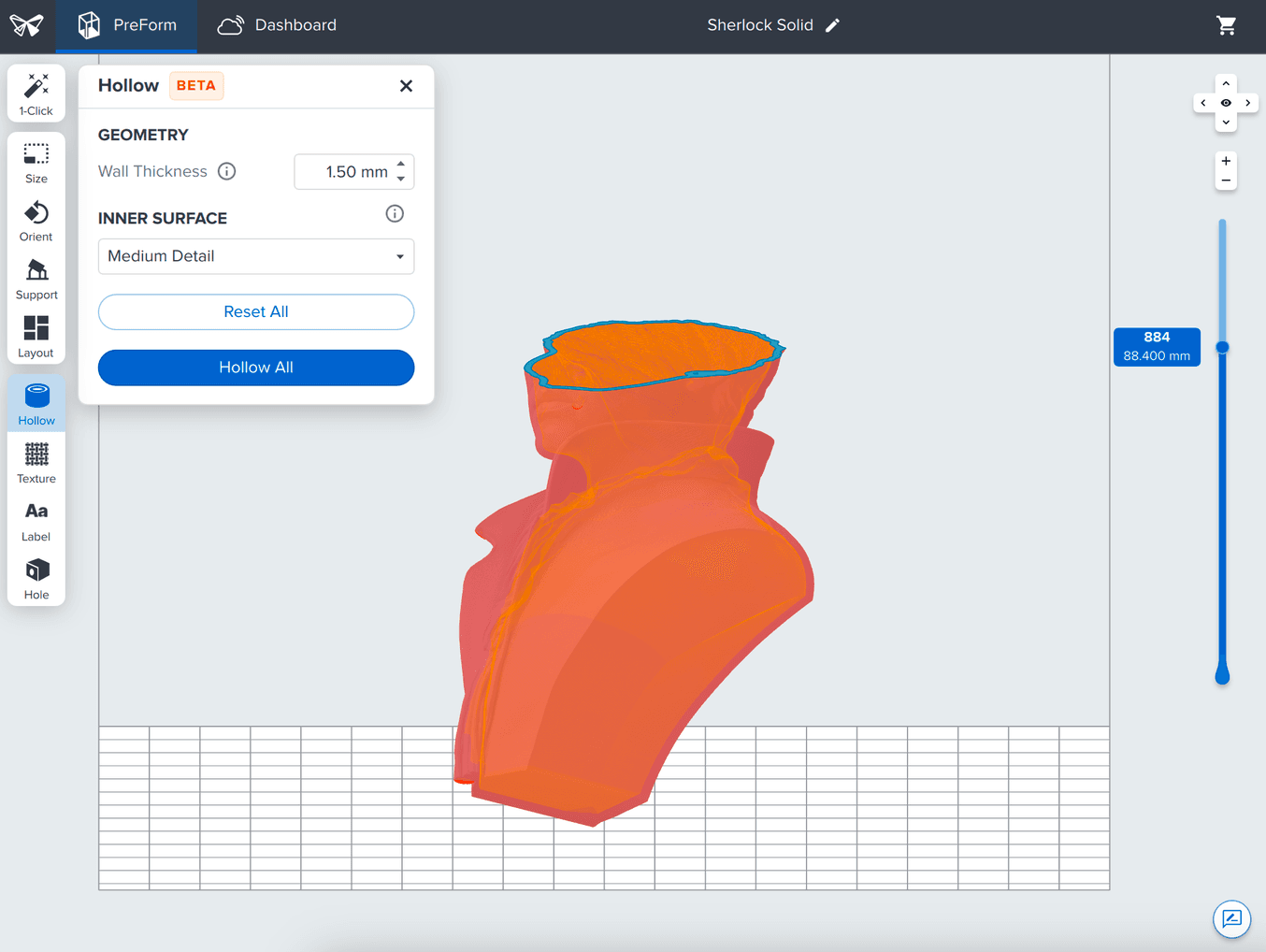
Modello dopo la creazione delle cavità. Spostando su e giù il cursore sulla destra, è possibile visualizzare i vari strati.
Fase 2: Aggiunta dei fori di drenaggio
Le parti cave sono soggette all'effetto ventosa, per cui la fase successiva consiste nell'aggiungere fori di drenaggio per consentire alla resina liquida di fuoriuscire dal modello. Seleziona Hole (Foro) nella barra degli strumenti a sinistra e apparirà un menu che consente di modificare raggio, padding e profondità del foro. Una volta modificati i parametri, passa con il cursore sopra la parte per visualizzare un'anteprima del foro di drenaggio, quindi clicca per aggiungerne uno. Ricorda di includere un foro il più vicino possibile alla piattaforma di stampa. Dopo aver inserito tutti i fori di drenaggio, clicca su Apply (Applica) nel menu a comparsa per aggiungerli al modello.
Consiglio avanzato: utilizza la modalità di profondità automatica per lasciare a PreForm il compito di rilevare automaticamente la profondità necessaria per creare un foro passante.
Dopo aver applicato il primo foro di drenaggio, aggiungine almeno uno o più aggiuntivi a seconda dei punti in cui può verificarsi l'effetto ventosa. PreForm può segnalare la presenza di volumi concavi/convessi. Per attivare l'avviso vai nel menu Print Validation (Convalida della stampa) a destra dello schermo e seleziona Cups (Volumi concavi/convessi).
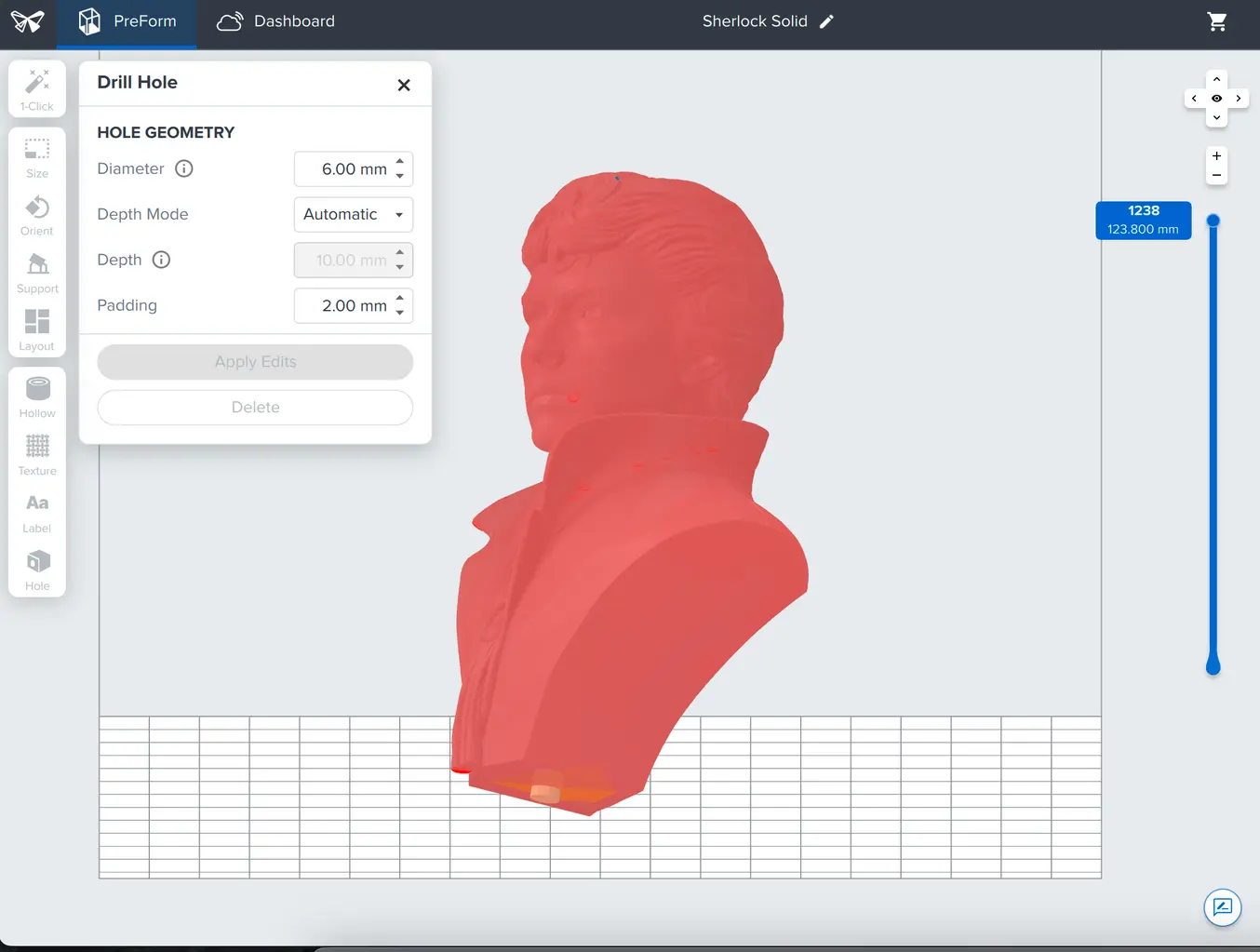
L'aggiunta dei fori di drenaggio consente alla resina liquida di fuoriuscire dal modello.
Fase 3: Stampa del modello
A questo punto, imposta, realizza ed esegui la post-elaborazione della parte cava come faresti con qualsiasi altra parte SLA.
Confronto tra modelli pieni e cavi
In PreForm, la finestra Print Summary (Riepilogo del lavoro di stampa) mostra il volume di resina necessario per la stampa. Per scoprire il risparmio complessivo di materiale è possibile confrontare il volume di una parte cava con quello nel momento in cui il file è stato importato. Nel nostro esempio, i risultati per un modello con una distanza di offset pari a 2 mm e uno spessore dello strato uguale a 0,1 mm sono i seguenti:
| MODELLO PIENO ORIGINALE | MODELLO CAVO | |
|---|---|---|
| Materiale | 228,90 mL | 51,88 mL |
L'effettivo risparmio di materiale dipende dal modello e dalle impostazioni. In questo caso il calcolo è relativo a una stampa creata con la Form 4 in White Resin V5 con spessore delle pareti pari a 2 mm.

L'aggiunta di cavità a questo modello ha permesso di risparmiare 177,02 mL di resina, per un risparmio di materiale pari al 77%.
Scopri di più sulla stampa 3D a resina
Meshmixer offre numerose funzionalità per modificare i file STL per la stampa 3D. Scopri il nostro tutorial approfondito su Meshmixer, che illustra 15 consigli avanzati per principianti ed esperti. In alternativa, dai un'occhiata alla testurizzazione, all'etichettatura e le altre funzionalità di PreForm.
Scopri di più sulla stampa 3D a resina grazie alle numerose risorse disponibili. Leggi la nostra guida alla stampa 3D SLA o richiedi un campione gratuito per toccare con mano la qualità della stereolitografia.