

Mittels selektivem Lasersintern (SLS) hergestellte 3D-Druckteile kommen in immer mehr Industriezweigen zum Einsatz, von der Luft- und Raumfahrt bis hin zum Brillendesign. Grund dafür sind ihre überragenden mechanischen Eigenschaften und das kosteneffiziente Fertigungsverfahren. Um die ästhetischen und mechanischen Eigenschaften SLS-3D-gedruckter Teile noch zu steigern, nutzen Anwender*innen häufig zusätzliche Nachbearbeitungstechniken wie Färben, Beschichten, Galvanisieren oder Lackieren.
Das Einfärben von 3D-Druckteilen aus Nylon 12 White Powder auf SLS-3D-Druckern der Fuse-Serie eröffnet Kunden eine Vielzahl von Möglichkeiten, überzeugende Prototypen zu erstellen und produktionsreife Teile in einer Reihe von Farben zu fertigen.
In diesem Leitfaden stellen wir das Verfahren zum Färben von SLS-3D-Drucken vor und beleuchten die zahlreichen Vorteile, die dieser Prozess bietet.
Warum sollten Sie SLS-3D-gedruckte Teile färben?
In jeder Phase des Prozesses vom Design bis zur Fertigung kommen SLS-3D-Druckteile immer häufiger zum Einsatz. Aufgrund der leicht körnigen Oberfläche von SLS-3D-Drucken werden auch Nachbearbeitungslösungen wie Glättung, Beschichtung und Färben immer beliebter.
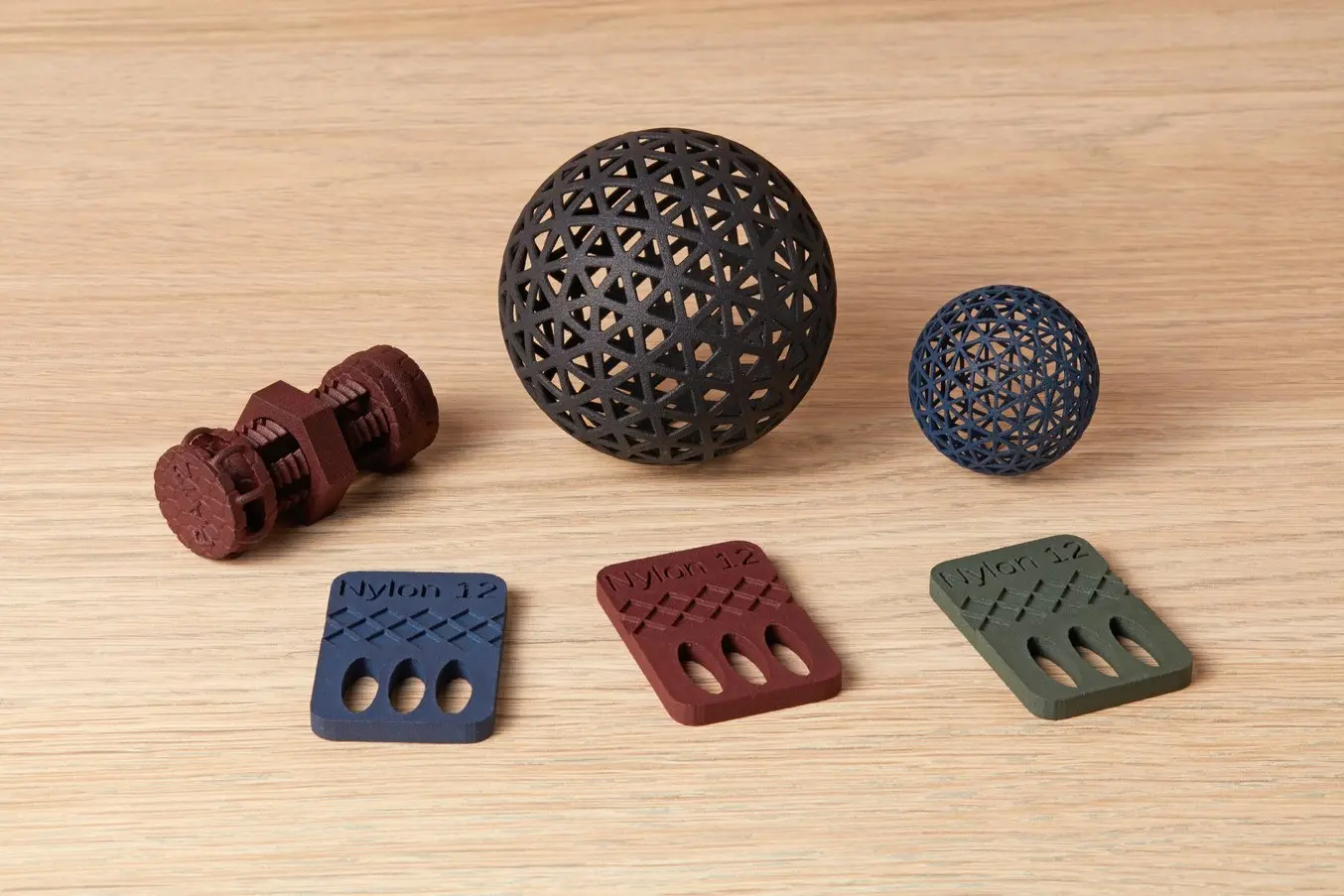
Das Färben ist eine kostengünstige Methode zur farblichen Gestaltung von SLS-Druckteilen, mit der sich deren Ästhetik steigern lässt, ohne die mechanischen Eigenschaften zu beeinflussen. Ob es sich um kleine Chargen von farbigen Teilen oder Großserienproduktion im Pantone-Farbsystem handelt – es gibt für jeden Arbeitsprozess das richtige Färbeverfahren. Mit Nylon 12 White Powder können Nutzer des Fuse 1+ 30W zuverlässig eine breite Palette an Farben erzielen, von Orange über Rosa und Blau bis hin zu fast allen Farben dazwischen. Egal, ob es zur Produktdifferenzierung, zur Erfüllung eines bestimmten ästhetischen Standards oder für sicherheitskritische Sichtbarkeitszwecke dient, ist das Färben für viele Szenarien eine praktikable Lösung.
Unser Team hat vier beliebte Färbemethoden getestet und seine Ergebnisse vorgestellt. In diesem Leitfaden berichten wir über diese Methoden sowie über den Färbeprozess eines Kunden, der mit diesem Ecosystem der Fuse-Serie und Nylon 12 White Powder Endprodukte entwickelt und fertigt.

Das Färben eignet sich sowohl für funktionale Prototyp als auch für die Fertigung von Teilen für die Endverwendung, um mit individueller Farbgebung einer Markenästhetik entsprechen.
Kostenlosen SLS-Probedruck anfordern
Sehen und fühlen Sie die Qualität von Formlabs aus erster Hand. Wir senden Ihnen einen kostenlosen Probedruck aus Nylon 12 White Powder, gedruckt auf dem Fuse 1+ 30W, an Ihren Arbeitsplatz.
Färbeausrüstung
Wir haben verschiedene Geräte getestet, um die optimale Konfiguration für das Färben von Nylon 12 White Powder zusammenzustellen. Im Folgenden werden die Geräte, die Farbstoffmischung und die Parameter des Farbbades beschrieben, die in unseren Tests die besten Ergebnisse erzielten.
Färbestation
Bei der Auswahl eines Färbesystems sollten die Druckteilgröße, die Stückzahl, der Preis und die gewünschte Farbintensität berücksichtigt werden. Die Preisspanne von Färbesystemen reicht vom unteren dreistelligen bis zum hohen fünfstelligen Bereich, und der Preis steht oft in einem proportionalen Verhältnis zur erreichbaren Qualität und Einheitlichkeit. Die vier gebräuchlichsten Methoden zum Färben von 3D-Druckteilen haben jeweils eigene Vorteile, und es ist wichtig, vor der Wahl einer Methode die Erwartungen an die Farbqualität und das Budget festzulegen.
Das Farbbad im Topf ist die am leichtesten umsetzbare Methode, denn hierfür werden lediglich ein für Hochtemperaturen geeigneter Topf und eine Farblösung benötigt. Allerdings liefert dieses Verfahren die am wenigsten einheitlichen Ergebnisse, erfordert den größten Arbeitsaufwand und führt manchmal zur Beschädigung von Teilen durch die Hitze und die Rührbewegung.
Das Ultraschallfärben stellt hinsichtlich der Einheitlichkeit und Unversehrtheit der Teile eine Verbesserung gegenüber dem Farbbad dar. Des Weiteren ist diese Methode weniger arbeitsintensiv, da lediglich die gewünschte Temperatur auf einem Ultraschall-Reinigungsgerät eingestellt wird, die Teile hinzugefügt werden und ein Timer eingestellt wird. Weil die Lösung mithilfe von Ultraschall-Vibration in Bewegung gebracht wird, ist die Wahrscheinlichkeit, Teile beim Färben zu beschädigen, deutlich geringer und es werden konsistente Ergebnisse erzielt.
Beim Hochdruckfärben kommt ein Druckkochtopf zum Einsatz, ähnlich Küchengeräten wie dem Instant Pot. Durch diese Methode lassen sich höhere Temperaturen erreichen als beim Farbbad in einem Topf oder beim Ultraschallfärben. Nachdem die Teile in die Farblösung im Druckkochtopf gelegt wurden, wird dieser versiegelt und erhitzt die Lösung auf bis zu 120 °C. Die Kombination von Hitze und Druck trägt zur Erschaffung einer tiefen Farbsättigung auf den Druckteilen bei. Ein Nachteil ist jedoch, dass die hohen Temperaturen möglicherweise Schäden an den Teilen verursachen können – im Falle von TPU 90A Powder von Formlabs übersteigen 120 °C nämlich die Vicat-Erweichungstemperatur.
Industrielle Anlagen wie die DyeMansion DM60 sind kosteneffizient, wenn hohe Produktionsvolumen oder extrem einheitliche Ergebnisse erforderlich sind. Derartige großformatige Lösungen verringern den manuellen Arbeitsaufwand beim Färbeprozess und beinhalten vorprogrammierte Einstellungen für unterschiedliche Teiltypen und Farben. Systeme wie die DM60, die nach dem Prinzip „Einschalten und vergessen“ funktionieren, erlauben es Nutzer*innen von SLS-3D-Druckern, mehr Zeit für höherwertige Aufgaben wie das Entwerfen von Teilen und die Druckoptimierung zu schaffen.
| Methode | Größe | Stückzahl | Farbe | UV-Stabilität | Kosten |
|---|---|---|---|---|---|
| Farbbad | ★★ | ★★ | ★★ | Nein | Unter 50 € |
| Ultraschallfärben | ★★★ | ★★★ | ★★★ | Nein | 100–1000 € |
| Hochdruckfärben | ★★ | ★★ | ★★★★ | Nein | 100–500 € |
| DyeMansion DM60 | ★★★★★ | ★★★★★ | ★★★★★ | Ja | > 50 000 € |
Die Hardware, die wir zum Färben empfehlen, ist der ESVC-28 - Spectrum Thermal Circulator von Winco. Diese Maschine ist erschwinglich, bei mehreren Anbietern erhältlich und einfach einzurichten und zu verwenden.
Anbieter USA: 699,99 $
Anbieter EMEA: 659,99 €
Anbieter APAC: 299 $

Der Winco ESVC-28 Spectrum Thermal Circulator ist eine ideale Lösung für das Ultraschallfärben.
Jedes System, das in der Lage ist, die erforderlichen Temperaturen von 80 °C bis 90 °C zu erreichen und die Lösung zu zirkulieren, sollte sich für das Färben eignen. Wir empfehlen außerdem, eine Zange aus rostfreiem Stahl bereitzuhalten, um das Entfernen der Teile aus dem Farbbad zu erleichtern.
Für das Färben von SLS-Teilen sind auch industrielle Anlagen wie die DyeMansion DM60 erhältlich, die kosteneffizient sind, wenn hohe Produktionsvolumen oder extrem einheitliche Ergebnisse benötigt werden. Dieses Produkt kann bis zu 60 Litern an Bauteilen pro Fertigungscharge aufnehmen. Es spritzt den Farbstoff automatisch ein und spült die Teile nach dem Färben ab.
Die DM60 bietet im Vergleich zum Farbbad eine wesentlich höhere Einheitlichkeit sowie eine verbesserte UV-Stabilität der Farbe. Eine weitere Dienstleistung von DyeMansion ist die individuelle Farbentwicklung. Für Kunden, die feste Farbanforderungen haben oder ein sehr großes Volumen an Teilen färben wollen (Teile für die Endverwendung, Produktion von 1000+ Einheiten), kann eine industrielle Anlage wie die DM60 eine gute Wahl sein.
Derartige großformatige Lösungen verringern den manuellen Arbeitsaufwand beim Färbeprozess und beinhalten vorprogrammierte Einstellungen für unterschiedliche Teiltypen und Farben. Die höheren Vorlaufkosten bedeuten jedoch, dass sich die Investition schneller amortisiert, wenn sehr große Mengen von Teilen gedruckt werden.
Korrosionsschutz
Ein zirkulierendes und erhitztes Wasserbad kann die Stahlauskleidung des Bades korrodieren lassen. Einige der in diesem Whitepaper vorgeschlagenen Farbstoffe führen bei wiederholter Erhitzung allmählich zur Korrosion von Stahl. Dies ähnelt der Korrosion, die bei Wasserkochern in Privathaushalten auftritt. Die einfachste Lösung, um potenzielle Korrosion zu bekämpfen, ist die Zugabe einer Magnesiumanode in das Bad, wobei sichergestellt werden muss, dass sie mit der Stahlauskleidung in elektrischem Kontakt steht, z. B. über eine leitende Klemme oder eine dichte Verbindung. Interne Tests von Formlabs haben gezeigt, dass die Verwendung einer Magnesiumanode die Lebensdauer des Farbbades um mehr als das 8-fache gegenüber einem Färbebad ohne Magnesiumanode verlängert. Magnesiumanoden können über zahlreiche Kanäle einfach bezogen werden, etwa Amazon oder örtliche Baumärkte. Formlabs hat bei Tests in unseren Farbbädern diese Magnesiumanode verwendet.
Andere Möglichkeiten, die Lebensdauer des Farbbades zu verlängern, sind die Verwendung milderer Farblösungen, wie z. B. Säurefarbstoffe von Jacquard, oder der Betrieb des Farbbades bei einer niedrigeren Temperatur.
Farblösung
Kunden, die schlicht schnelle und einfache Ergebnisse erzielen wollen, empfehlen wir den Farbstoff RIT ProLine. Dieser ermöglicht zwar keine Farbanpassung oder Farben, die über die derzeit von RIT angebotenen Optionen hinausgehen, doch dafür ist der Prozess effizient. Verschiedene Töne der angebotenen Farben können durch Variation der Zeit und Temperatur im Farbbad erzielt werden. Weitere Informationen zu den Auswirkungen von Temperatur und Dauer finden Sie im Abschnitt über den Arbeitsablauf zum Färben in diesem Whitepaper. RIT ProLine kann über Amazon oder über die Webseite von RIT bezogen werden.
Während der Tests wurden auch Säurefarbstoffe von Jacquard getestet und als effektive Lösung befunden. Es gab keine merkliche Verbesserung bei der Farbsättigung mit einem Säurefarbstoff von Jacquard im Vergleich zu RIT, allerdings ist die Anzahl der verfügbaren Farben größer.
Bei Verwendung von RIT ProLine empfehlen wir eine Konzentration von 100 g Farbstoff und 100 g Zitronensäure pro Kilogramm Wasser. Zusätzlicher Farbstoff und/oder Zitronensäure können die Farbaufnahme des Teils erhöhen. Eine höhere Farbaufnahme führt zu einer stärkeren Sättigung und einer intensiveren Farbe des Endprodukts. Beginnen Sie mit der empfohlenen Konzentration und beurteilen Sie die Farbe und den Effekt der Färbedauer auf die Optik des endgültigen Teils anhand einiger Testteile. Geben Sie dann mehr Farbstoff oder Farbstoff einer anderen Farbe hinzu, um das gewünschte Aussehen zu erreichen.
Es wurden sowohl demineralisiertes Wasser als auch Leitungswasser getestet, wobei kein messbarer Unterschied festgestellt werden konnte. Das Leitungswasser stammte aus Somerville, Massachusetts, und hat eine durchschnittliche Wasserhärte von 16 mg/L. Es ist möglich, dass Kunden an Standorten mit Leitungswasser von höherer Wasserhärte andere Ergebnisse erzielen.
Wie weiter unten in diesem Leitfaden beschrieben, erzielte Ken Pillonel, Formlabs-Kunde und Hersteller von Endprodukten, mit dem Farbstoff des französischen Unternehmens Techniques Chimiques Nouvelles eine lebendigere Farbe. Bei internen Tests erreichte dieser Farbstoff zwar leuchtende Farben, war aber mit einem merklichen Geruch verbunden. Wenn Sie in Ihrem Arbeitsbereich nicht über eine angemessene Belüftung verfügen, ist RIT Dye höchstwahrscheinlich die bessere Wahl.
Wie Sie Teile aus dem SLS-3D-Drucker färben
Formlabs hat umfangreiche Tests durchgeführt, um zu ermitteln, welche Farben bei SLS-Druckteilen mit zugänglichen, kostengünstigen Färbetechniken erzielt werden können. Als Farbstoff wurde RIT ProLine verwendet, ein kostengünstiges, leicht zu beschaffendes Pulver, das eine Mischung aus Direkt-, Säure- und Dispersionsfarbstoffen enthält und Nylonfasern effektiv färbt. Weitere getestete Variablen sind die Temperatur, der Säuregehalt, die Sättigung des Farbstoffs, die Dauer des Färbevorgangs und der Waschmittelzusatz in der Färbelösung. Es wurden sowohl Teile aus Nylon 12 Powder als auch aus Nylon 12 White Powder getestet, und die Auswirkungen der einzelnen Variablen werden im Folgenden erläutert.
1. Vorbereitung des Teils
Es ist unbedingt darauf zu achten, dass die Teile vor dem Färben richtig gereinigt werden. Loses Pulver, das auf der Oberfläche des Teils verbleibt, nimmt Farbe anders auf als gesintertes Pulver, was zu einer weniger kontrollierten, ungleichmäßigen Färbung führt und das Teil weniger waschfest macht. Wir empfehlen, die Teile mit der automatischen Reinigungs- und Politurlösung Fuse Blast zu reinigen. Auf diese Weise wird sichergestellt, dass das gesamte lose Pulver vom Teil entfernt wird, ohne dass der Prozess durch zusätzlichen Arbeitsaufwand verlängert wird. Alternativ kann ein manuelles Strahlgerät verwendet werden, um sicherzustellen, dass die Teile sauber sind.
Beim Reinigen von Druckteilen aus Nylon 12 White Powder ist eine Strahlkabine, die zuvor für graue Pulver verwendet wurde, nicht zu empfehlen, da das Restpulver den weißen Teilen einen grauen Schleier verleihen kann.
2. Färben
Erhitzen Sie das Bad zu Beginn auf 90 °C, um die Farbsättigung zu maximieren. Die Erhitzung des Farbbades kann mehrere Stunden dauern, je nach verwendetem Farbbad. Sobald das Bad seine Höchsttemperatur erreicht hat, testen Sie ein Teil eine Minute lang darin. Diese Zeit reicht aus, um die Färbung zu beurteilen und zu entscheiden, ob weitere Anpassungen entweder an der Farbstoffzufuhr oder an der Dauer erforderlich sind.
Temperatur und Dauer
Temperatur und Dauer haben einen großen Einfluss auf die Farbgebung des fertigen Teils. Unsere Tests haben ergeben, dass höhere Temperaturen in kürzerer Zeit sattere Farben ergeben.

Die Teile in diesem Bild wurden im selben Farbbad bei 90 °C gefärbt, wobei die Teile von rechts nach links nacheinander im Abstand von drei Minuten entnommen wurden.
Wenn Sie einen helleren Farbton wünschen, sollten Sie die Temperatur der Farbstofflösung auf 70 °C oder weniger senken. Bei höheren Temperaturen kann die Sättigung extrem schnell eintreten, sodass nur sehr wenig Raum für Anpassungen bleibt, um Abweichungen bei den fertigen Teilen zu erreichen. Die Farbfaufnahme des Teils nimmt mit der Zeit zu, stagniert jedoch bei etwa 20–25 Minuten, da das Teil einen Sättigungspunkt erreicht, an dem kein Farbstoff mehr in die Oberfläche eindringen kann.
Zusatzstoffe
Bestimmte Zusatzstoffe können den Färbeprozess verändern und die Gleichmäßigkeit oder die Farbstoffaufnahme verbessern. In RIT ProLine und Säurefarbstoffe von Jacquard werden in der Regel Zitronensäure oder Essigsäure als notwendiger Inhaltsstoff zum Ansäuern des Farbbades eingesetzt.
Ammoniumsulfat kann auch als direkter Ersatz für den Großteil oder die gesamte Zitronen- oder Essigsäure verwendet werden. Ammoniumsulfat ist eine mildere Säurequelle und ein Egalisierungsmittel, d. h. es verlangsamt die Aufnahme von Farbstoffen in das Teil. Dies ist hilfreich, um bei helleren Farbtönen eine gleichmäßige Färbung zu erreichen, aber auch für Arbeitsabläufe, bei denen mehr Kontrolle über den Farbton gewünscht ist. Andere Egalisierungsmittel, die zusätzlich zu einer Säurequelle verwendet werden können, sind Natriumsulfat, Natriumacetat und kationische oder nichtionische Tenside.
Tenside können sowohl im Farbbad als auch beim Waschvorgang nach dem Färben eine Hilfe sein. Der Zusatz von Tensiden zum Farbbad kann bei der Infiltration in kleine Poren oder Kanäle sowie beim Ausgleichen der Färbung helfen. Es können nichtionische Haushaltsreiniger verwendet werden, z. B. Alcojet Low-Foaming Detergent, wobei die empfohlene Menge 10 g pro Kilogramm Farbbad beträgt. Ionische Tenside wie Spülmittel werden nicht empfohlen, da sie Schaum- oder Blasenbildung verursachen können.
Um das Auslaugen des Farbstoffs aus den Teilen zu minimieren, können die Teile nach dem Färben mit einem milden Tensid gewaschen werden, um überschüssigen oder ungebundenen Farbstoff zu entfernen. Dabei sollte vorsichtig vorgegangen werden, da starke Tenside und/oder heißes Wasser den Farbton verblassen lassen können. Wir empfehlen, speziell entwickelte Reinigungsmittel wie Synthrapol zu verwenden und dabei die Anweisungen des Herstellers zu beachten.
Nach dem Waschen kann die Auslaugung von Farbstoffen auch durch die Verwendung eines Farbfixiermittels verhindert werden. Diese Produkte werden nach dem Waschen und Trocknen auf gefärbten Teil verwendet. Im Online-Handel sind zahlreiche Optionen verfügbar. Achten Sie darauf, ein Fixiermittel auszuwählen, das für die Verwendung mit Säurefarbstoffen, Nylon, Seide oder Wolle empfohlen wird. Zusätzlich oder alternativ zur Verwendung eines Fixiermittels können gefärbte Teile für optimale Wasch- und Lichtechtheit beschichtet werden. Polyurethan-Beschichtungen werden auf gefärbten Stoffe häufig verwendet, können aber schwieriger zu verarbeiten sein. Für kleinere oder simplere Arbeiten können Gewebebeschichtungen und Schutzmittel als Oberflächenbeschichtungen auf gefärbten Teilen verwendet werden. Achten Sie darauf, eine Beschichtung auszuwählen, die mit Nylongewebe kompatibel ist.
Wechseln der Farbe des Farbbades
Wenn Sie die Farbe eines Farbbades wechseln, gießen Sie zunächst das gesamte Lösungsmittel aus und entsorgen Sie es gemäß den örtlichen Vorschriften und dem Sicherheitsdatenblatt (SDB) des Farbstoffs. Alternativ kann das Farbbad für die spätere Verwendung in flüssiger Form aufbewahrt werden, gemäß den örtlichen Vorschriften.
Bei der Erhitzung und Zirkulierung einer Farbstofflösung kann es zu einer gewissen Ablagerung kommen. Aus diesem Grund sollten die Wände und der Boden des Tanks nach dem Ausgießen abgewischt werden, um eine Verunreinigung der Farben zu vermeiden. Nach Beendigung dieser beiden Schritte wird ein Spülen mit sauberem Wasser empfohlen, um sicherzustellen, dass alle Farbstoffreste aus dem Zirkulationssystem entfernt werden.
Erst nach der Reinigung der Anlage sollte eine neue Farbstofflösung hergestellt werden. Wenn häufig mehrere Farben verwendet werden sollen, bietet sich die Anschaffung mehrerer Anlagen an, um einen häufigen Wechsel zu vermeiden.
Ken Pillonel entwickelte für diesen Schritt eine einfache Lösung, indem er große Muffeln, die mit einer Farbstofflösung befüllt waren, in den Tank stellte und einen rotierenden Magneten auf dem Boden der Muffeln einsetzte, um die Flüssigkeit zu bewegen. Auf diese Weise kann er für jede Farbe unterschiedliche Muffeln verwenden, ohne auf die Abkühlung und Reinigung warten zu müssen. Weitere Informationen zu seiner Methode finden Sie im Video, das am Ende des Artikels zu sehen ist.
Abbau des Farbbades
Wenn mehrere Chargen von Teilen hintereinander das Farbbad durchlaufen, werden die Farbpigmente von der Oberfläche der Teile absorbiert, wodurch die Konzentration des Farbstoffs im Farbbad sinkt. Daher kann es erforderlich sein, der Lösung zusätzlichen Farbstoff hinzuzufügen. Um möglichst einheitliche Farbergebnisse zu erzielen, ist es am besten, für jeden Zyklus ein frisches Farbbad zu verwenden.
3. Nach dem Färben
Waschen
Nach dem Färben sollten die Teile mit Wasser gewaschen werden. Dieser Waschzyklus nach dem Färben entfernt überschüssige Farbstofflösung von der Oberfläche der Teile. Überschüssiger Farbstoff kann dazu führen, dass die Teile sich beim Trocknen ungleichmäßig färben, und kann bei Feuchtigkeit ausgewaschen werden. Um die Teile zu waschen, spülen Sie sie einfach eine bis fünf Minuten lang in warmem Wasser ab, bzw. bis das Wasser keine Verfärbung mehr aufweist. Wenn Sie viele Teile auf einmal aus dem Farbbad nehmen, legen Sie sie beim Entfernen sofort in kaltes Wasser. Überschüssiger Farbstoff, der ohne Spülen auf den Teilen trocknet, kann zu ungleichmäßiger Färbung führen.
Trocknen
Das Trocknen der Teile nach dem Waschen hilft, Flecken zu vermeiden. Dieser Schritt ist optional, wird aber besonders bei Teilen mit inneren Hohlräumen empfohlen, in denen sich Flüssigkeit ansammeln kann. Solche Teile können ungleichmäßig trocknen, was auf einigen Oberflächen zu Wasserflecken führen kann. Um dies zu vermeiden, sollten Sie die überschüssige Farbe nach dem Färbezyklus gründlich abwaschen und, wenn möglich, Druckluft verwenden, um so viel überschüssige Feuchtigkeit wie möglich abzulösen und den Trocknungsprozess zu unterstützen. Im Hinblick auf die Einheitlichkeit haben wir festgestellt, dass sich mit einem Dörrautomaten auf kostengünstige Weise wiederholbare Ergebnisse erzielen lassen.
Politur
Mit dem Fuse Blast Polishing System lässt sich nach dem Färben auf effektive Weise das Reflexionsvermögen der gefärbten Teile erhöhen, um den gefärbten Teilen einen höheren Glanz zu verleihen. Für eine glänzende Oberflächenbeschaffenheit können die Teile auch nach der Dampfglättung eingefärbt werden.
Farb- und Materialkombinationen
Das Färben weißer Teile
Das Färben von Nylon 12 White Powder ist die beste Option, um eine möglichst breite Palette an Farben zu erhalten. Nylon 12 White Powder sollte zum Färben aller hellen Farben, einschließlich Pastellfarben und leuchtender Farben verwendet werden.

Mit Nylon 12 White Powder 3D-gedruckte Teile, die in einer Ultraschall-Färbestation eingefärbt wurden.
Das Färben grauer Teile
Mit dem gleichen Verfahren lassen sich Teile aus Nylon 12 Powder erfolgreich einfärben. Da Druckteile aus Nylon 12 Powder jedoch eine dunkelgraue Farbe haben, sind nur dunklere Farbtöne möglich, und diese sind oft gedämpfter in ihrer Optik.

Dunkelgraue Teile aus Nylon 12 Powder, in dunkleren Farbtönen eingefärbt.
Teile schwarz färben
Wenn Schwarz die gewünschte Endfarbe ist, empfehlen wir die Verwendung des standardmäßigen Nylon 12 Powder von Formlabs mit Rit ProLine Black. Das Material hat ein dunkleres Substrat, wodurch der Übergang zu Schwarz durchgehender ist.
Das Schwarzfärben von Teilen aus Nylon 12 White Powder ist zwar möglich, wird aber nicht empfohlen. Aufgrund des helleren Substrats ist das Färben dunklerer Farben schwieriger als beim ursprünglich dunklen Nylon 12 Powder.
Vorteile des Färbens
Das Färben wird in der Regel als Alternative zum Beschichten eingesetzt. Die Vorteile des Färbens gegenüber herkömmlichen Lacken und Beschichtungen liegen in den niedrigeren Kosten und dem geringeren Arbeitsaufwand sowie in der Möglichkeit, komplexe Geometrien einzufärben.
Kosten
Die für das betriebsinterne Färben erforderliche Ausrüstung ist leicht zugänglich. Sobald die Geräte beschafft sind, sind die Kosten für die Durchführung von Färbeversuchen extrem niedrig. Aus diesem Grund ist das Färben in den meisten Fällen kostengünstiger als das Lackieren und Beschichten.
Arbeitskosten
Der Färbeprozess ist weitgehend automatisiert; sobald die Farbstofflösung vorbereitet ist, regelt das Gerät die Temperatur des Farbbades. Der einzige notwendig Arbeitsschritt besteht darin, die zu färbenden Teile in das Bad zu geben, während es zirkuliert, und die Teile nach der gewünschten Dauer zu entnehmen und zu spülen. Dieser geringe Arbeitsaufwand ist ein weiterer großer Vorteil des Färbens von SLS-3D-Druckteilen.
Teilgeometrie
Die SLS-3D-Drucker der Fuse-Serie sind in der Lage, hochkomplexe Geometrien zu drucken. So entstehen oft Merkmale, die sich mit herkömmlichen Beschichtungen nur schwer oder gar nicht abdecken lassen, da nicht alle Bereiche einsehbar sind. Da beim Färben eine Wasserlösung zum Einsatz kommt, werden komplexe Innengeometrien ebenso effektiv gefärbt wie äußere Merkmale.
Einschränkungen beim Färben
Beim Färben von Teilen gibt es einige Einschränkungen, die berücksichtigt werden sollten, um wiederholbare Ergebnisse zu erzielen.
Geometrie
Achten Sie beim Färben von Teilen mit becherförmiger Geometrie darauf, dass diese vollständig untergetaucht sind. Teile, die innere Hohlräume enthalten, neigen dazu, Luft einzuschließen und zu schwimmen. Dadurch wird verhindert, dass der Farbstoff in die über der Lösung schwimmenden Flächen sowie in die inneren Flächen eindringen kann, die eingeschlossene Luftblasen enthalten. Durch manuelles Eintauchen und Bewegen des Teils, um die eingeschlossene Luft zu entfernen, lässt sich dieses Problem lösen.
Farbeinschränkungen
Beim Färben hellerer Farbtöne haben die Dauer des Färbevorgangs und die Temperatur des Farbbades einen starken Einfluss auf die endgültige Farbe der Teile. Wenn ein bestimmter Farbton angestrebt wird oder alle Teile über mehrere Farbbäder hinweg eine einheitliche Farbe erhalten sollen, muss sichergestellt werden, dass alle Teile gleich lange in der Lösung verbleiben und dass sie bei der gleichen Temperatur gefärbt werden.
Einschränkungen des Arbeitsbereichs
Der Färbeprozess kann recht unordentlich sein. Beim Hinzufügen oder Entnehmen von Teilen aus der Farbstofflösung kann es zu Spritzern und Tropfen kommen. Spritzer, die auf die Haut oder die Kleidung gelangen, färben ab, sodass angemessene persönliche Schutzausrüstung verwendet werden sollte. Wir empfehlen außerdem, die Geräte nicht in der Nähe von Oberflächen zu verwenden, die nicht verschmutzt werden sollen, wie z. B. weiße Wände. Auch die Entsorgung von Farbstoffen kann je nach verwendetem Farbstoff schwierig sein. Überprüfen Sie die örtlichen Wasservorschriften und beachten Sie das SDB, um sicherzustellen, dass Ihre Farbstofflösungen ordnungsgemäß entsorgt werden. Ein letzter Aspekt, den es in Bezug auf den Arbeitsbereich zu berücksichtigen gilt, sind Dämpfe. Da der Färbevorgang eine Erhitzung der Lösung erfordert, können je nach Inhalt des Farbbades Dämpfe entstehen. Bei unseren Tests haben wir festgestellt, dass einige Marken weitaus stärkere Gerüche erzeugen als andere. Eine gute Belüftung wird jedoch in jedem Fall dringend empfohlen. RIT ProLine hatte weniger auffällige Gerüche als andere Marken.
Lichtechtheit und Waschechtheit
Die Farbe der Teile kann mit der Zeit nachlassen, wenn sie Licht oder Wasser ausgesetzt sind. Die Beständigkeit der Farbe wird als Lichtechtheit bzw. Waschechtheit bezeichnet. In feuchter Umgebung kann es zu Farbstoffauslaugungen kommen, wenn die Teile nach dem Färben nicht ausreichend gewaschen werden. Weitere Informationen finden Sie im Abschnitt Waschen nach dem Färben. Auch wenn die Teile nach dem Färben ordnungsgemäß gewaschen und getrocknet werden, kann es jedoch zum Verblassen kommen. Bei hohen Temperaturen oder häufigem Waschen wird dieses Verblassen beschleunigt. Auch bei längerer Sonneneinstrahlung oder UV-Bestrahlung ist ein Ausbleichen zu erwarten.
Jede Form von UV-Schutz, etwa ein UV-beständiger Klarlack, kann helfen, die Lichtechtheit zu verbessern. Marken wie Krylon und Rustoleum sind weit verbreitet und kostengünstig. Bei Tests wurde festgestellt, dass Nylon 12 White Powder, das mit schwarzem Farbstoff von RIT ProLine gefärbt wurde, nach einer Woche Sonneneinstrahlung einen einheitlichen Farbton beibehält. Ebenso verblassten gefärbte Teile nach sechsstündigem Eintauchen in 60 ˚C warmes Wasser um nur ~3 % (was gerade noch an der Grenze der typischen menschlichen Wahrnehmung liegt). Es wurde beobachtet, dass eine merkliche Menge an Farbstoff aus diesen Teilen austrat, wodurch sich das Wasser, in das sie eingetaucht waren, sowie die Haut oder das Gewebe, mit dem sie in Berührung kamen, verfärbten.


Das Färben eignet sich sowohl für funktionale Prototypen als auch Endverbrauchsteile mit individuellen Farben, die der Ästhetik der Marke entsprechen.
Fallstudie eines Kunden: Färben von SLS-Nylonteilen mit Ken Pillonel
Ken Pillonel, Ingenieur und Gründer des beliebten YouTube-Kanals Exploring the Simulation, hat mit dem SLS-Ecosystem der Fuse-Serie eine „Ein-Mann-Kunststofffabrik“ aufgebaut. Nachdem er seine Kapazitäten erweiterte und einen zweiten Fuse 1+ 30W, Fuse Sift und Fuse Blast anschaffte, kann Pillonel seine Airpod-Ladegehäuse für die Endverwendung heute aus gefärbtem Nylon 12 White Powder produzieren. Im folgenden Video erläutert Pillonel im Detail den SLS-3D-Druck von Endprodukten und die Einrichtung eines Stickstoff-Workflows und erklärt, wie Sie einen präzisen, wiederholbaren und qualitativ hochwertigen Färbeprozess erreichen.
Erste Schritte zum Färben von SLS-3D-gedruckten Teilen
Dank erschwinglicher Prozesse wie dem Ultraschallfärben ist das Färben von SLS-Teilen eine einfache und kostengünstige Methode, um Ihre Kreationen ästhetisch aufzuwerten.
Das Färben von Teilen aus Nylon 12 White Powder und Nylon 12 Powder unter Verwendung leicht zugänglicher Geräte und Farbstoffe ist eine kostengünstige und effiziente Methode, um fertigen Teilen jeden beliebigen Farbton zu verleihen. Dieses Verfahren bietet eine taugliche Alternative zu herkömmlichen Beschichtungen, da es nur minimale Arbeit erfordert und komplexe Geometrien effektiv einfärbt.
Durch Befolgung der in diesem Whitepaper empfohlenen Richtlinien erzielen Sie einheitliche und ansprechende Ergebnisse, um so die potenziellen Anwendungsbereiche für SLS-3D-Druckteile zu erweitern. Ob aus ästhetischen, funktionalen oder sicherheitstechnischen Gründen, das Einfärben ist eine wertvolle Lösung, um Farbe in 3D-gedruckte Bauteile zu bringen.
Wenn Sie eine Anwendung anstreben, die farbige SLS-Druckteile aus Nylon erfordert, wenden Sie sich an unser Team, um mehr über das Fuse-Ecosystem und das Färben von Nylonteilen zu erfahren.