
Moldeo por inyección
Moldeo por inyección
El moldeo por inyección es un proceso rentable para la producción en masa de piezas idénticas con tolerancias precisas. Tradicionalmente, el moldeo por inyección utiliza herramientas fabricadas en metal mediante mecanizado CNC o mecanizado por descarga eléctrica, lo que requiere equipos especializados, software de alta gama y mano de obra cualificada.
La impresión 3D permite a los usuarios fabricar moldes de inyección para prototipado y producción de bajo volumen, reduciendo significativamente el coste y el tiempo en comparación con los moldes metálicos, al tiempo que produce piezas de alta calidad y repetibilidad. Las piezas impresas mediante SLA tienen un acabado de superficie liso, una gran precisión y están unidas químicamente para ser densas e isotrópicas.
Los moldes impresos en 3D admiten una amplia gama de termoplásticos, como el acrilonitrilo butadieno estireno (ABS), el acrilonitrilo estireno acrilato (ASA), la poliamida (PA), el policarbonato (PC), el polietileno (PE), el polioximetileno (POM), el polipropileno (PP), el elastómero termoplástico (TPE) y el poliuretano termoplástico (TPU). Un material de baja viscosidad ayuda a reducir la presión y prolongar la vida útil del molde.
- El polipropileno, el polietileno y el elastómero termoplástico son fáciles de procesar a lo largo de cientos de ciclos.
- Los plásticos más técnicos, como el poliamida o el policarbonato, soportan un menor número de usos.
- El poliuretano termoplástico puede adherirse al molde impreso. Utiliza un agente desmoldante para ayudar a separar la pieza del molde.
Materiales recomendados por Formlabs
Rigid 10K Resin es un material de calidad industrial con un alto contenido de vidrio que sirve como material de moldeo ideal para una gran variedad de geometrías y condiciones del proceso de moldeo por inyección.
Con una temperatura de deflexión bajo carga (HDT) de 218 °C a 0,45 MPa y un módulo de resistencia a la tracción de 10 000 MPa, la Rigid 10K Resin es un material de moldeo resistente, extremadamente rígido y estable térmicamente que mantiene su forma bajo presión y temperatura para producir piezas precisas.
Como alternativa, la High Temp Resin también es adecuada para moldes de inyección. La temperatura de deflexión bajo carga (HDT) de la High Temp Resin de 238 °C a 0,45 MPa es la más alta de las resinas de Formlabs, lo que le permite soportar temperaturas de moldeado más altas con un mejor rendimiento en paredes finas y detalles precisos. Sin embargo, los moldes impresos con la High Temp Resin son más frágiles que los que se imprimen con la Rigid 10K Resin y se rompen mucho antes bajo presión.
LaGrey Pro Resin es una tercera opción, adecuada únicamente para piezas pequeñas y en un número reducido. Se debería utilizar cuando las presiones y temperaturas son bajas y la precisión dimensional de la pieza moldeada es menos importante. Los moldes hechos con la Grey Pro Resin se doblan antes de romperse, lo que empeora la precisión con el tiempo a medida que se utiliza el molde.
Esto aparece resumido en la siguiente tabla, en la que un mayor número de estrellas indica un mejor rendimiento en ese estado.
| Criterios | Rigid 10K Resin | High Temp Resin | Grey Pro Resin |
|---|---|---|---|
| Alta temperatura y presión de moldeo | * * * | * * * | * |
| Alto número de ciclos | * * * | * | * |
| Paredes finas | * * | * * * | * |
| Reducir los costes de resina | * | * * | * * * |
Consideraciones de diseño
Al diseñar una pieza impresa para el moldeo por inyección, sigue las buenas prácticas de Formlabs para la fabricación aditiva y las normas generales para el diseño de moldes de inyección.
Recomendaciones generales:
- Diseña las piezas con ángulos de desmoldeo de 3° a 5°
- Mantén un grosor de pared uniforme en toda la pieza
- Redondea los bordes
- Planifica un margen de material (mínimo 0,5 mm) en el molde y realiza un posacabado para ajustar los tamaños.
Formlabs recomienda imprimir un juego de moldes antes de la producción para comprender las desviaciones dimensionales. Edita el modelo CAD para tener en cuenta estas desviaciones en el diseño del molde.
Métodos para maximizar la vida útil del molde:
- Abre el canal para reducir la presión del interior de la cavidad.
- Diseña un lado de la pila de forma plana, mientras que el otro lado lleva el diseño. Esto reduce la probabilidad de desalineación durante el cierre del molde y reduce el riesgo de rebabas.
- Incluye grandes conductos de aire (de 0,05 mm de profundidad) desde el borde de la cavidad hasta el borde del molde para mejorar el flujo en el molde, minimizar la presión y reducir la rebaba en la zona de la compuerta, con el fin de disminuir el tiempo de ciclo.
- Evita las secciones transversales finas: las superficies con un grosor inferior a 1-2 mm pueden deformarse con el calor.
- Incorpora canales de refrigeración para controlar la temperatura de la herramienta.
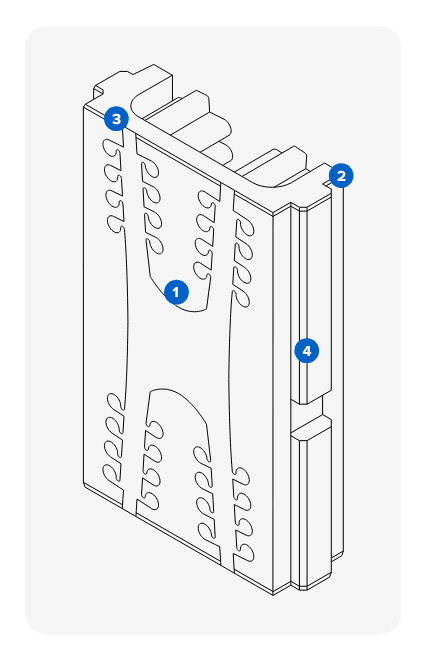
Para optimizar la impresión:
- Añade un chaflán para retirar la pieza impresa de la base de impresión.
- Construye elementos de montaje o pernos de centrado en las esquinas.
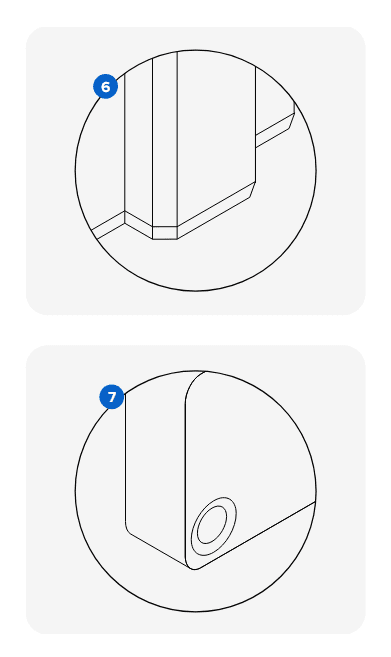
- Reduce la sección transversal en las zonas que no soportan la cavidad para ahorrar costes de material y reducir el riesgo de fallos de impresión o deformaciones.
Consideraciones de impresión
Sigue las buenas prácticas de Formlabs para la orientación de los modelos y evita imprimir soportes en las superficies de moldeo. Si la geometría lo permite, imprime el molde en el borde directamente sobre la base de impresión para reducir la deformación. Una impresión sin soportes también ahorra tiempo de impresión, trabajo manual y resina. Elige una superficie de base que minimice las proyecciones.
- Imprime ambas mitades de los moldes alineadas en referencia a la dirección de impresión. Las posibles variaciones de tamaño serán más uniformes, lo que mejorará la calidad de la línea de partición.
- Proporciona soporte a los machos colgantes, concretamente los de diámetro pequeño.
- Imprime con una altura de capa de 25-50 µm para conseguir precisión dimensional y una expulsión suave de la pieza de plástico del molde.
- Imprime varios machos en caso de rotura. Usa moldes apilados intercambiables para llevar a cabo nuevos ciclos mientras las otras series se enfrían para reducir el tiempo de enfriamiento y compensar la baja conductividad térmica de un molde de plástico.
Consideraciones sobre el posacabado
Sigue las buenas prácticas de Formlabs para el lavado y el poscurado de las impresiones. Consulta los artículos individuales de cada material para conocer las instrucciones específicas de lavado y curado.
- Acaba el molde impreso para que cumpla las dimensiones críticas, como los diámetros y las superficies exteriores.
- Fresarlo, perforarlo o lijarlo a mano ayudará a encajar las dos mitades del molde y a evitar que se genere rebaba.
- Para piezas finas y salientes, utiliza núcleos impresos en 3D con insertos metálicos para evitar roturas.
Para prolongar la vida útil del molde impreso en 3D, Formlabs recomienda:
- Reducir la fuerza de sujeción.
- Mantén la presión y la velocidad de inyección bajas, sobre todo al principio. Aumenta gradualmente los parámetros de inyección.
- Mantén la temperatura de la herramienta por debajo de 60 °C. Para acelerar el enfriamiento:
- Deja que el aire ambiente enfríe el molde.
- Aplica aire comprimido para enfriar el molde.
- Incorpora canales de refrigeración en el diseño.
- Algunos termoplásticos técnicos requieren un agente de desmoldeo. El desmoldante se puede encontrar fácilmente y los desmoldantes de silicona son compatibles con la Grey Pro Resin, la High Temp Resin y la Rigid 10K Resina.
Recomendaciones y limitaciones para el uso final
La impresión 3D es una potente solución para fabricar moldes de inyección con rapidez y costes bajos. Se recomienda especialmente para:
- Prototipado funcional en fases avanzadas con materiales de uso final
- Validación de productos
- Producción de bajo volumen
Aunque los moldes impresos en 3D pueden ofrecer ventajas cuando se utilizan adecuadamente, siguen existiendo limitaciones. Los moldes poliméricos impresos en 3D no tienen las mismas capacidades de rendimiento que los moldes metálicos mecanizados. Algunas de sus limitaciones son:
- Precisión dimensional
- Tiempos de enfriamiento más largos
- Los moldes impresos son más frágiles bajo el calor y la presión
- La adherencia de la pieza al molde puede causar el deterioro del molde durante la extracción
Recursos adicionales