
10 conseils pour optimiser votre flux de travail SLA et obtenir de meilleurs résultats
Depuis son lancement des premières imprimantes de bureau accessibles et de qualité industrielle, Formlabs n'a cessé d'améliorer ses produits et sa stratégie commerciale pour faire en sorte que la production de pièces de haute qualité soit facile, abordable et évolutive pour nos clients. Les imprimantes stéréolithographiques de bureau (SLA), telles que les imprimantes de la série Form 3, et les imprimantes de stéréolithographie masquée (MSLA), telles que celles de la série Form 4, facilitent l'impression de pièces performantes et de haute qualité pour l'utilisation finale, sans avoir à se soucier des paramètres d'impression ou de l'étalonnage de l'équipement.
Cependant, comme pour tout type d'impression 3D, il existe des moyens d'optimiser votre flux de travail. Les experts en impression de Formlabs vous proposent 10 façons de tirer le meilleur parti de votre imprimante.
#1 : Connexion Internet et Dashboard
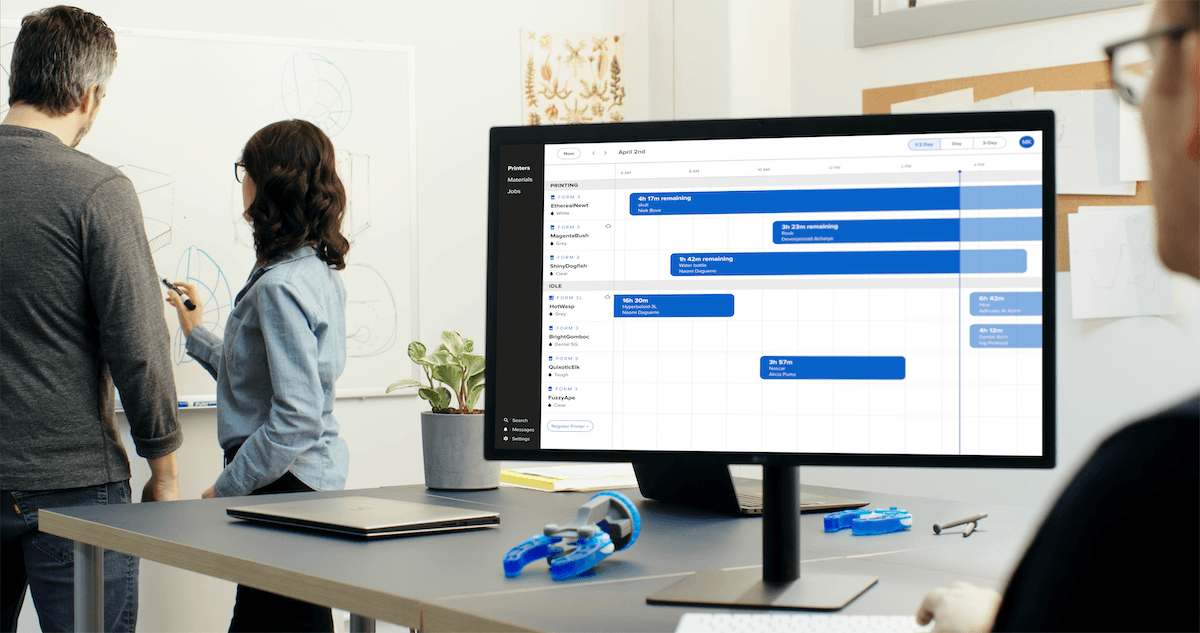
La connexion de votre imprimante à Internet vous permet d'envoyer des fichiers d'impression à distance, de sorte que vous pouvez lancer une tâche d'impression depuis votre domicile, pendant vos trajets, ou simplement en utilisant un autre réseau Internet au travail. Une connexion internet permet également aux imprimantes de rechercher automatiquement les mises à jour du firmware, de sorte que vous ayez toujours accès à un matériel et à des paramètres d'impression optimisés.
Une fois votre imprimante connectée, enregistrez-la sur Dashboard, le logiciel de surveillance des imprimantes en ligne de Formlabs. Dashboard vous permet de contrôler l'état de l'impression à partir de votre navigateur ou de PreForm, et Fleet Control ajoute encore plus de fonctionnalités aux deux plateformes pour booster la productivité des imprimantes. Pour en savoir plus sur les fonctionnalités disponibles dans Dashboard et Fleet Control, et pour savoir comment connecter votre imprimante, consultez nos pages d'assistance spécifiques.
#2 : Optimiser votre conception pour une impression réussie
Bien que l'impression 3D SLA permette d'obtenir des dimensions, des tolérances et une résolution incroyablement précises, il existe toujours des contraintes de conception qui doivent être prises en compte avant de lancer l'impression.
Voici un exemple : bien qu'il soit possible d'obtenir des parois d'une épaisseur inférieure à 0,2 mm, celles-ci risquent d'être trop fragiles pour résister aux forces exercées pendant les phases d'impression et de post-traitement. Pour garantir la réussite de l'impression, les caractéristiques des parois ne doivent être de 0,2 mm ou plus. Téléchargez le guide de conception complet pour en savoir plus.
#3 : Comprendre les avertissements de PreForm et comment adapter les pièces
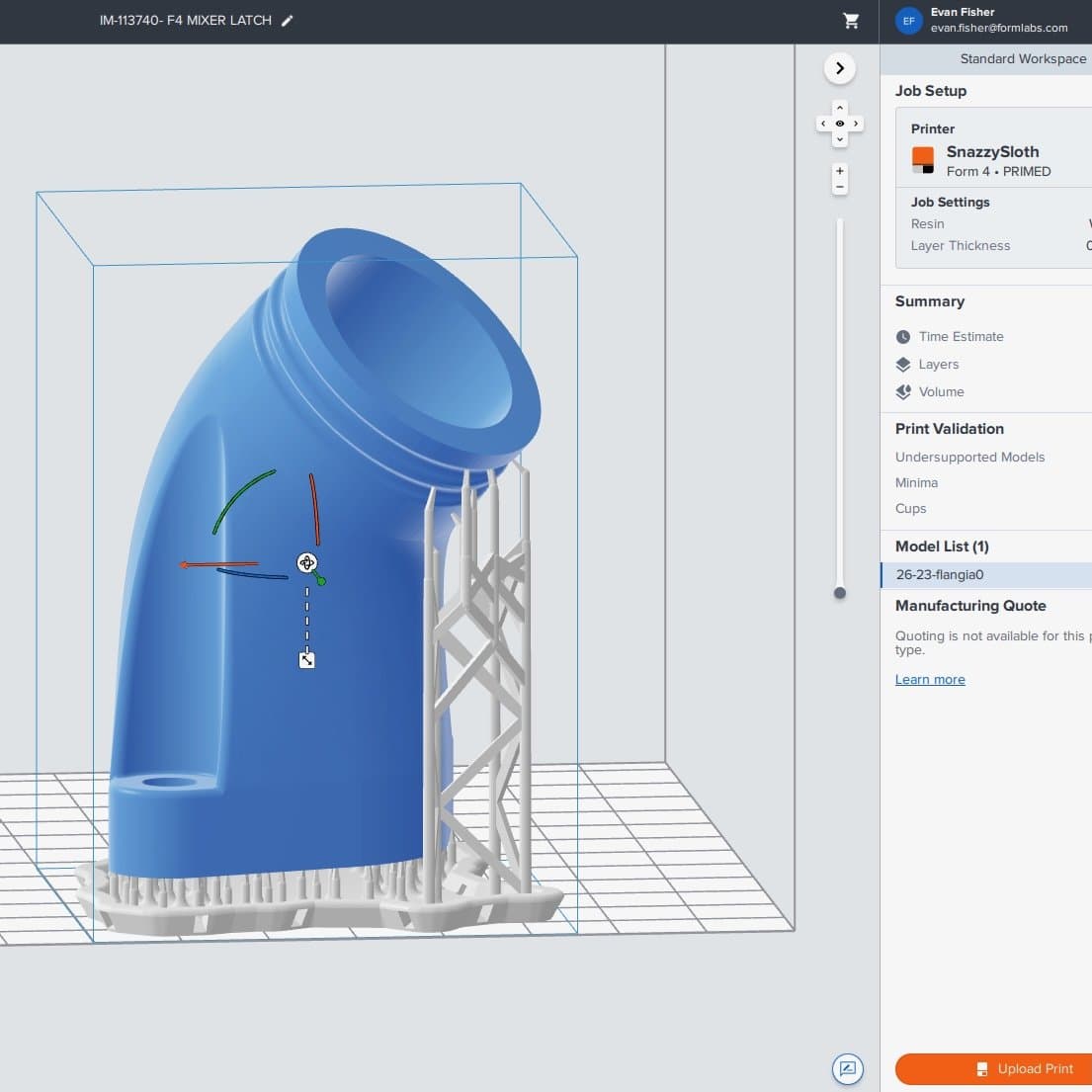
Avant d'envoyer votre pièce à l'imprimante, PreForm analyse le fichier pour en vérifier l'imprimabilité et détecter les éventuelles caractéristiques et géométries problématiques. Pour garantir une impression réussie, il est important de comprendre les différents types de problèmes possibles et d'ajuster l'orientation de vos pièces afin de les éviter.
Zones en jaune : les cavités sont des zones où la résine liquide risque d'être piégée pendant l'impression. Il en résulte une moins bonne résolution de la surface, voire un échec complet de l'impression. Si une quantité suffisamment importante de résine est placée à l'intérieur d'un élément, elle peut créer un effet d'« éclatement ». Pour éviter les cavités, orientez vos pièces de manière à permettre à la résine de s'écouler librement, ou créez un canal de drainage à l'intérieur de votre modèle. Vous pouvez également ajouter un trou de drainage à l'aide de la fonction Trou dans PreForm pour permettre à la résine de s'écouler des cavités.
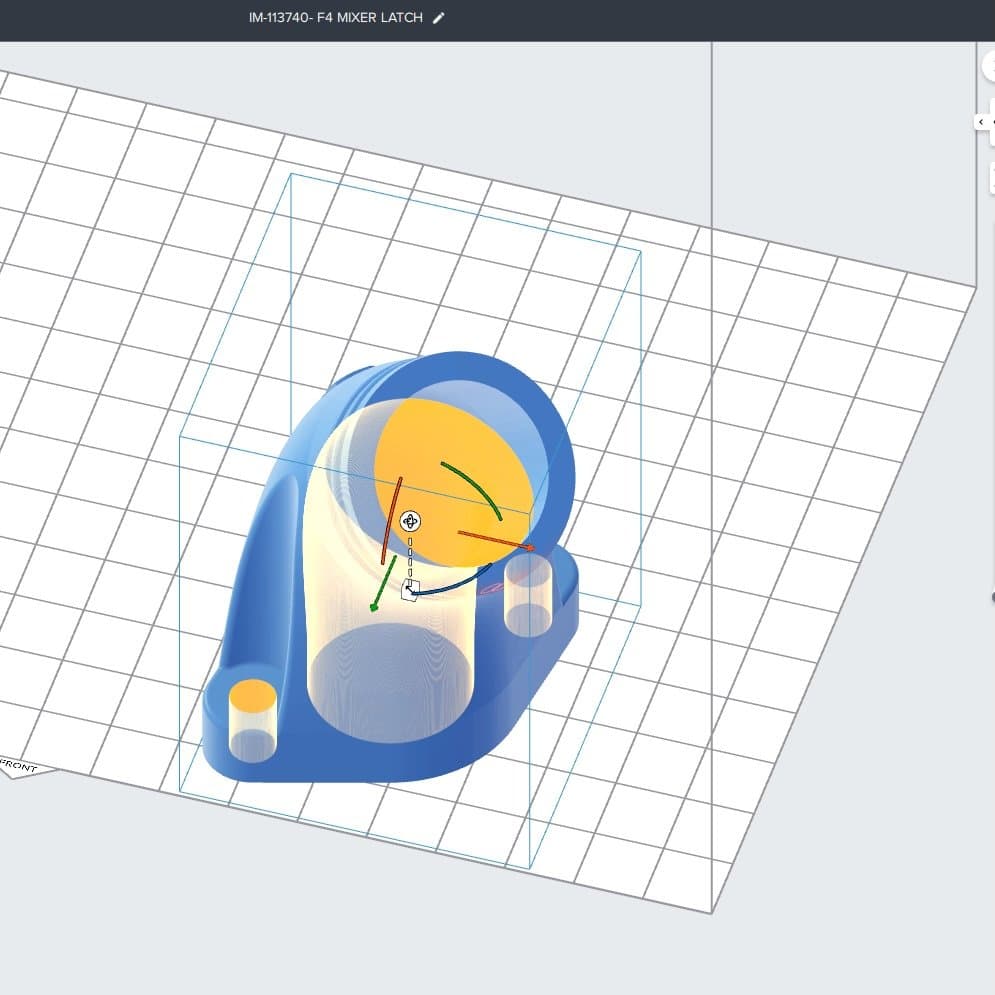
Les zones indiquées en jaune sont des « cavités », où la résine liquide risque d'être piégée pendant l'impression.
Le fait de modifier légèrement l'orientation permet à la résine liquide de s'écouler pendant le processus d'impression.
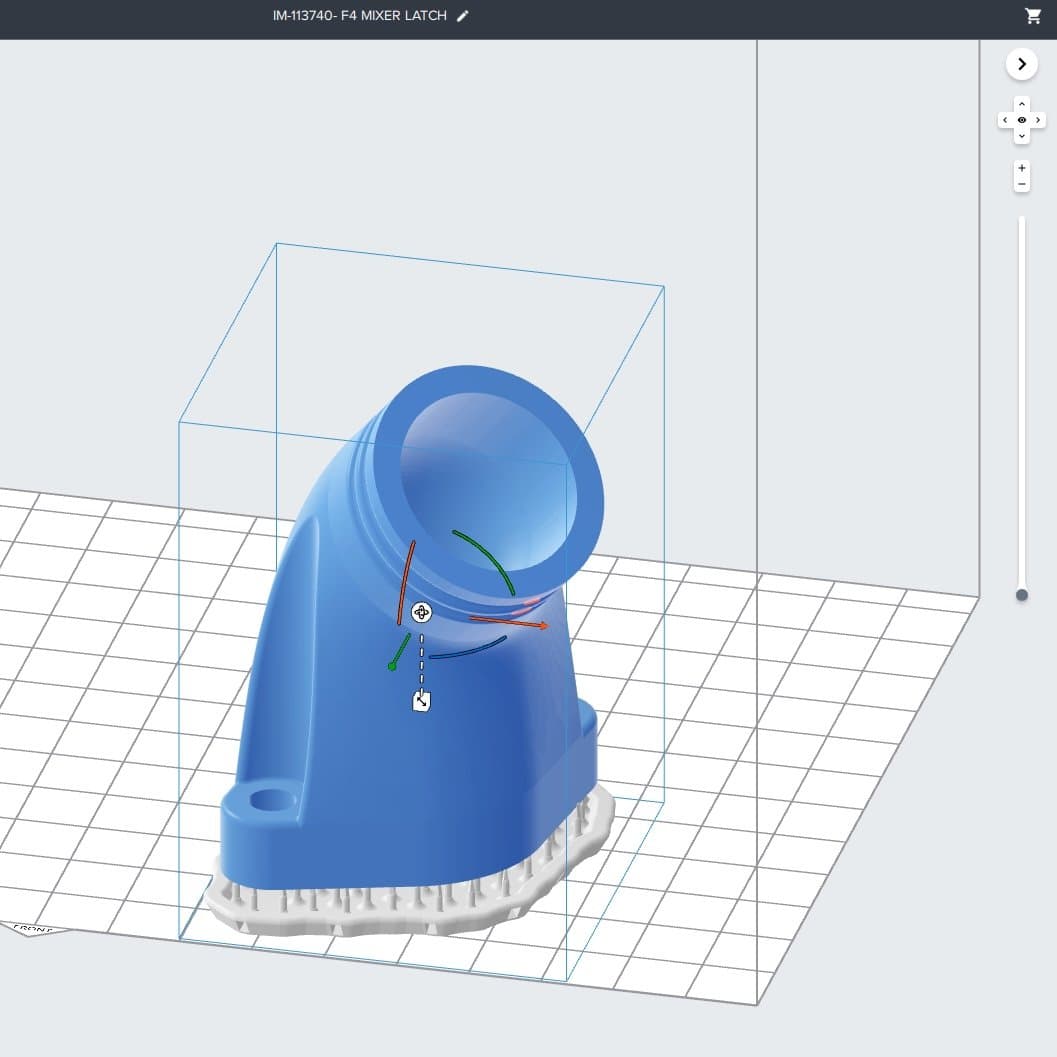
Contours rouges : On parle de minima non soutenus lorsque le point le plus bas d'une pièce ou d'un élément est suspendu et ne comporte aucun support. Comme les imprimantes de la série Form impriment couche par couche, ces minima ne seront pas attachés au reste du modèle. Au lieu de cela, ils resteront collés au fond du bac lorsque la plateforme de fabrication se soulèvera et passera à la couche suivante, ce qui entraînera un échec. Pour éviter cela, ajoutez des supports aux endroits indiqués.
Les contours rouges (dans les cercles jaunes) indiquent les zones instables qui nécessitent plus de supports.
L'ajout de supports supplémentaires permet de faire disparaître les contours rouges et d'assurer la réussite de l'impression.
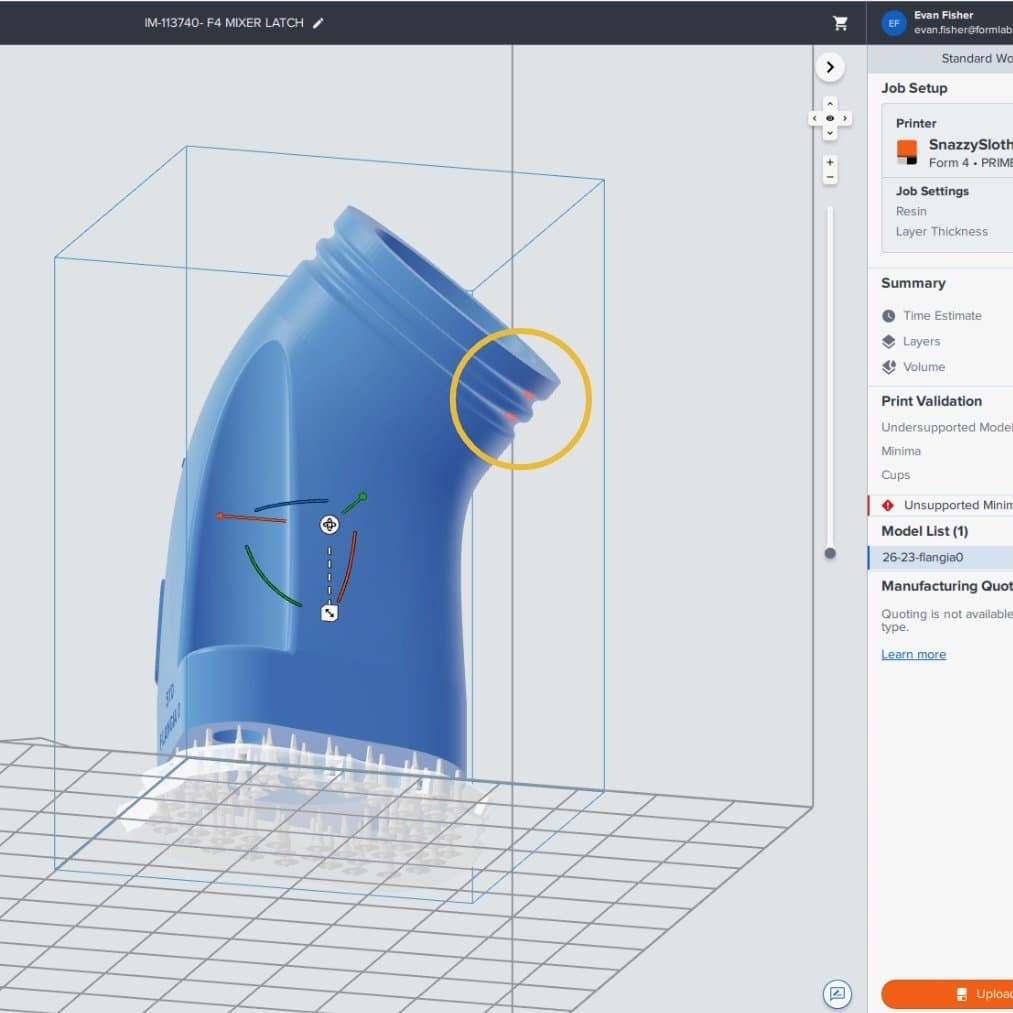
Teinte rouge : Il s'agit de zones en surplomb ou géométriquement instables qui doivent être davantage soutenues. Une géométrie insuffisamment soutenue entraînera des échecs d'impression. L'intensité de la teinte rouge représente la gravité du problème : les zones plus claires indiquent un léger souci, tandis que les zones plus foncées représentent des problèmes plus importants. L'ajout de supports supplémentaires dans ces zones résoudra ces problèmes.
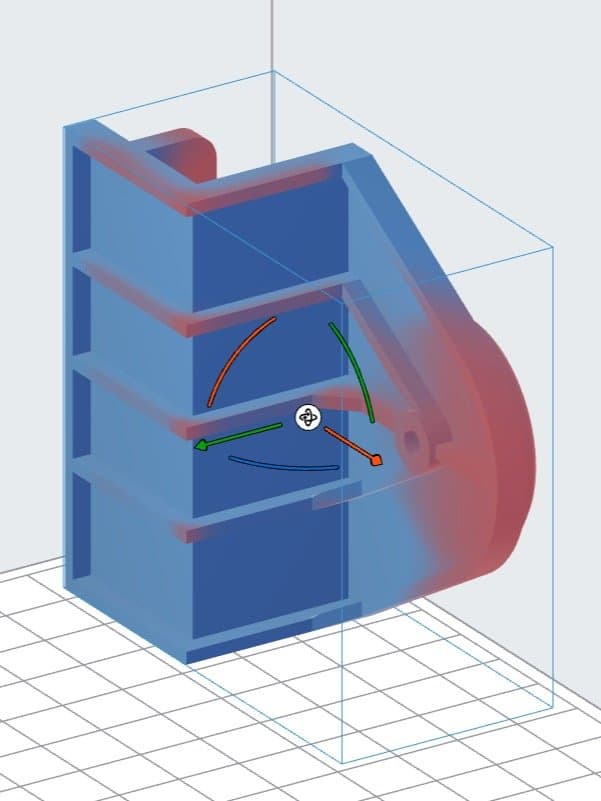
Les zones en rouge indiquent les problèmes potentiels où les caractéristiques du modèle ne sont pas soutenues.
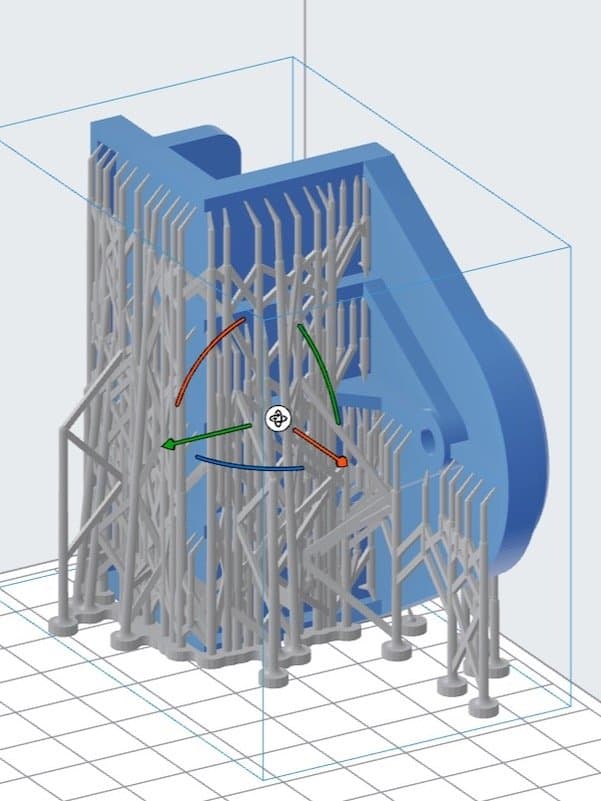
L'ajout de supports supplémentaires dans ces zones résoudra les problèmes mis en évidence en rouge.
Pour en savoir plus sur la manière d'éviter les géométries, les formes ou les orientations problématiques, consultez nos pages de ressources.
#4 : Optimiser la génération et le placement des supports
Comprendre comment soutenir efficacement les pièces est un élément essentiel de l'impression 3D. PreForm peut générer automatiquement des supports et offre une aide précieuse pour soutenir efficacement vos pièces. Si vous souhaitez modifier le nombre ou l'emplacement des supports, vous avez la possibilité de les personnaliser entièrement.
Par exemple, vous pouvez choisir une base (la fondation sous votre modèle) pour relier tous les supports, ou des supports rejoignant chacun la plateforme de fabrication. Vous pouvez également sélectionner la densité et la taille des points de contact des supports.
Un plus grand nombre de supports et des points de contact plus larges apporteront plus de stabilité pour les formes difficiles, mais des points de contact plus petits et des supports moins dense sont plus faciles à enlever. Les utilisateurs avancés peuvent également ajouter et supprimer manuellement des supports à l'aide du pinceau.
Pour en savoir plus sur le placement des supports, consultez notre page d'assistance.
#5 : Comprendre la différence entre l'impression sur base et l'impression directe sur la plateforme
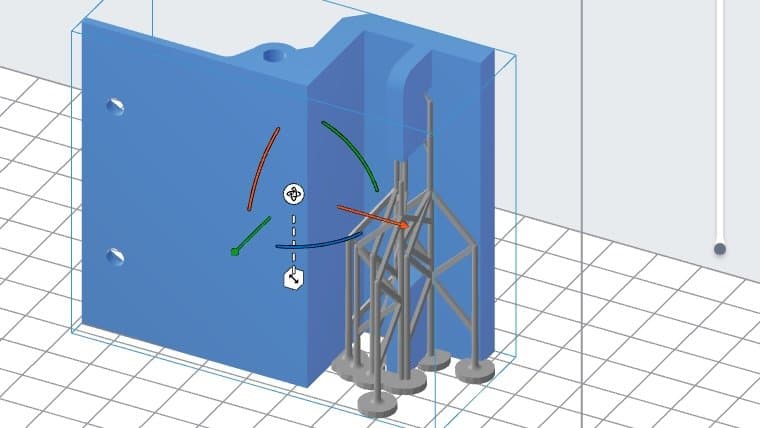
Si certaines pièces peuvent être imprimées directement sur la plateforme de fabrication pour des raisons d'efficacité, les petites pièces doivent être imprimées avec une « base complète » ou une « mini-base ». Une base complète est créée par des supports individuels qui convergent lorsqu'ils rencontrent la plateforme de fabrication, soulevant ainsi la pièce entière plus loin de la surface de la plateforme. Une mini-base est utilisée pour les caractéristiques qui nécessitent des supports, même si le reste de la pièce est imprimé directement sur la plateforme de fabrication. Cette option permet d'utiliser moins de matériau pour les supports, mais peut poser problème si le reste de la pièce n'a pas une base plate.
Cette structure sur « base complète » est créée au fur et à mesure que les structures de support individuelles convergent vers la plateforme de fabrication.
Dans le cas de pièces multiples, il est plus judicieux d'utiliser une base complète que plusieurs bases plus petites.
Imprimer directement sur la plateforme de fabrication avec des mini-bases peut être un bon compromis pour les éléments qui ont besoin d'être soutenus.
Les grandes pièces avec des surfaces planes peuvent être imprimées directement sur la plateforme. Il est toutefois recommandé d'utiliser la Build Platform 2 ou la Build Platform 2L pour les imprimantes de la série Form 3 ou la Build Platform Flex ou la Build Platform Flex L pour les imprimantes de la série Form 4 afin de s'assurer que les pièces se détachent facilement. Ces plateformes de fabrication utilisent la technologie brevetée de détachement rapide pour retirer les pièces sans les abîmer.
#6 : Optimiser le flux de travail de post-traitement
Les pièces imprimées en 3D par SLA doivent être lavées dans de l'alcool isopropylique (IPA) et polymérisées une fois l'impression terminée. La Form Wash et la Form Wash L sont des solutions automatisées qui agitent l'IPA pour nettoyer précisément vos pièces et enlever toute la résine de la surface, tout en gardant votre espace de travail propre et organisé. Le solvant se sature de résine avec le temps, il faut donc le remplacer. Laisser les pièces dans l'IPA pendant trop longtemps les fera gonfler.
Alternativement, Formlabs Resin Washing Solution peut être utilisé à la place de l'IPA pour le lavage de la plupart des résines. Le solvant est ininflammable selon la classification SGH et offre les mêmes performances de nettoyage que l'IPA, mais il peut dissoudre deux fois plus de résine jusqu'à ce qu'il soit saturé.
La Form Cure, la Form Cure L et la Fast Cure utilisent de la lumière à 405 nm et de la chaleur pour post-polymériser les pièces afin qu'elles atteignent leurs propriétés mécaniques optimales. Toutes les solutions de post-polymérisation disposent de préréglages pour les résines Formlabs, ce qui permet de régler les durées et les températures optimales en tournant simplement le bouton de réglage.
Outre le lavage et la post-polymérisation des pièces, il existe de nombreuses façons de post-traiter les impressions SLA. Tous les procédés, du placage des métaux au revêtement, à la teinture, à la peinture et au sablage, peuvent aider vos pièces à obtenir une finition de surface et des propriétés mécaniques optimales.
Pour en savoir plus sur le post-traitement, consultez notre page d'assistance ou notre guide sur le post-traitement SLA.
#7 : Se familiariser avec la gamme de matériaux de Formlabs
Formlabs propose plus de 45 matériaux, chacun conçu pour résoudre un problème auquel sont confrontés les ingénieurs, les concepteurs, les fabricants et les professionnels des secteurs dentaire et médical. Les matériaux sont conçus pour élargir la gamme de choses que vous pouvez faire avec les imprimantes de la série Form et comprennent de véritables céramiques techniques, du silicone pur, des matériaux antistatiques, des matériaux ignifuges et une gamme de matériaux biocompatibles.
Nous avons fait en sorte qu'il soit facile de trouver le matériau qui vous convient grâce à notre catalogue interactif de matériaux, où vous pouvez trouver des informations détaillées sur chaque matériau, comparer les propriétés côte à côte et télécharger des fiches techniques et de sécurité. Une autre façon de trouver un matériau qui vous conviendra est d'explorer la section Applications du site web de Formlabs et de lire les guides de flux de travail ou les études de cas pour voir comment d'autres clients de Formlabs utilisent certains matériaux dans des applications similaires.
#8 : Comprendre l'entretien et la maintenance des bacs à résine
Les bacs à résine jouent un rôle essentiel dans la fiabilité, l'uniformité et la précision de nos imprimantes. Voici quelques bonnes pratiques pour l'entretien et la manipulation des bacs :
-
Ne touchez pas et n’endommagez pas la surface inférieure du bac à résine.
-
Les contaminations, la poussière ou les rayures obstruent la lumière et provoquent des erreurs d'impression.
-
-
N'utilisez jamais d'outils tranchants pour retirer des éléments du bac à résine (utilisez plutôt l'outil de retrait en plastique fourni).
-
Lorsque vous changez de type de résine, il faut toujours également changer le bac à résine et la cartouche. Retirez la cartouche avant de retirer le bac pour éviter que de la résine ne s'égoutte de la valve de la cartouche à l'intérieur de l'imprimante.
-
Utilisez un bac à résine différent pour chaque type de résine Formlabs.
-
Lorsqu'un bac à résine n'est pas installé dans l'imprimante, rangez-le dans son étui pour les imprimantes de la série Form 3, ou avec le couvercle réutilisable pour les imprimantes de la série Form 4. Lorsqu'elles sont recouvertes d'un couvercle, les bacs à résine des imprimantes de la série Form 4 peuvent être empilés pour faciliter le stockage.
-
S'il y a de la résine liquide à l'intérieur de l'étui ou au fond du bac, nettoyez-les avant de le stocker.
-
Le bac à résine doit être couvert afin d'éviter que la lumière ambiante ne durcisse la résine liquide dans le bac.
-
Veillez à n'utiliser que les outils recommandés pour interagir avec le bac à résine afin d'éviter de rayer le fond du bac.

Le bac à résine de la Form 4/B est livré avec un couvercle réutilisable.

Portez des gants lorsque vous manipulez de la résine, comme c'est le cas avec ce bac à résine de Form 3.
#9 : Optimiser les durées d'impression
Les imprimantes SLA de Formlabs utilisent un système de distribution de résine automatisé qui permet à la résine de remplir le bac automatiquement. Ce procédé est idéal pour maintenir la résine dans le bac lors de l'impression.
Les imprimantes Form 4 offrent un remplissage de résine 5 à 10 fois plus rapide et des temps d'impression similaires sur l'ensemble de la plateforme de fabrication, que vous imprimiez une seule pièce ou plusieurs. Par conséquent, remplir entièrement une plateforme de fabrication permettra d'obtenir plus de pièces à des vitesses similaires, ce qui optimisera votre temps d'impression.
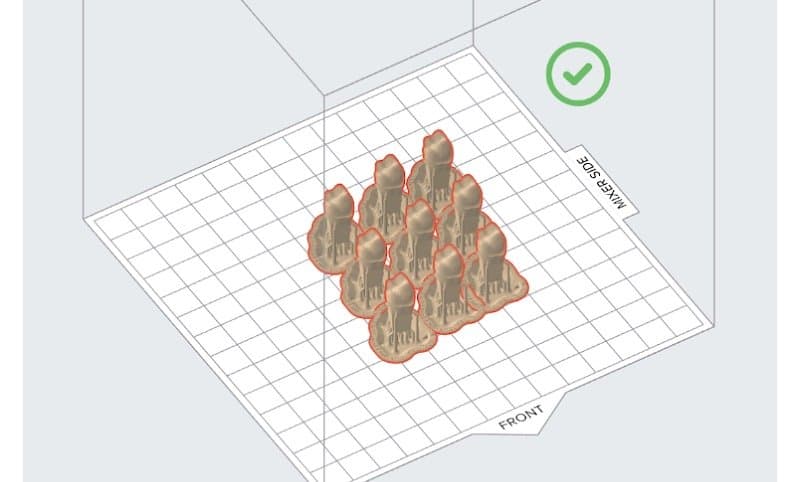
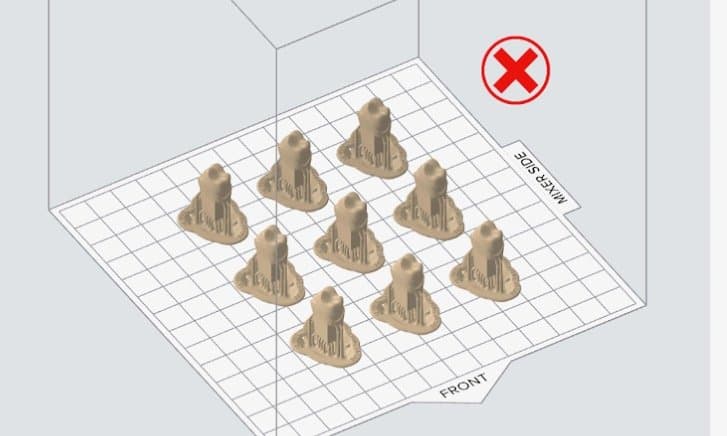
Les imprimantes de la série Form 3 commencent à imprimer du côté droit du bac. Le fait de placer les pièces plus près de l'extrémité appelée « MIXER SIDE » (côté mélangeur) dans PreForm permet généralement de réduire les temps d'impression. Le fait de placer les pièces à proximité les unes des autres (en particulier dans l'axe X) réduit la distance que doit parcourir la Light Processing Unit (LPU) et permet de réduire les temps d'impression. Pour voir cet effet en action, vous pouvez appuyer sur le bouton « Estimation du temps » dans PreForm et voir comment l'estimation change en fonction de l'orientation des pièces.
L'impression 3D SLA est également un processus couche par couche, de sorte que l'orientation d'une pièce avec une hauteur de l'axe Z plus basse permettra de réduire le nombre de couches et d'accélérer les temps d'impression.
#10 : Ne jamais cesser d'apprendre
L'un des principaux avantages de l'impression 3D est que les erreurs ne sont pas aussi lourdes de conséquences qu'avec d'autres méthodes de fabrication. Si une pièce présente un défaut, le fichier et les moyens de production permettent d'immédiatement en imprimer une autre. La résine a certes un prix, mais elle coûte beaucoup moins cher que les erreurs commises dans le cadre d'un processus d'outillage traditionnel. Apprendre à optimiser ses conceptions, l'orientation de la pièce, le placement des supports et le choix des matériaux, c'est passer du temps avec l'imprimante et faire d'abord les mauvais choix, afin de mieux comprendre ce qui fait une bonne impression.
Les ressources pour vous aider dans ce processus d'apprentissage sont légions : le site web de Formlabs propose des webinaires, des livres blancs et des guides pour tout ce qui concerne la conception et le post-traitement. Au-delà de nos propres ressources, notre communauté d'utilisateurs Formlabs est une incroyable mine de connaissances. Demandez à votre contact commercial de vous mettre en relation avec une personne travaillant dans une application ou un secteur similaire ou participez à des événements tels que le Formlabs User Summit ou The Digital Factory pour rencontrer des clients qui peuvent vous inspirer ou vous guider. Utilisez les groupes sur les réseaux sociaux ou le forum Formlabs pour communiquer, partager des conseils ou poser des questions.
Formlabs a mis au point le premier flux de travail accessible pour l'impression 3D SLA de qualité industrielle il y a des années, et nous avons appris (tout comme nos utilisateurs) au fur et à mesure de notre croissance. L'impression 3D rend le processus itératif plus performant, plus approfondi et plus rapide, ce qui s'applique également au processus d'apprentissage de l'impression ainsi qu'aux modifications de conception que vos pièces subiront.
Pour parler à un expert de votre secteur ou être mis en relation avec un autre utilisateur, contactez notre équipe commerciale. Pour découvrir les imprimantes 3D de la série Form 4, visitez notre site web.