Création d’une nouvelle épaisseur de couche avec l’éditeur de paramètres d’impression (SLA)
Création d’une nouvelle épaisseur de couche avec l’éditeur de paramètres d’impression (SLA)
Il existe de nombreuses raisons pour lesquelles il peut être utile de modifier l’épaisseur des couches d’une impression, que ce soit pour augmenter la vitesse d’impression, obtenir des détails plus fins ou des surfaces plus lisses. Formlabs règle généralement les paramètres d’impression pour des épaisseurs de couche de 100 μm et 50 μm, car elles répondent à la plupart des besoins courants des utilisateurs, mais votre application spécifique peut nécessiter autre chose. Créer une nouvelle épaisseur de couche est également l’un des moyens les plus simples de commencer à apprendre à utiliser l’éditeur de paramètres d’impression pour adapter les matériaux Formlabs à vos besoins.
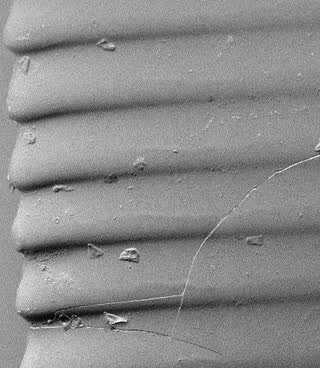
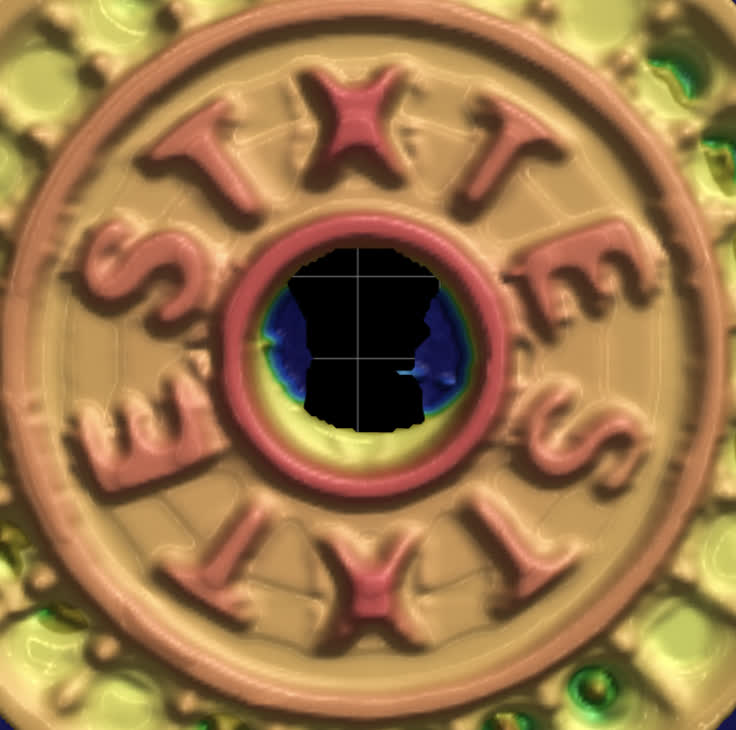
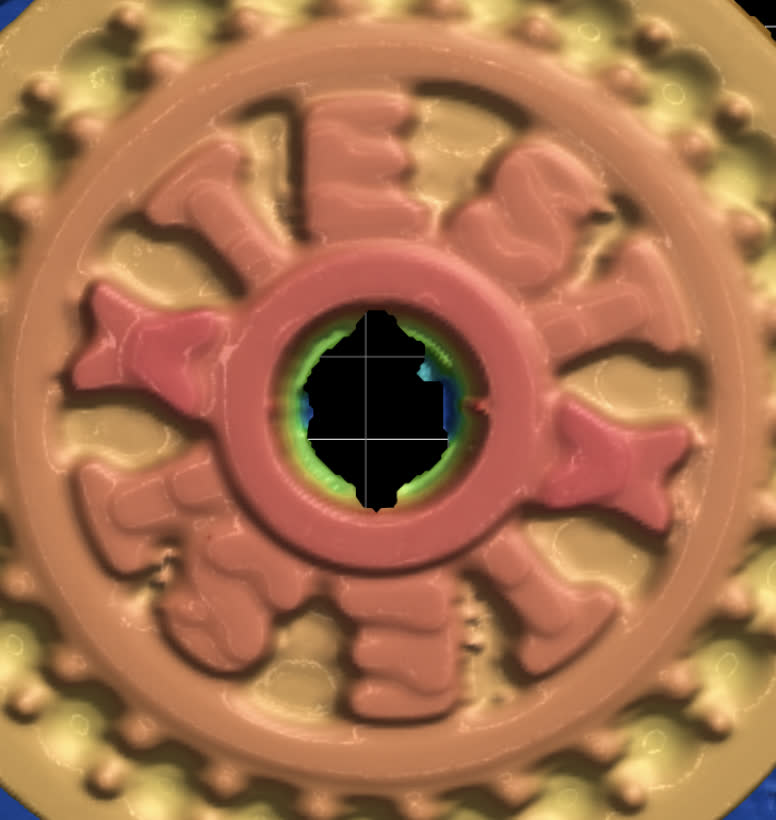
Ci-dessus, deux images agrandies de filets de vis imprimés à des épaisseurs de couche différentes. La pièce de gauche a été imprimée à 25 microns, tandis que la pièce de droite a été imprimée à 100 microns. La différence de la surface supérieure est clairement visible, avec un effet de stries évident à 100 microns, mais il convient de noter que les autres surfaces et la précision générale ne sont pas très différentes entre les deux. Si des épaisseurs de couche plus faibles augmentent toujours le temps d’impression, elles n’augmentent pas nécessairement la précision de vos impressions.
Création d’un paramètre d’impression personnalisé
Suivez les instructions pour créer un paramètre d’impression personnalisé dans Utilisation de l’éditeur de paramètres d’impression PreForm (SLA). Commencez par un paramètre d’impression Formlabs pour votre matériau et choisissez une épaisseur de couche aussi proche que possible de l’épaisseur de couche souhaitée. Par exemple, commencez par un paramètre d’impression de 100 microns si vous prévoyez de créer un paramètre de 200 microns, ou choisissez le paramètre de 50 microns pour un paramètre de 25 micions. Cela réduira la quantité de réglages nécessaires. Veillez à nommer le paramètre d’impression et à lui donner une description afin de pouvoir le retrouver et l’utiliser facilement à l’avenir.
Paramètres qui influent sur l’épaisseur de la couche
Lorsque vous modifiez l’épaisseur de couche d’un paramètre d’impression personnalisé, vous devez souvent modifier également les paramètres suivants. Pour une explication complète de chaque paramètre, consultez Utilisation de l’éditeur de paramètres d’impression PreForm (SLA).
| Paramètre | Notes |
|---|---|
| Épaisseur de couche | La modification de ce paramètre ne modifie que les mouvements du moteur entre les couches. Aucune autre valeur, telle que l’exposition ou l’intensité de l’éclairage, n’est recalculée. |
| Exposition du remplissage du modèle | Exposition du remplissage du modèle définit la densité d’énergie appliquée lors de l’impression de l’intérieur de chaque modèle. Comme vous modifiez l’épaisseur de résine à polymériser à chaque couche, vous devez également modifier cette valeur pour compenser. En général, cette échelle est linéaire par rapport à l’épaisseur. Par exemple, pour une épaisseur de couche correspondant à la moitié du paramètre d’impression d’origine, appliquez la moitié de l’exposition. |
| Exposition au remplissage des supports | Identique à Exposition au remplissage du modèle |
| Exposition au remplissage du périmètre | Identique à Exposition au remplissage du modèle |
| Exposition au remplissage des surplombs | Identique à Exposition au remplissage du modèle |
Plus rarement, vous pouvez également avoir besoin de modifier ces paramètres :
| Paramètre | Notes |
|---|---|
| Attente de la polymérisation post-exposition | L’augmentation de l’Attente de la polymérisation post-exposition peut permettre à la pièce de se détendre plus facilement du film du bac et de réduire les forces subies par vos pièces pendant l’impression. |
| Irradiance | L’irradiance, ou l’intensité des LED, peut être augmentée pour réduire le temps d’impression. Diminuez cette valeur pour améliorer la fiabilité de l’impression, prolonger la durée de vie de la LPU et atténuer la gélification de la résine. |
| Intensité de l’écrasement | Des épaisseurs de couche plus fines peuvent nécessiter des mouvements d’écrasement plus doux pour éviter d’endommager la pièce. La réduction de l’intensité de l’écrasement peut améliorer ce phénomène, bien que l’imprimante doive également compenser automatiquement. |
| Écrasement personnalisé | Si l’option Écrasement personnalisé est activée, les mouvements constitutifs (Décélération de l’écrasement, Vitesse maximale d’écrasement, Attente de l’écrasement et Attente de l’écrasement des premières couches) devront être réglés. Pour des épaisseurs de couche plus fines :
|
Réglage des paramètres
Après avoir créé votre paramètre d’impression personnalisé, effectuez un test d’impression avec des géométries représentatives de ce que vous essayez d’imprimer. Si possible, commencez par les pièces imprimées directement sur la plateforme de fabrication, car cela permet d’éviter de nombreux problèmes liés aux supports. Ajustez vos paramètres d’impression en fonction de vos résultats. La plupart des erreurs peuvent être corrigées en modifiant quelques paramètres clés :
| |
| |
|  |
| |
|  |
|  |
Production industrielle
Exemple 1 : Création d’une épaisseur de couche de 150 μm pour ESD Resin
Créer une épaisseur de couche de 150 μm pour ESD Resin est utile pour accélérer les temps d’impression, en particulier lorsque les pièces sont des formes géométriques assez simples. Pour commencer, les paramètres suivants ont été modifiés par rapport au paramètre d’impression de 100 microns existant :
- Épaisseur de couche : 0,100 mm -> 0,150 mm
- Exposition de la surface supérieure : 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Exposition des points de contact des supports : 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Exposition sur les supports : 41,3 mJ/cm2 -> 61,95 mJ/cm2
- Exposition du remplissage du modèle : 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Exposition et décalage des premières couches :
- Entrée 1 : 133,4 mJ/cm2 -> 200 mJ/cm2
- Entrée 2 : 31,4 mJ/cm2 -> 47,10 mJ/cm2
Notez que, puisque l’épaisseur de couche a augmenté de 50 %, les paramètres d’exposition indiqués ici ont également augmenté.
Impression du test initial
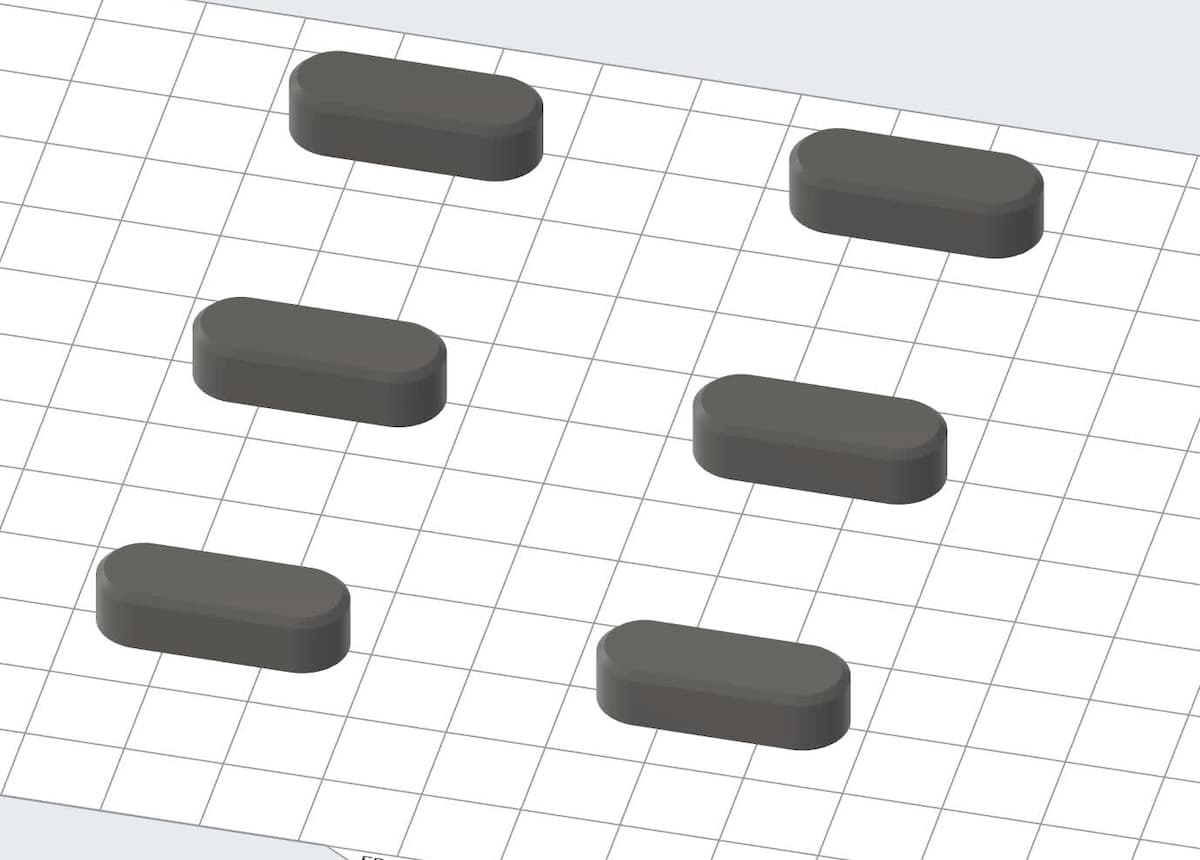
L’impression test initiale était un ensemble de clips de repérage pour une montre. Ce modèle a été choisi parce qu’il est petit (42 couches et 16 minutes) et qu’il n’a pas de contre-dépouilles, de supports ou d’autres caractéristiques qui pourraient compliquer le réglage. Cette impression n’a posé aucun problème, le paramètre d’impression est donc prêt pour des tests plus compliqués.

Test des nouveaux paramètres sur un fichier de pièce réel
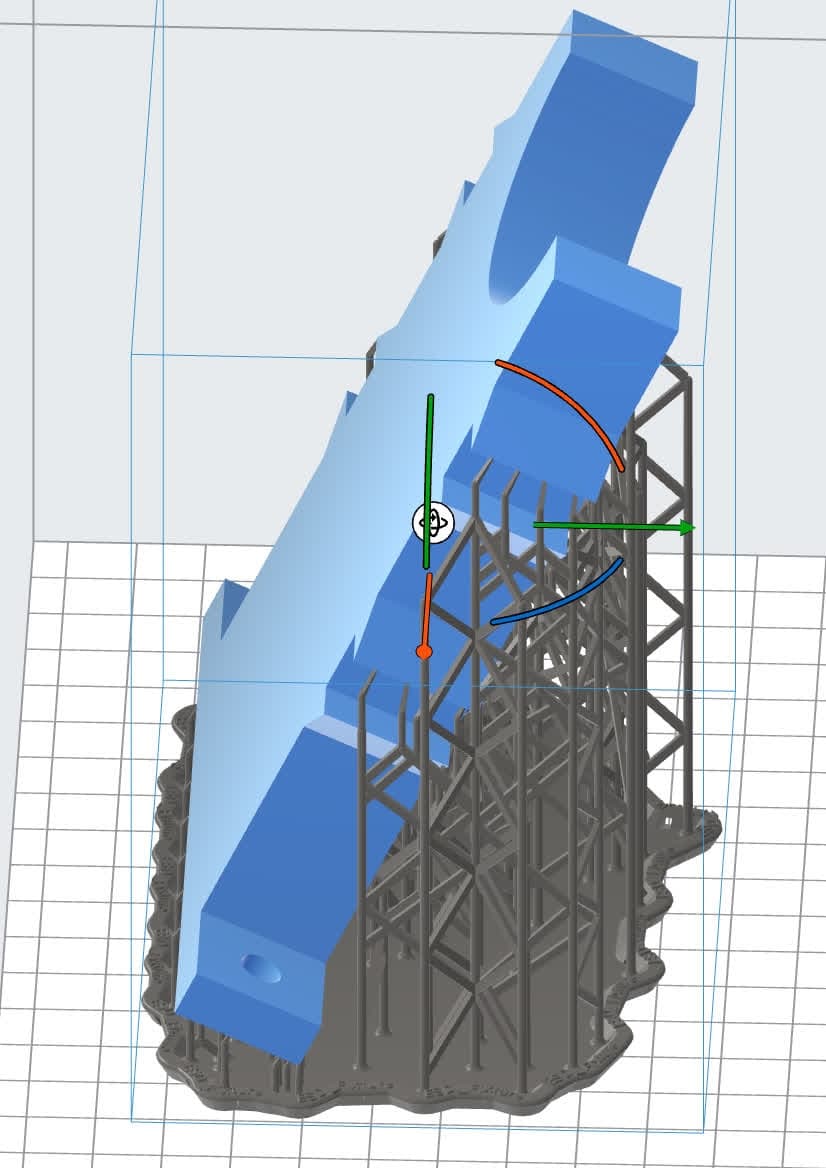
Le développement des paramètres d’impression sur un modèle de test plat et simple est utile pour résoudre les premiers problèmes et obtenir l’impression de la nouvelle épaisseur de couche, mais vos modèles peuvent inclure des caractéristiques qui peuvent entraîner des complications dans l’impression, telles que des surplombs, de grandes surfaces, des supports ou des détails fins. Après avoir validé dans un premier temps votre paramètre d’impression personnalisé, continuez à surveiller les impressions plus complexes. Dans cet exemple, nous sommes passés d’un ensemble de clips de montre à un grand bracket. Ce support nécessite des supports et prend généralement environ cinq heures à imprimer en utilisant les paramètres d’impression standard de 100 microns. En augmentant l’épaisseur de couche à 150 microns, nous pouvons réduire le temps d’impression à quatre heures. Le support a été imprimé avec succès avec les paramètres énumérés ci-dessus. Notez que des modèles très différents peuvent nécessiter des réglages supplémentaires.
Exemple 2 : Création d’une épaisseur de couche de 10 μm pour ESD Resin
Les épaisseurs de couche extrêmement faibles ne sont généralement pas recommandées. Les forces en jeu sont souvent beaucoup plus importantes, ce qui entraîne des temps de couche plus longs et peut endommager le bac à résine ou même l’imprimante elle-même. Le gain de résolution est généralement très faible, voire négatif, car les détails les plus petits sont endommagés soit par l’augmentation des forces, soit par le fait qu’ils ne sont pas exposés aussi complètement qu’ils le seraient dans une couche plus grande.
Cependant, il est toujours possible d’imprimer avec succès des couches aussi fines. Cet exemple montre donc une épaisseur de couche de 10 μm, certains modes d’échec associés et les paramètres que vous pouvez utiliser pour minimiser les risques.
Pour commencer, les paramètres suivants ont été modifiés par rapport au paramètre d’impression de 50 microns existant. Notez que, puisque l’épaisseur de couche a diminué de 80 %, les paramètres d’exposition indiqués ici ont également diminué.
- Épaisseur de couche : 0,050 mm -> 0,010 mm
- Tous les paramètres d’exposition : 18,4 mJ/cm2 -> 3,68 mJ/cm2
- Exposition et décalage des premières couches :
- Entrée 1 : 133,4 mJ/cm2 -> inchangé (0,0 mm)
- Entrée 2 : 18,4 mJ/cm2 -> 3,7 mJ/cm2 (0,6 mm)
- Hauteurs et décalages inchangés
Comme nous avons considérablement réduit l’épaisseur de la couche, les paramètres d’écrasement doivent également être modifiés pour des valeurs beaucoup plus faibles et plus prudentes :
- Décélération de l’écrasement : 500 mm/s2 -> 1,0 mm/s2
- Avec la valeur par défaut, l’abaissement de la plateforme de fabrication dans la résine entraînerait une augmentation massive de la pression, déclenchant une erreur de détection de fragments sur l’imprimante.
- Attente après l’écrasement des premières couches : 110 s -> 120 s
- Attente après l’écrasement : 30 s -> 80 s
- Pour des épaisseurs de couche très fines, un temps supplémentaire est nécessaire pour permettre à toute la résine de s’écouler sous la pièce.
- Vitesse d’écrasement maximale : 60,0 mm/s -> 15,0 mm/s
- Cela laisse également plus de temps à la résine pour s’écouler autour de la plateforme de fabrication et des pièces imprimées, ce qui réduit les forces exercées sur celles-ci et augmente la précision globale de l’impression.
L’impression test initiale
L’impression test initiale était la même que pour l’exemple de 150 μm ci-dessus. Ici, l’impression a échoué dans la plupart des cas, tous les blocs sauf un ayant échoué après les premières couches.


Pour résoudre ce problème :
- Mesurez l’épaisseur du matériau qui a réussi à adhérer à la plateforme de fabrication. Cela permet de déterminer s’il y a un problème lors du passage des premières expositions de couches (qui se terminent à 0,6 mm) ou lors du transfert de l’écrasement des premières couches.
- Ajustez les paramètres des premières couches dans l’éditeur de paramètres d’impression en fonction de vos résultats. Ici, les pièces ont échoué à presque exactement 0,6 mm, ce qui implique que la valeur Exposure (Exposition) à cette hauteur est trop faible. Dans cet exemple, nous avons diminué l’exposition dans la deuxième entrée Early Layer Exposure and Offset (Exposition et décalage des premières couches) de 18,4 mJ/cm2 à 3,7 mJ/cm2. En l’augmentant à 10 mJ/cm2, les six pièces ont pu être produites sans problème.
- Vous pouvez également augmenter la valeur de Hauteur. PreForm interpole linéairement entre les entrées de l’onglet Early Layer Exposure and Offset (Exposition et décalage des premières couches), de sorte que cela rendrait le changement d’exposition plus progressif entre les premières couches successives.
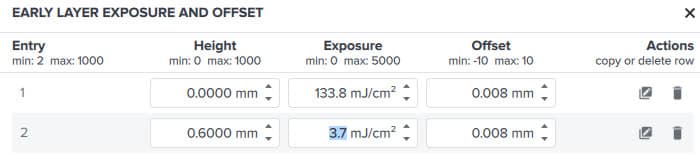
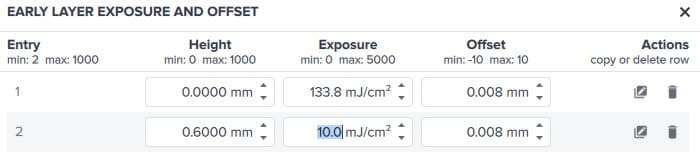
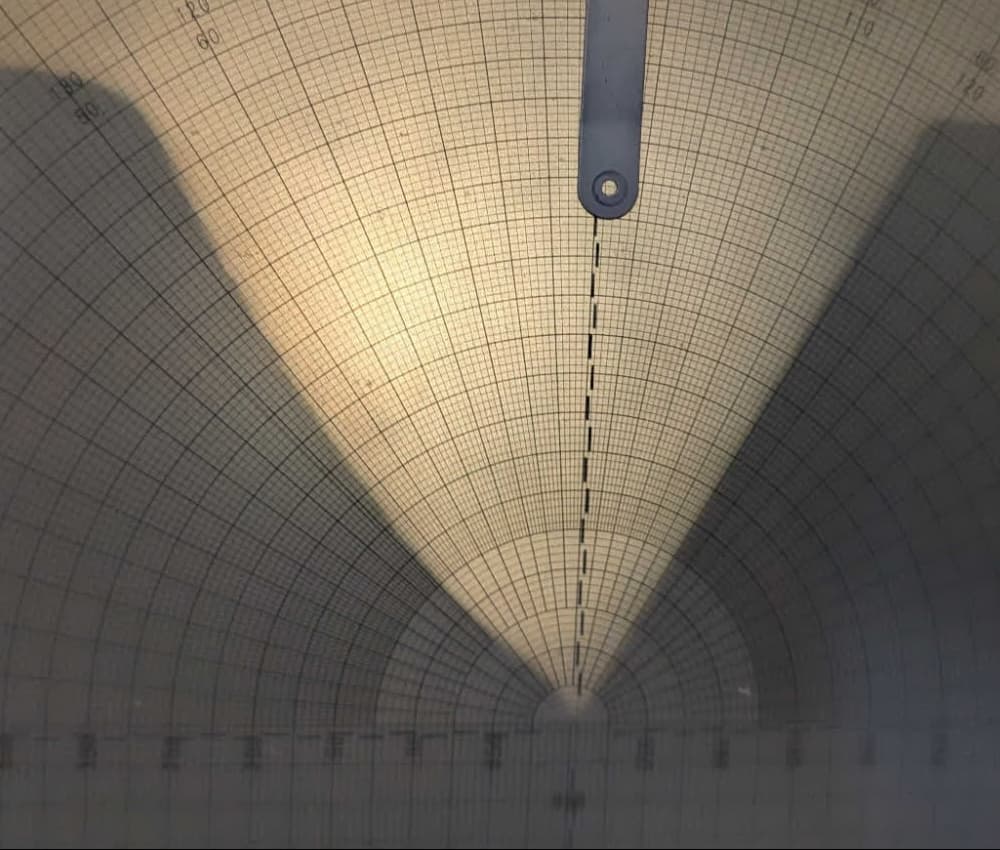
Tableau Early Layer Exposure and Offset (Exposition et décalage des premières couches) avant la première impression test
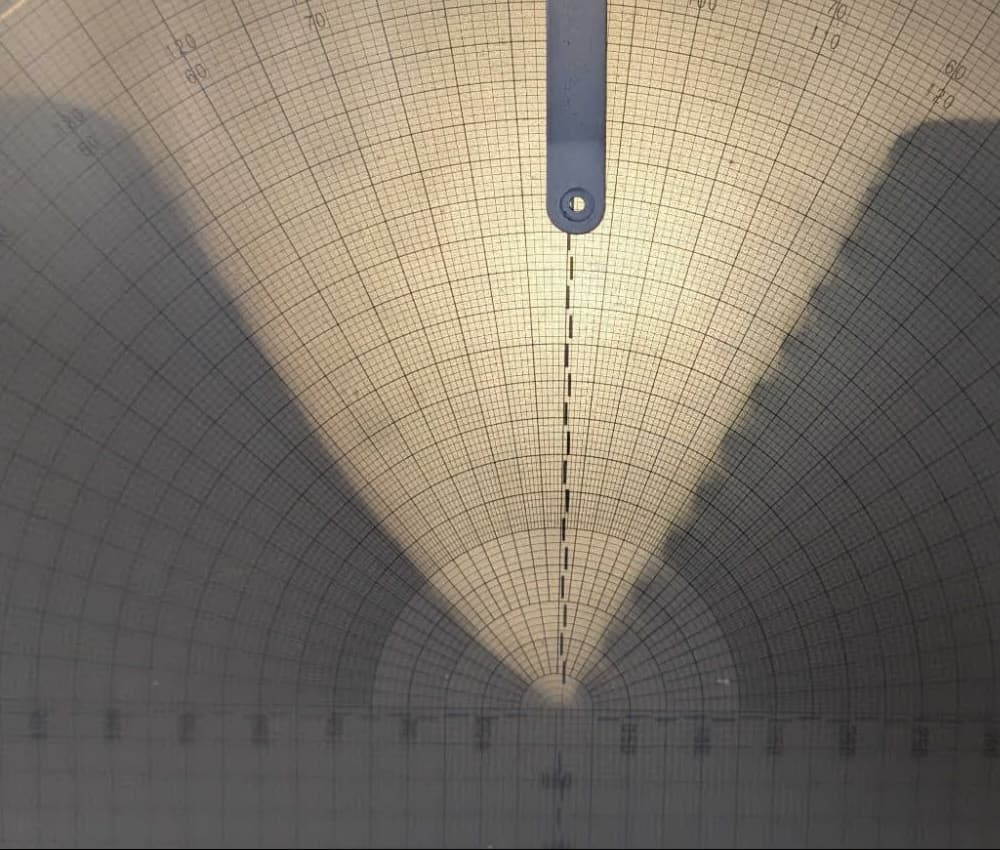
Tableau des paramètres Early Layer Exposure (Exposition des premières couches) et Offset (Décalage) après la première impression test
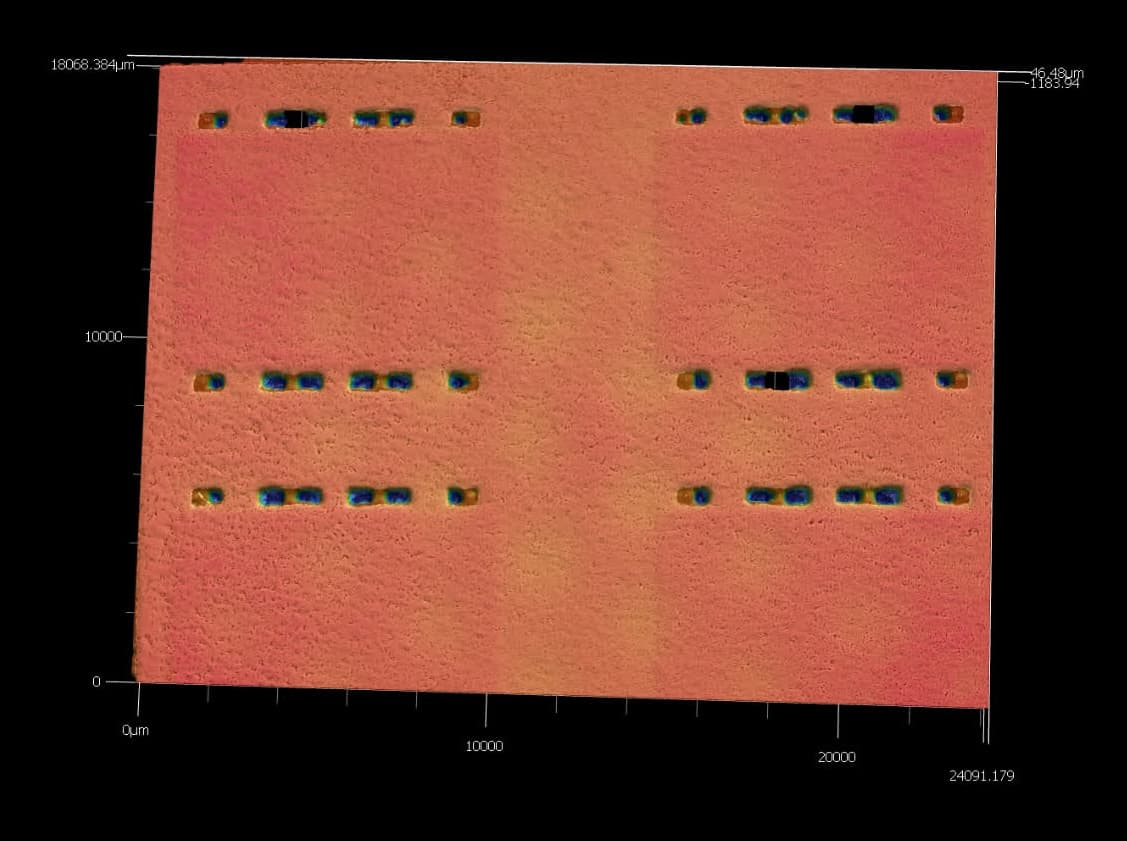
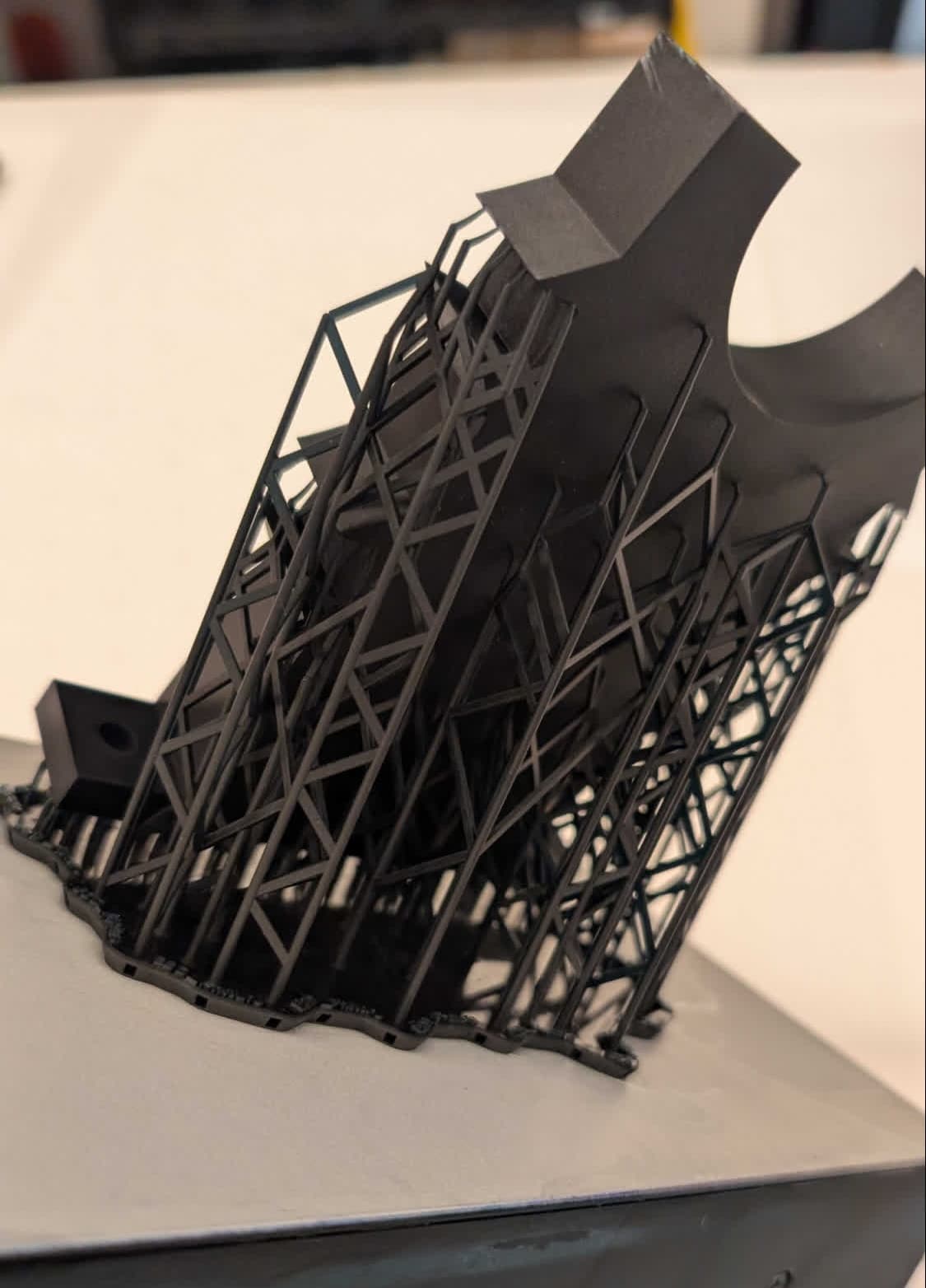
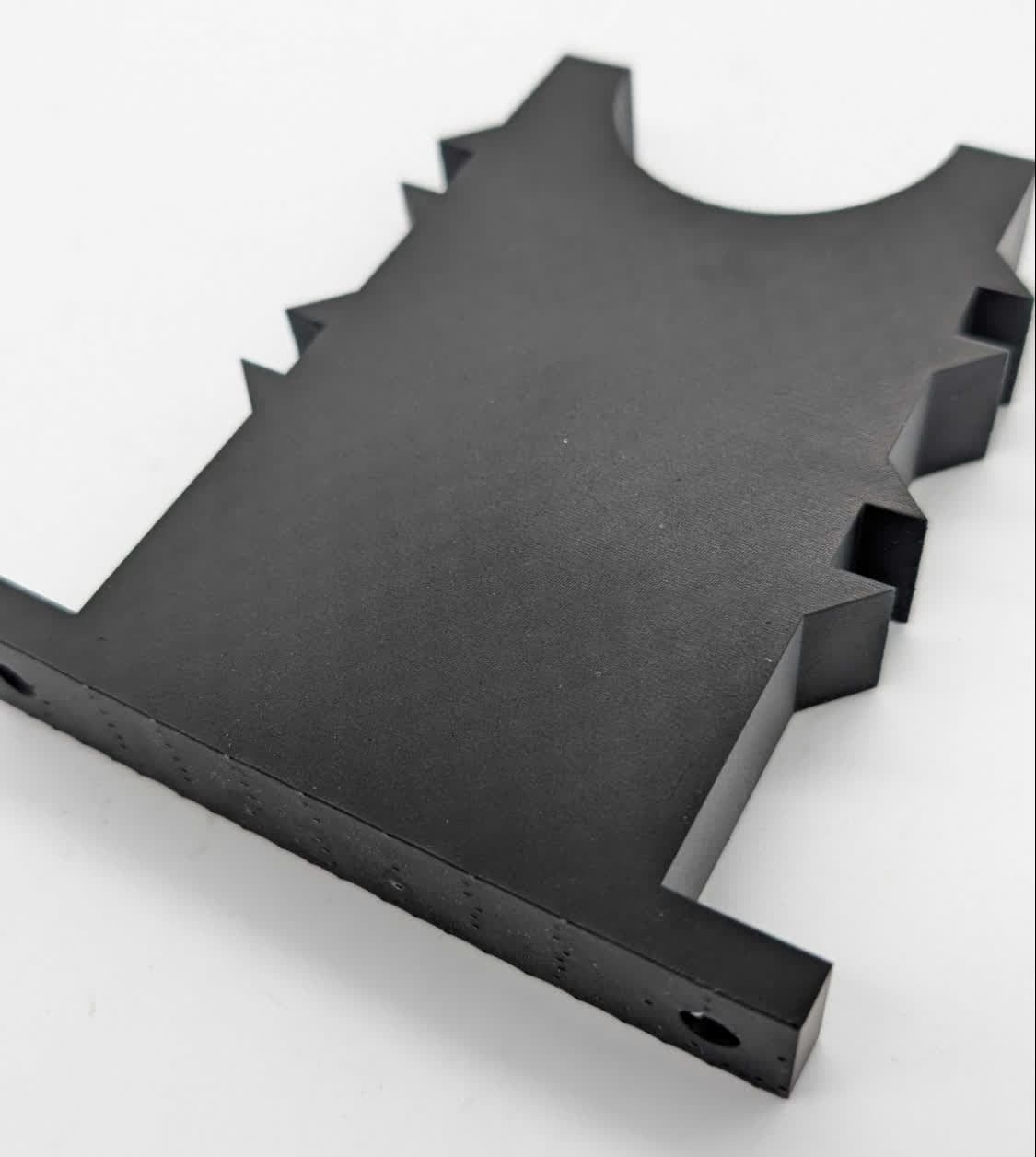
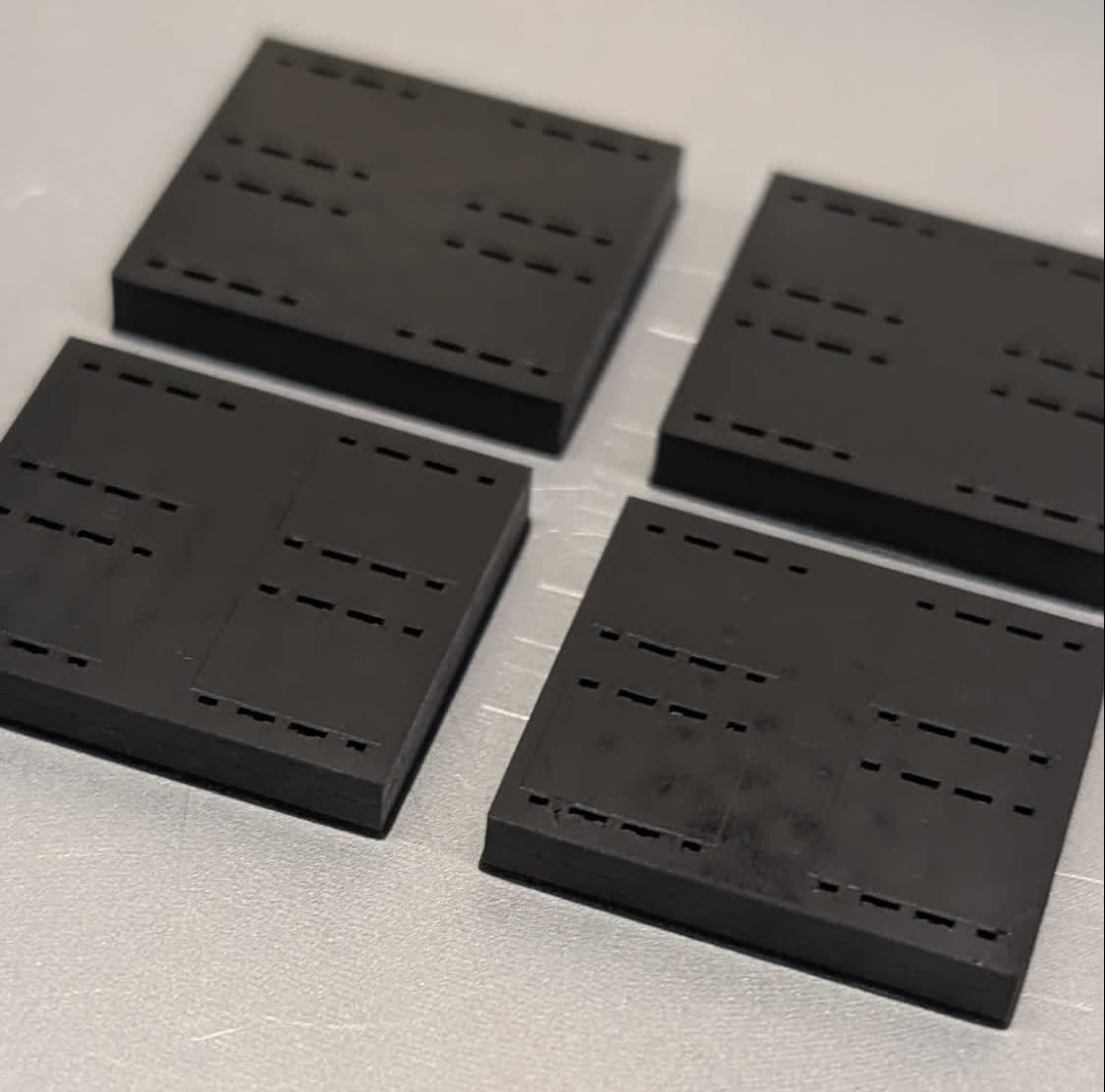
Une fois que les pièces de test ont été imprimées avec succès, d’autres pièces fonctionnelles peuvent être imprimées, en profitant de la faible épaisseur des couches. Par exemple, la pièce ci-dessous est un dispositif de fixation pour maintenir des circuits intégrés (CI) délicats dans une chaîne de production à petite échelle, qui comprend un coussinet de 20 microns sur lequel les CI reposent et un élément de positionnement au centre composé de marches de 10 microns.
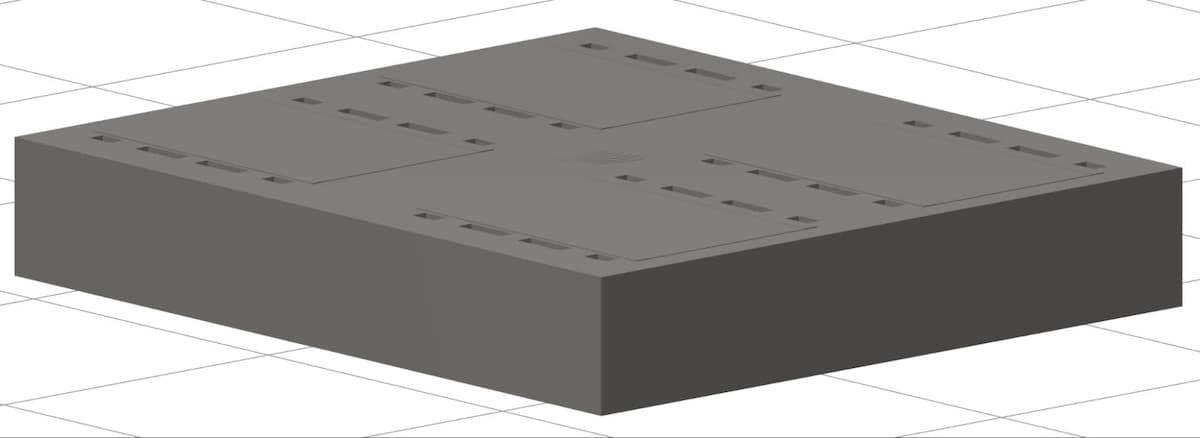
Cette pièce a été imprimée avec succès, produisant les fines caractéristiques verticales mentionnées ci-dessus. Notez que la résolution X/Y ne s’est pas améliorée avec ces épaisseurs de couche plus faibles, de sorte que les caractéristiques qui se trouvent dans le même plan que la plateforme de fabrication doivent encore avoir à peu près les mêmes tolérances et les mêmes tailles que celles qui seraient nécessaires à 50 microns.

Pour une vue plus claire des détails verticaux fins de cette impression, voir le scan du profilomètre ici. Les zones de 20 microns sont représentées par les zones rouges plus foncées sur la surface de la pièce. Notez que la texture de décollement de la Light Processing Unit de la Form 4 est également visible, sous la forme de points jaunes plus clairs sur la surface. Au fur et à mesure que l’épaisseur de la couche diminue, cette partie devient de plus en plus importante.