
La maggior parte dei prodotti in plastica esistenti è prodotta mediante stampaggio a iniezione. Fabbricare stampi può però presentare costi proibitivi e risultare impegnativo in termini di tempo. Per fortuna, gli stampi non devono necessariamente essere realizzati in metallo: possono essere stampati in 3D.
La stampa 3D stereolitografica (SLA) fornisce un'alternativa economica agli stampi realizzati in alluminio mediante lavorazione meccanica. Le parti stampate in stereolitografia sono completamente solide e isotropiche, e sono disponibili materiali la cui temperatura di distorsione termica raggiunge i 238 °C a 0,45 MPa e che sono quindi in grado di resistere al calore e alla pressione necessari per il processo di stampaggio a iniezione.
Scarica il whitepaper per scoprire come creare stampi 3D per lo stampaggio a iniezione.

Prenota una consulenza gratuita
Richiedi ai nostri esperti di stampa 3D una consulenza personalizzata per trovare la giusta soluzione per la tua attività, ottenere analisi sul ritorno d'investimento, ricevere stampe di prova e molto altro.
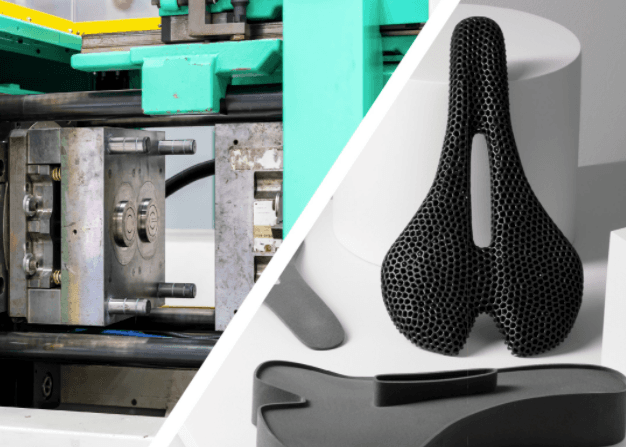
Produzione rapida di stampi a iniezione stampati in 3D su scala ridotta
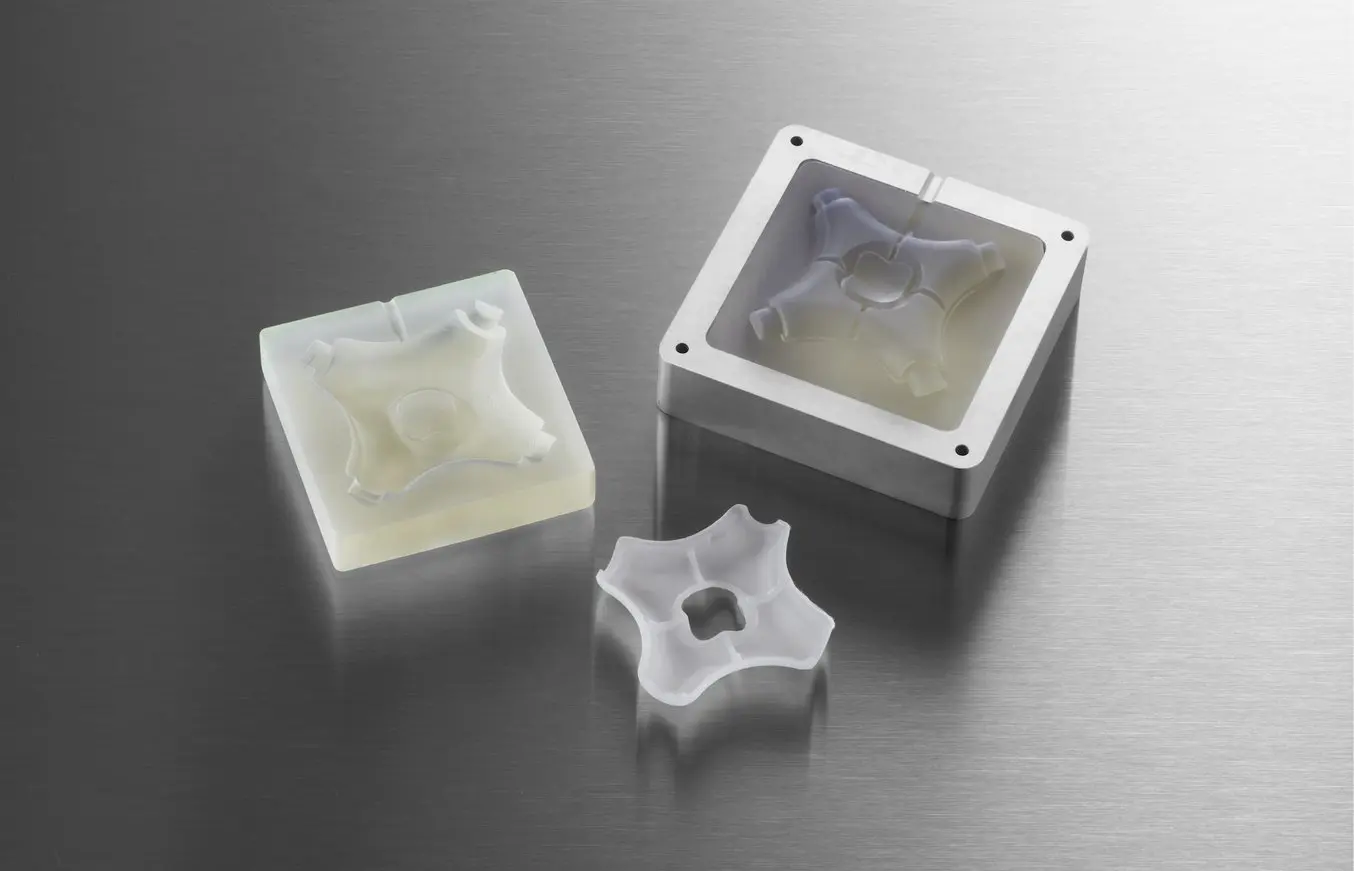
Stampi a iniezione realizzati in 3D in cornici di alluminio e parti stampate a iniezione completate.
Con stampanti 3D desktop, materiali per la stampa 3D resistenti alle alte temperature e macchine per lo stampaggio a iniezione dai prezzi accessibili, è possibile creare stampi in-house per produrre prototipi funzionali e piccole parti funzionali in plastiche da produzione. Per la produzione di piccoli volumi (circa 10-1000 parti), gli stampi a iniezione realizzati in 3D consentono di risparmiare tempo e denaro rispetto ai costosi stampi in metallo. Permettono inoltre un approccio alla produzione più agile, consentendo a ingegneri e designer di eseguire prototipi di stampi a iniezione per testare le configurazioni degli stampi e di modificarli facilmente, eseguendo iterazioni continue dei progetti con tempi di realizzazione e costi ridotti.
La tecnologia di stampa 3D SLA è un'ottima scelta per lo stampaggio. La caratteristica finitura superficiale liscia permette di realizzare stampi adatti alla produzione di parti finali ad alta precisione e facilita la rimozione delle parti dallo stampo stesso. Le stampe 3D prodotte mediante stereolitografia sono legate chimicamente in modo tale da essere completamente dense e isotropiche e consentono di produrre stampi funzionali a una qualità mai vista con la modellazione a deposizione fusa (FDM). Le stampanti SLA desktop e da banco, come quelle prodotte da Formlabs, semplificano il workflow, perché sono semplici da implementare, da utilizzare e da mantenere in condizioni ottimali.
La Rigid 10K Resin di Formlabs è un materiale per uso industriale rinforzato con vetro adatto allo stampaggio a iniezione di un’ampia gamma di geometrie e a condizioni di lavoro diverse. La Rigid 10K Resin ha una temperatura di distorsione termica di 218 °C a 0,45 MPa e un modulo di elasticità di 10 000 MPa. Queste caratteristiche ne fanno un materiale per lo stampaggio robusto, estremamente rigido e stabile dal punto di vista termico, in grado di mantenere la propria forma quando sottoposto alla pressione e alla temperatura necessarie per realizzare parti accurate.
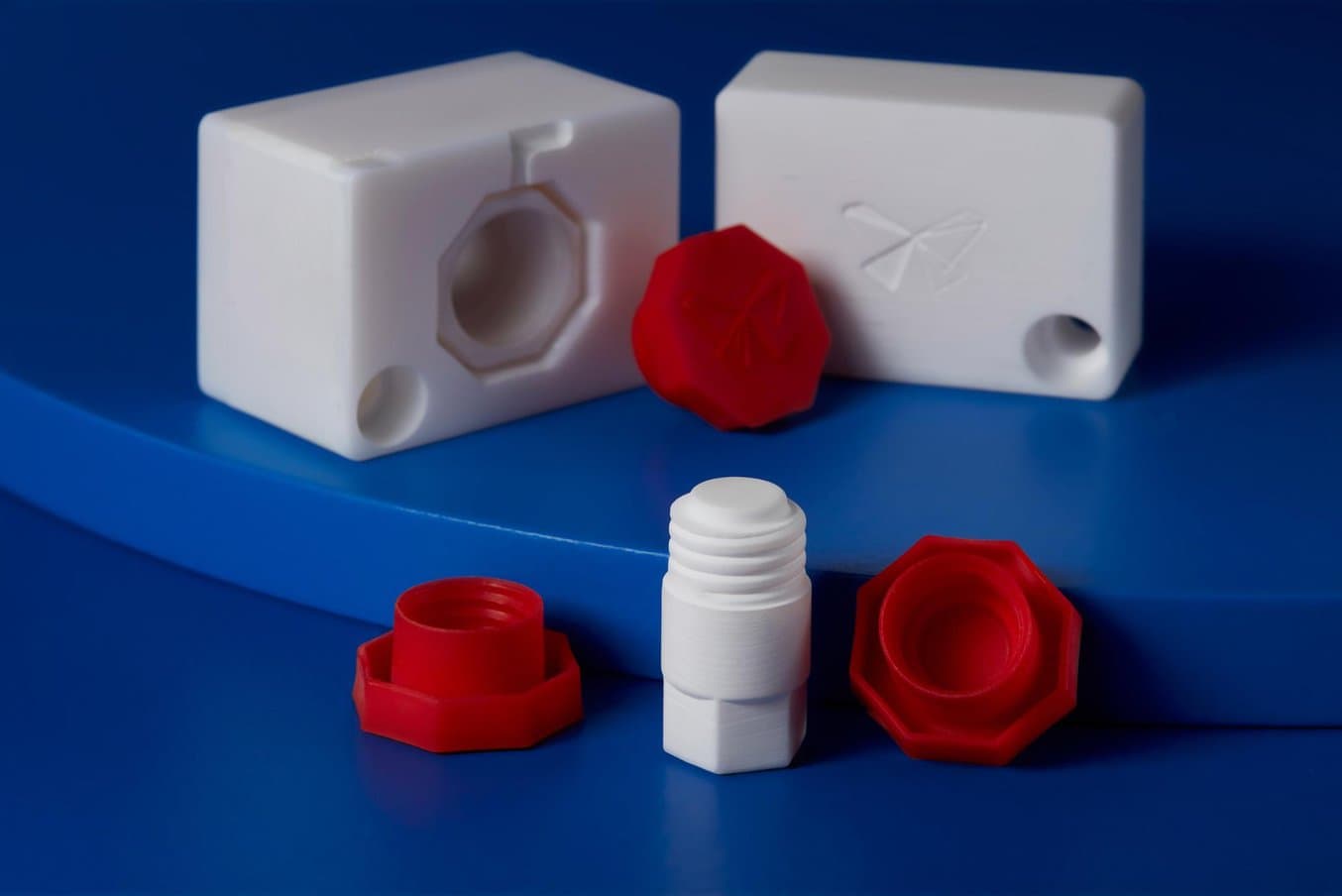
La Rigid 10K Resin è il materiale di riferimento di Formlabs per produrre stampi sofisticati per lo stampaggio a iniezione, che noi presenteremo nel nostro whitepaper attraverso tre casi di studio. Il centro tecnico industriale francese IPC ha svolto uno studio di ricerca e stampato migliaia di parti, il produttore a contratto Multiplus la utilizza per la produzione con volumi ridotti, e l'azienda di sviluppo di prodotto Novus Applications ha iniettato migliaia di tappi filettati con un solo stampo in Rigid 10K Resin.
La High Temp Resin è un materiale alternativo che può essere preso in considerazione nei casi in cui le pressioni di serraggio e iniezione non sono troppo elevate e la Rigid 10K Resin non è in grado di sostenere le temperature di iniezione richieste. La High Temp Resin è dotata di una temperatura di distorsione termica di 238 °C a 0,45 MPa, la più alta tra le resine Formlabs e tra le più elevate rispetto alle altre resine in commercio, che le consente di sopportare temperature di stampaggio elevate e di ridurre al minimo i tempi di raffreddamento. Il whitepaper analizza un caso di studio con Braskem, un'azienda petrolchimica che ha eseguito 1500 cicli di iniezione usando un inserto per lo stampaggio realizzato con la High Temp Resin per produrre estensori per mascherine. L'azienda ha stampato l'inserto e l'ha posizionato in un comune stampo metallico integrato nel sistema di iniezione. Questa è una soluzione efficace per produrre lotti medi in tempi rapidi.
La High Temp Resin però è molto fragile. In caso di forme più elaborate, può deformarsi o rompersi facilmente. Con alcuni modelli, raggiungere più di dodici cicli può essere complicato. Per risolvere il problema, la start-up francese Holimaker ha usato la Grey Pro Resin. Questa resina ha una conduttività termica minore rispetto alla High Temp Resin, e quindi ha tempi di raffreddamento più lunghi, ma è più morbida e può sopportare centinaia di cicli.
Scarica il whitepaper gratuito per avere accesso a casi di studio dettagliati e per scoprire come creare stampi 3D in-house per lo stampaggio a iniezione.

Stampa 3D per lo stampaggio a iniezione
Richiedi ai nostri esperti di stampa 3D una consulenza personalizzata per trovare la giusta soluzione per la tua attività, ottenere analisi sul ritorno d'investimento, ricevere stampe di prova e molto altro.
Casi di studio: stampi a iniezione realizzati in 3D
Lo stampaggio a iniezione con stampi realizzati in 3D può essere usato per un'ampia varietà di applicazioni. Scarica il whitepaper per scoprire, attraverso cinque casi di studio reali, in che modo questo processo di fabbricazione ibrido consente la produzione di stampi su richiesta utili a realizzare in breve tempo piccoli lotti di parti in termoplastiche.
- IPC ha condotto uno studio tecnico sullo stampaggio a iniezione con stampi realizzati in 3D
- Multiplus utilizza stampi in Rigid 10K Resin per la produzione con volumi ridotti
- Novus Applications ha realizzato tramite stampaggio a iniezione centinaia di tappi filettati con uno stampo in tre parti in Rigid 10K Resin
- Braskem ha realizzato 3000 estensori per mascherine in una settimana con un inserto per lo stampaggio in High Temp Resin
- Holimaker produce centinaia di parti tecniche con stampi in Grey Pro Resin e Rigid 10K Resin
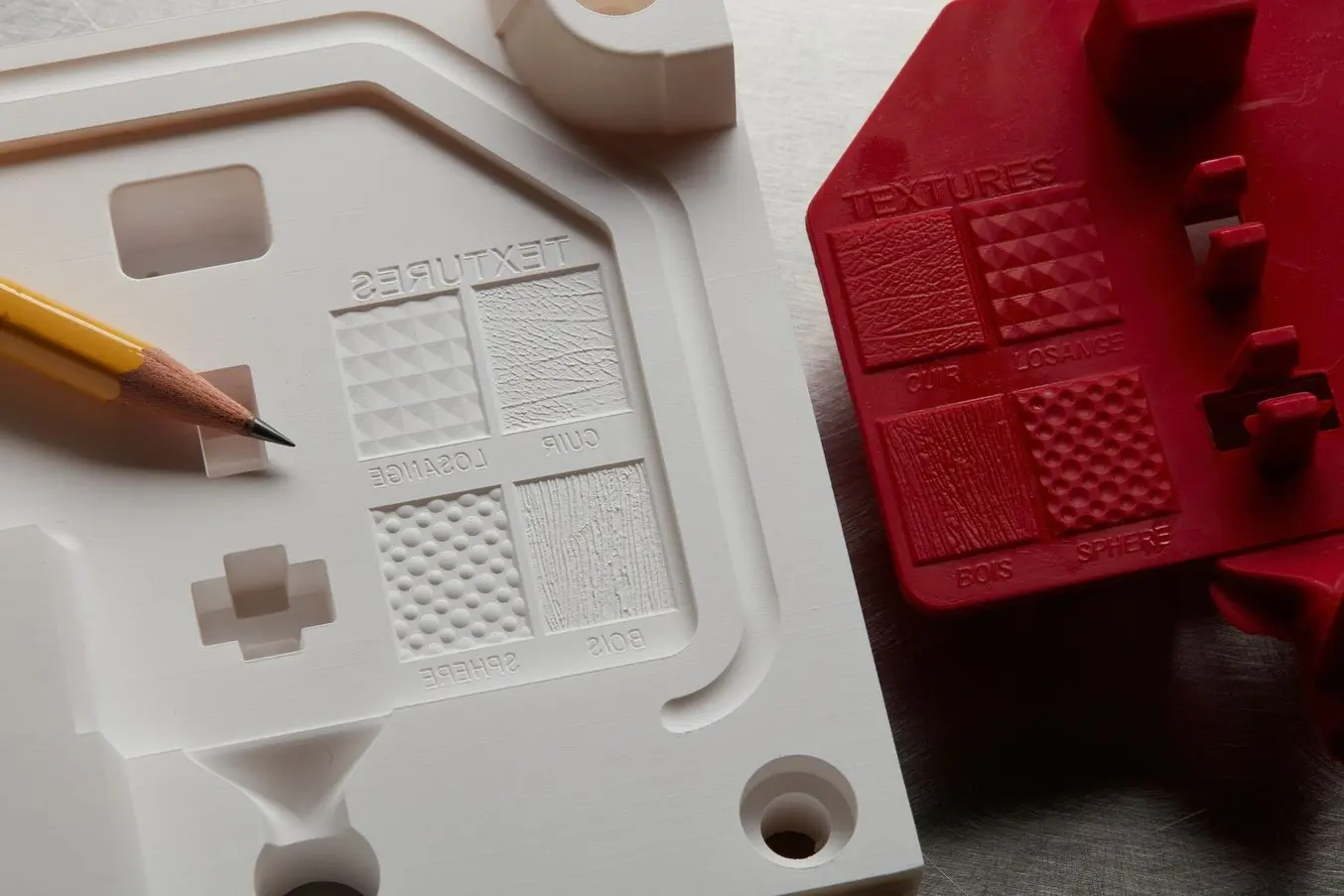
Finiture superficiali sullo stampo a iniezione realizzato in Rigid 10K Resin e sulla parte stampata finale.
Scegliere la resina giusta per la stampa 3D di stampi a iniezione
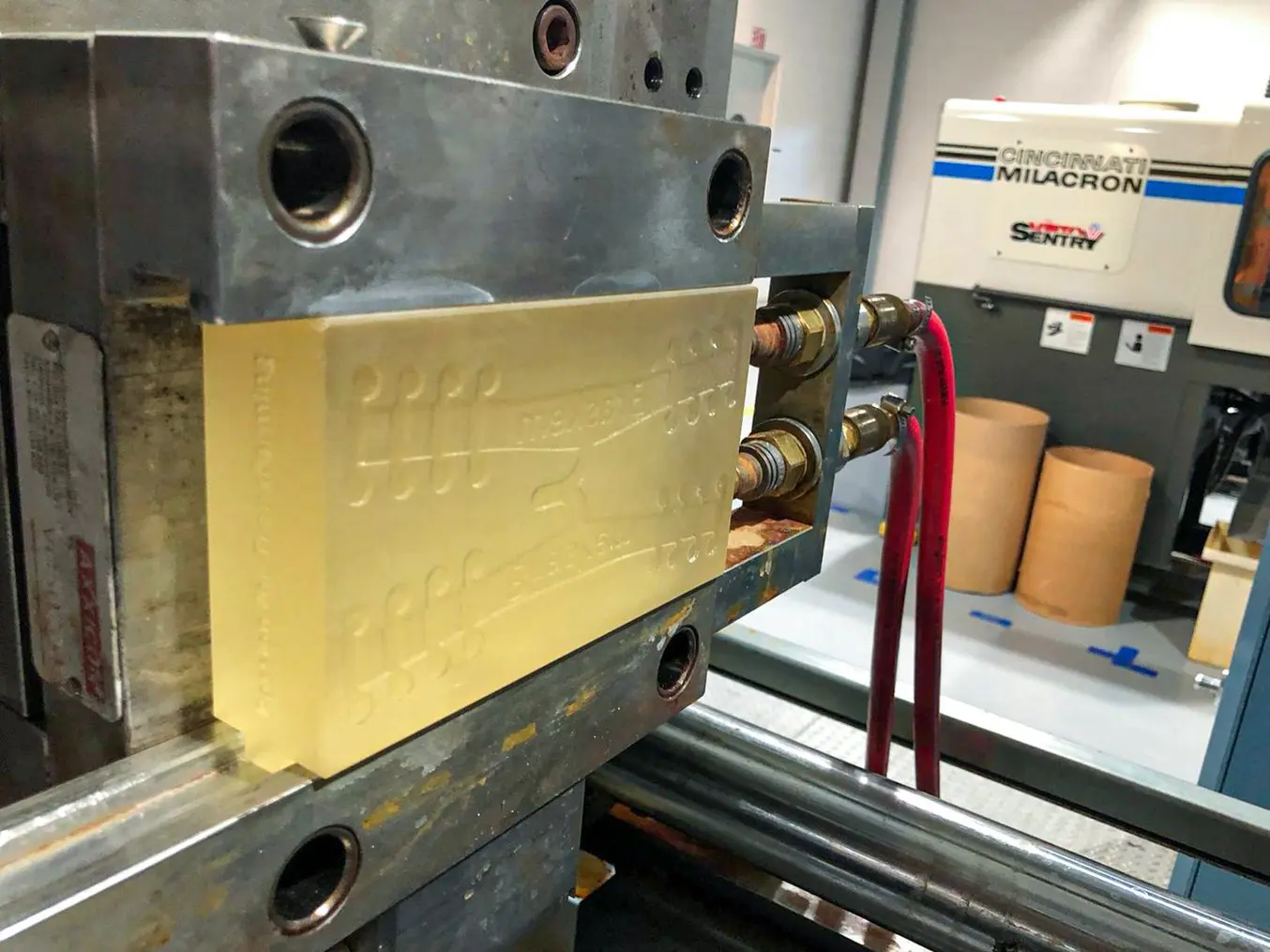
Uno stampo a iniezione creato in 3D con la High Temp Resin di Formlabs.
In base a quanto abbiamo appreso da test interni e casi di studio con i nostri clienti, suggeriamo di scegliere la resina di stampa 3D in base ai criteri elencati nella tabella qui di seguito. Tre stelle indicano che la resina è molto efficace, una che lo è meno.
| Criteri | High Temp Resin | Grey Pro Resin | Rigid 10K Resin | |
|---|---|---|---|---|
| Alta temperatura di stampaggio | ★★★ | ★ | ★★ | |
| Tempi di raffreddamento rapidi | ★★★ | ★ | ★★ | |
| Alta pressione | ★ | ★★ | ★★★ | |
| Numero di cicli elevato per geometrie complesse | ★ | ★★ | ★★★ |

Richiedi un campione gratuito
Guarda e tocca con mano la qualità di Formlabs. Invieremo presso la tua azienda un campione gratuito stampato in 3D.
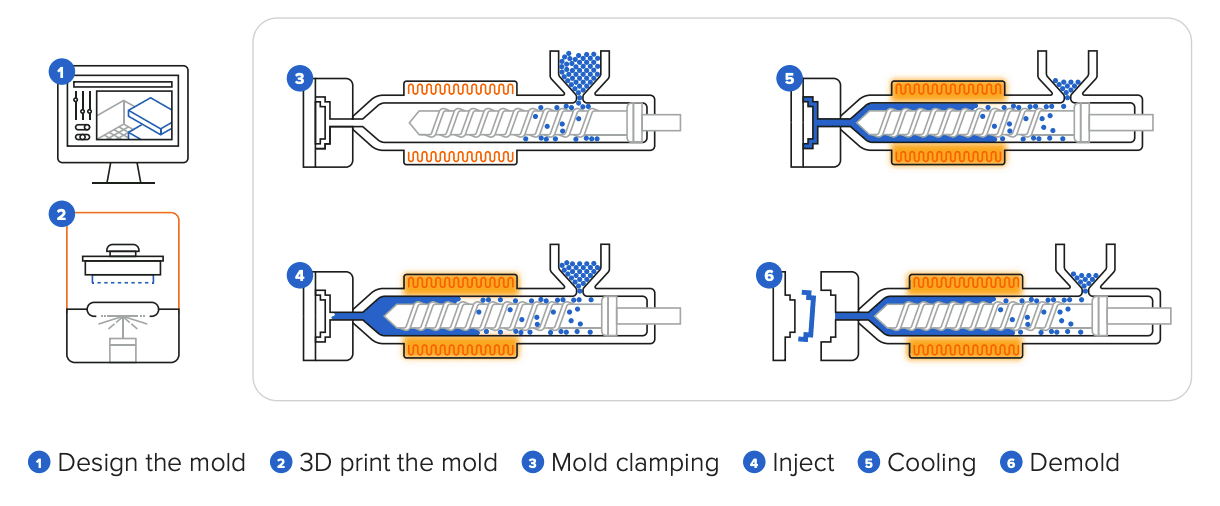
Come ottenere parti tramite stampaggio a iniezione con stampi realizzati in 3D
La complessità del processo di stampaggio a iniezione deriva in gran parte dalla complessità della parte e della struttura dello stampo. Gli stampi realizzati in 3D sono adatti all'iniezione di un'ampia gamma di termoplastiche come il polipropilene, il polietilene, l'elastomero termoplastico, il poliuretano termoplastico, il poliossimetilene o la poliammide. Con un materiale a bassa viscosità è possibile ridurre la pressione e allungare la vita utile dello stampo. Il polipropilene e gli elastomeri termoplastici sono semplici da processare a un alto numero di cicli. Al contrario, plastiche più tecniche come il poliammide consentiranno un numero minore di cicli. Usare un agente distaccante aiuta a separare la parte dallo stampo, soprattutto nel caso di materiali flessibili come il poliuretano termoplastico o gli elastomeri termoplastici.
Il tipo di pressa per iniezione non ha un impatto significativo sul processo. Se non hai dimestichezza con lo stampaggio a iniezione e vuoi sperimentarlo con un investimento limitato, una buona opzione può essere quella di usare una macchina da stampaggio da banco come la Holipress o la Galomb Model-B100. Le macchine per stampaggio automatizzate su piccola scala come il modello desktop di Micromolder o la macchina idraulica Babyplast 10/12 sono valide alternative per la produzione in serie di piccole parti.

Stampaggio a iniezione rapido su scala ridotta con stampi realizzati in 3D
Scarica il nostro whitepaper per ottenere linee guida su come utilizzare stampi realizzati in 3D per i processi di stampaggio a iniezione, in modo tale da poter ridurre costi e tempi di consegna. Inoltre, potrai esaminare i casi di studio reali di Braskem, Holimaker e Novus Applications.
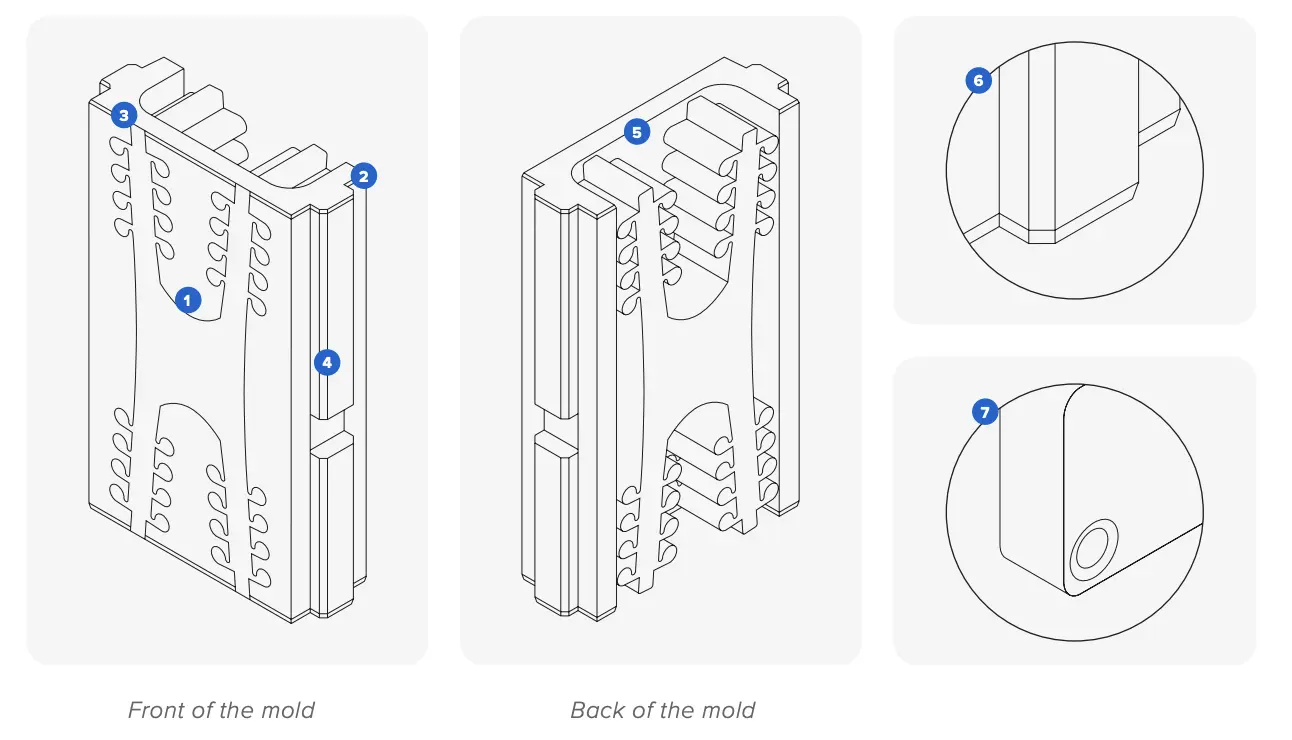
Linee guida di progettazione per stampi realizzati in 3D
Consigliamo di rispettare le regole del design per la produzione additiva e le regole generali per il design di stampi a iniezione, ad esempio includere angoli di sformo di due o tre gradi, mantenere lo spessore delle pareti uniforme in tutta la parte e smussare gli spigoli. Ecco alcuni consigli utili da utenti ed esperti riguardo agli stampi polimerici:
Per ottimizzare la precisione dimensionale:
- Durante la progettazione dello stampo tieni in considerazione il materiale in eccesso in modo da poter aggiustare le dimensioni durante la post-elaborazione.
- Stampa una serie di stampi per capire le variazioni dimensionali e tienile in considerazione nel modello CAD dello stampo.
Per allungare la vita utile dello stampo:
-
Allarga il punto di iniezione per ridurre la pressione all'interno della cavità.
-
Se possibile, progetta un lato piatto, mentre l'altro riprodurrà il design desiderato. In questo modo si ridurranno le possibilità di disallineamento dei blocchi e il rischio di rughe.
-
Progetta ampi sfiati dal bordo della cavità al bordo dello stampo, per fare in modo che l'aria possa uscire. Questo comporterà un migliore flusso all'interno dello stampo e minimizzerà la pressione diminuendo le rughe intorno al punto di iniezione, così da ridurre il tempo di ciclo.
-
Evita le sezioni trasversali sottili: uno spessore superficiale inferiore a 1-2 mm può deformarsi con il calore.
Per ottimizzare la stampa:
-
Aggiusta il retro dello stampo per ridurre al minimo il materiale: riduci la sezione trasversale nelle aree che non supportano la cavità. Questo ti permetterà di risparmiare sui costi legati alla resina e ridurrà i rischi di errori di stampa o deformazione.
-
Aggiungi una smussatura per agevolare la rimozione della parte dalla piattaforma di stampa.
-
Aggiungi perni di centraggio sugli angoli per allineare le due stampe.
Se hai altre domande sul workflow, consulta il nostro articolo FAQ: stampaggio a iniezione con stampi realizzati in 3D. Per il workflow completo del processo e altre buone pratiche, scarica il nostro whitepaper.
Gli stampi per iniezione realizzati in 3D permettono i movimenti laterali.
Stampa 3D SLS e stampaggio a iniezione: quando sostituire le parti stampate a iniezione con la stampa 3D?
Questo whitepaper illustra le dinamiche economiche in casi d'uso reali e raccoglie linee guida per l'utilizzo della stampa 3D SLS, dello stampaggio a iniezione o di entrambi.
Stampi realizzati in 3D: tecniche di prototipazione e produzione
La combinazione dello stampaggio con la stampa 3D desktop consente a ingegneri e a progettisti di espandere la varietà di materiali a loro disposizione e sfruttare le funzionalità della loro stampante 3D non solo per la prototipazione rapida, ma anche per la produzione.
Utilizzare stampi, monconi e modelli realizzati in 3D per integrare il processo di realizzazione e di fusione degli stampi di solito è più rapido ed economico rispetto alla fresatura CNC, ed è più semplice rispetto alla lavorazione con gli stampi in silicone.
Oltre a essere usati per lo stampaggio a iniezione, gli stampi realizzati in 3D possono essere impiegati per i seguenti procedimenti di stampaggio e fusione:
- Termoformatura e formatura sottovuoto
- Stampaggio in silicone (e anche sovrastampaggio e stampaggio con inserti)
- Stampaggio di gomma vulcanizzata
- Fusione di articoli di gioielleria
- Fusione di metalli
- Realizzazione di stampi con la stampa 3D: tecniche di prototipazione e produzione
Segui i link per scaricare i nostri whitepaper con le linee guida specifiche per ogni processo.
Non sai quale soluzione di stampa 3D scegliere per la tua attività? Prenota una consulenza individuale per confrontare le varie opzioni, valutare il ritorno d'investimento, fare delle stampe di prova e non solo.