Creazione di un nuovo spessore dello strato con l'editor delle impostazioni di stampa (SLA)
Creazione di un nuovo spessore dello strato con l'editor delle impostazioni di stampa (SLA)
Ci sono molti motivi per cui modificare lo spessore dello strato di una stampa può essere utile, sia per una maggiore velocità di stampa, sia per dettagli più precisi o per superfici più lisce. Formlabs di solito regola le impostazioni di stampa per spessori del layer di 100 μm e 50 μm, poiché soddisfano la maggior parte delle esigenze degli utenti, ma la tua applicazione specifica potrebbe richiedere qualcosa di diverso. Creare un nuovo spessore dello strato è anche uno dei modi più semplici per iniziare a imparare a utilizzare l'editor delle impostazioni di stampa per regolare i materiali Formlabs in modo da soddisfare al meglio le tue esigenze.
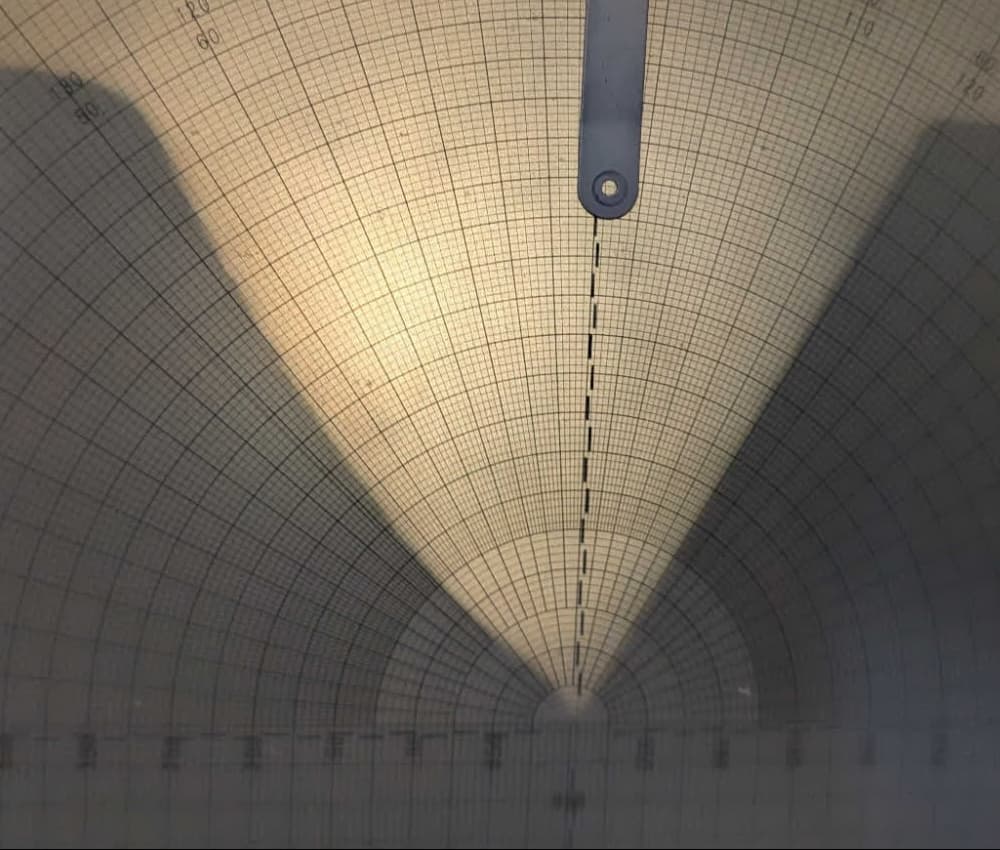
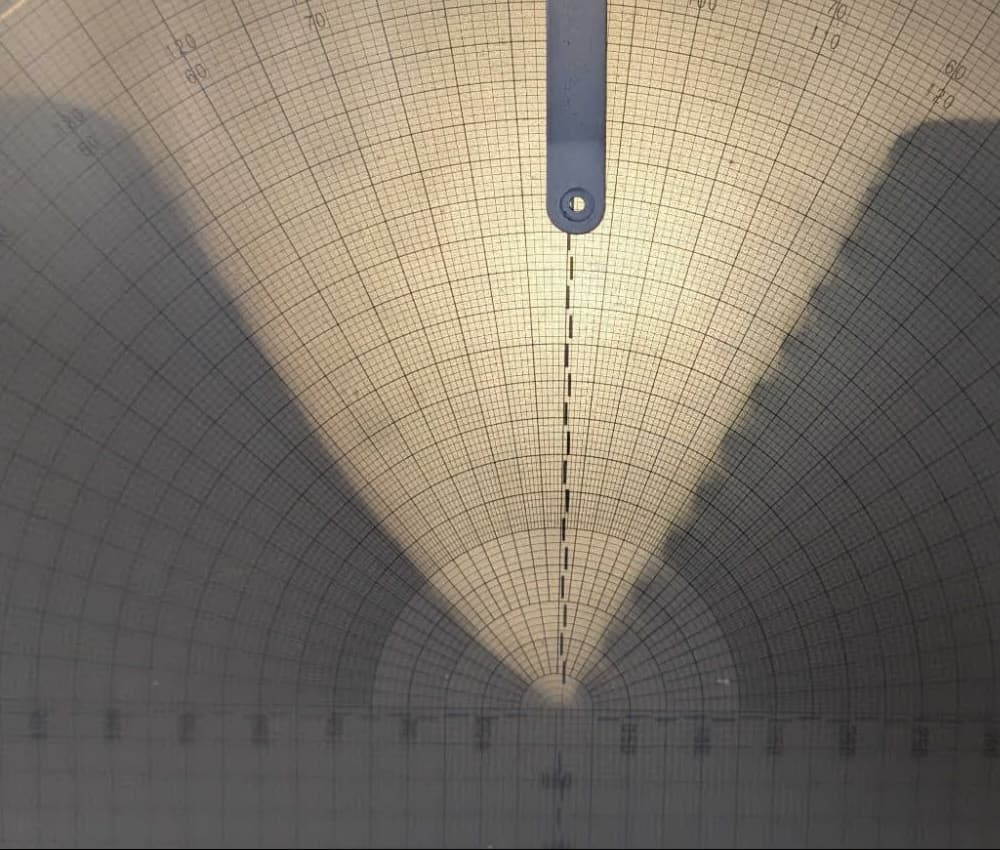
Sopra sono riportate due immagini ingrandite di filettature stampate con spessori di strato diversi. La parte a sinistra è stata stampata a 25 micron, mentre quella a destra a 100 micron. La differenza nella superficie superiore è chiaramente visibile, con alcuni gradini evidenti a 100 micron, ma è importante notare che le altre superfici e la precisione generale non sono molto diverse tra le due. Sebbene spessori dello strato inferiori aumentino sempre il tempo di stampa, non aumentano necessariamente la precisione delle stampe.
Creazione di un'impostazione di stampa personalizzata
Segui le istruzioni per la creazione di un'impostazione di stampa personalizzata in Uso dell'editor delle impostazioni di stampa di PreForm (SLA). Inizia con un'impostazione di stampa Formlabs per il materiale e scegli uno spessore dello strato il più vicino possibile a quello desiderato. Ad esempio, inizia con un'impostazione di stampa da 100 micron se intendi creare un'impostazione da 200 micron, oppure scegli l'impostazione da 50 micron per un'impostazione da 25 micron. In questo modo si riduce la quantità di regolazione necessaria. Assicurati di dare un nome all'impostazione di stampa e di aggiungere una descrizione, in modo da poterla trovare e utilizzare facilmente in futuro.
Impostazioni che influiscono sullo spessore dello strato
Quando si modifica lo spessore dello strato di un'impostazione di stampa personalizzata, spesso è necessario modificare anche i seguenti parametri. Per una spiegazione completa di ciascun parametro, consulta Uso dell'editor delle impostazioni di stampa di PreForm (SLA).
| Parametro | Note |
|---|---|
| Spessore dello strato | La modifica di questo parametro influisce solo sui movimenti del motore tra gli strati. Non vengono ricalcolati altri valori, come l'esposizione o l'intensità della retroilluminazione. |
| Esposizione riempimento modello | Esposizione riempimento modello definisce la densità energetica applicata durante la stampa dell'interno di ogni modello. Poiché stai modificando lo spessore della resina che deve essere polimerizzata con ogni strato, è necessario modificare anche questo valore per compensare. In genere, questo valore aumenta linearmente con lo spessore. Ad esempio, per uno spessore dello strato pari alla metà dell'impostazione di stampa originale, applica la metà dell'esposizione. |
| Esposizione del riempimento dei supporti | Uguale a Esposizione del riempimento del modello |
| Esposizione del riempimento del perimetro | Uguale a Esposizione del riempimento del modello |
| Esposizione del riempimento delle sporgenze | Uguale a Esposizione del riempimento del modello |
Meno comunemente, potrebbe essere necessario modificare anche questi parametri:
| Parametro | Note |
|---|---|
| Attesa dopo la polimerizzazione post-esposizione | Aumentare l'Attesa dopo la polimerizzazione post-esposizione può consentire alla parte di distendersi più facilmente dal film del serbatoio e ridurre le forze a cui sono sottoposte le parti durante la stampa. |
| Irradianza | L'irradianza, o intensità dei LED, può essere aumentata per ridurre il tempo di stampa. Riduci questo valore per migliorare l'affidabilità della stampa, prolungare la durata della LPU e ridurre la gelificazione della resina. |
| Intensità del movimento di compressione | Spessori di strato più piccoli possono richiedere movimenti di compressione più delicati per evitare di danneggiare la parte. Abbassare l'intensità dello schiacciamento può migliorare la situazione, anche se la stampante dovrebbe compensare automaticamente. |
| Schicciamento personalizzato | Se Schicciamento personalizzato è abilitato, sarà necessario regolare i movimenti costituenti (Decelerazione schiacciamento, Velocità massima di schiacciamento, Attesa schiacciamento e Attesa schiacciamento primi strati). Per spessori dello strato inferiori:
|
Regolazione delle impostazioni
Dopo aver creato la prima impostazione di stampa personalizzata, esegui una stampa di prova con alcune geometrie rappresentative di ciò che stai cercando di stampare. Se possibile, inizia con parti stampate direttamente sulla piattaforma di stampa, in quanto ciò evita molti problemi che possono essere legati ai supporti. Regola le impostazioni di stampa in base ai risultati. La maggior parte degli errori può essere risolta modificando alcuni parametri chiave:
| |
| |
|  |
| |
|  |
|  |
Tutorial
Esempio 1: creazione di uno spessore dello strato di 150 μm per l'ESD Resin
Creare uno spessore dello strato di 150 μm per l'ESD Resin è utile per velocizzare i tempi di stampa, soprattutto quando le parti hanno forme geometriche abbastanza semplici. Per iniziare, sono stati modificati i seguenti parametri rispetto all'impostazione di stampa a 100 micron:
- Spessore dello strato: 0,100 mm -> 0,150 mm
- Esposizione della superficie superiore: 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Esposizione ai punti di contatto dei supporti: 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Esposizione per la stampa dei supporti: 41,3 mJ/cm2 -> 61,95 mJ/cm2
- Esposizione del riempimento del modello: 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Esposizione e offset dei primi strati:
- Voce 1: 133,4 mJ/cm2 -> 200 mJ/cm2
- Voce 2: 31,4 mJ/cm2 -> 47,10 mJ/cm2
Poiché lo spessore dello strato è aumentato del 50%, anche i parametri di esposizione elencati sono aumentati.
Stampa di prova iniziale
La stampa di prova iniziale era un set di clip di fissaggio per un orologio. Questo modello è stato scelto perché è piccolo (42 strati e 16 minuti) e non presenta sottosquadri, supporti o altre caratteristiche che potrebbero complicare la regolazione. Questa stampa non ha presentato problemi, quindi l'impostazione di stampa è pronta per test più complessi.

Test delle nuove impostazioni su un file di parti reali
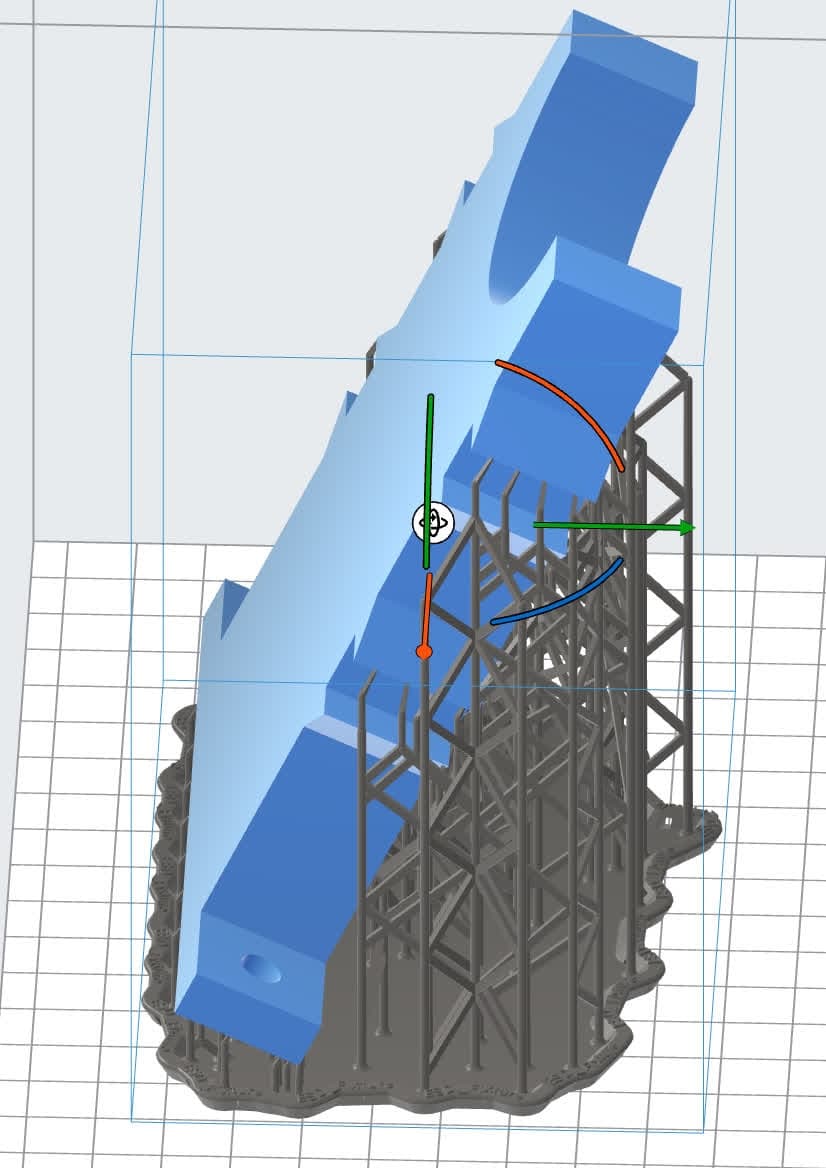
Sviluppare le impostazioni di stampa su un modello di prova piatto e semplice è utile per risolvere i problemi iniziali e ottenere lo spessore dello strato da stampare, ma i modelli possono includere dettagli che possono causare complicazioni nella stampa, come sporgenze, aree di grandi dimensioni, supporti o dettagli precisi. Dopo aver convalidato inizialmente le impostazioni di stampa personalizzate, continua a monitorare le stampe più complesse. In questo esempio, siamo passati da un set di clip per orologi a una staffa di grandi dimensioni. Questa staffa richiede dei supporti e in genere richiede circa cinque ore per essere stampata utilizzando le impostazioni di stampa standard da 100 micron. Aumentando lo spessore dello strato a 150 micron, è possibile ridurre il tempo di stampa a quattro ore. La staffa è stata stampata con successo con i parametri sopra elencati. Modelli significativamente diversi potrebbero richiedere una regolazione aggiuntiva.
Esempio 2: creazione di uno spessore dello strato di 10 μm per l'ESD Resin
Spessori dello strato estremamente ridotti non sono generalmente consigliati. Spesso sono coinvolte forze molto maggiori, che causano tempi di stratificazione più lunghi e possono rischiare di danneggiare il serbatoio resina o addirittura la stampante stessa. Il guadagno in termini di risoluzione è in genere molto ridotto o addirittura negativo, poiché i dettagli più piccoli vengono danneggiati dall'aumento delle forze o dal fatto di non essere esposti in modo completo come lo sarebbero in uno strato più grande.
Tuttavia, è ancora possibile stampare con successo strati di queste dimensioni, quindi questo esempio mostra uno spessore dello strato di 10 μm, alcune modalità di errore associate e i parametri che è possibile utilizzare per ridurre al minimo il rischio.
Per iniziare, sono stati modificati i seguenti parametri rispetto all'impostazione di stampa a 50 micron esistente. Poiché lo spessore dello strato è diminuito dell'80%, anche i parametri di esposizione elencati sono diminuiti.
- Spessore dello strato: 0,050 mm -> 0,010 mm
- Tutti i parametri di esposizione: 18,4 mJ/cm2 -> 3,68 mJ/cm2
- Esposizione e offset dei primi strati:
- Voce 1: 133,4 mJ/cm2 -> invariata (0,0 mm)
- Voce 2: 18,4 mJ/cm2 -> 3,7 mJ/cm2 (0,6 mm)
- Altezze e offset invariati
Poiché lo spessore dello strato è stato notevolmente ridotto, anche i parametri di compressione devono essere modificati con valori molto più bassi e conservativi:
- Decelerazione dello schiacciamento: 500 mm/s2 -> 1,0 mm/s2
- Con il valore predefinito, l'abbassamento della piattaforma di stampa nella resina causerebbe un massiccio aumento della pressione, provocando un errore di rilevamento dei detriti sulla stampante.
- Attesa dopo lo schiacciamento dei primi strati: 110 s -> 120 s
- Attesa dopo l'affondamento: da 30 s a 80 s
- Per spessori dello strato molto ridotti, è necessario un tempo supplementare per consentire a tutta la resina di fuoriuscire da sotto la parte.
- Velocità massima di compressione: 60,0 mm/s -> 15,0 mm/s
- Questo permette anche di dare più tempo alla resina per spostarsi dalla piattaforma di stampa e dalle parti stampate, riducendo le forze esercitate su di esse e aumentando la precisione di stampa complessiva.
Stampa di prova iniziale
La stampa di prova iniziale è stata la stessa dell'esempio da 150 μm sopra. In questo caso, la stampa è fallita quasi completamente, con tutti i blocchi tranne uno che sono falliti dopo gli strati iniziali.


Per risolvere questo problema:
- Misura lo spessore del materiale che è riuscito ad aderire alla piattaforma di stampa. Questo aiuta a capire se c'è un problema nel passaggio dalle esposizioni dei primi strati (che terminano a 0,6 mm) o nel trasferimento dalla compressione dei primi strati.
- Regola i parametri degli strati iniziali nell'editor delle impostazioni di stampa in base ai risultati ottenuti. In questo caso, le parti hanno ceduto a quasi 0,6 mm, il che implica che il valore di Exposure (Esposizione) a quell'altezza è troppo basso. In precedenza, in questo esempio, abbiamo diminuito l'esposizione nella seconda voce Esposizione e offset dei primi strati da 18,4 mJ/cm2 a 3,7 mJ/cm2. Aumentandola nuovamente a 10 mJ/cm2 è stato possibile produrre tutte e sei le parti senza problemi.
- In alternativa, aumenta il valore Height (Altezza). PreForm interpola linearmente tra le voci dell'array Esposizione e offset dei primi strati, quindi questo renderebbe il cambiamento di esposizione più graduale tra i primi strati successivi.
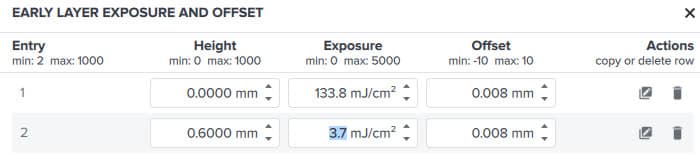
Array Early Layer Exposure and Offset (Esposizione e offset dei primi strati) prima della prima stampa di prova
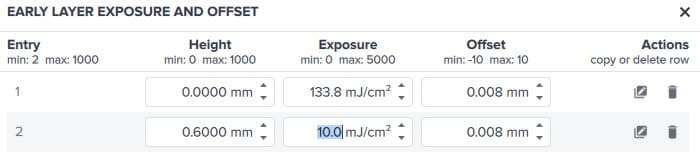
Array Early Layer Exposure and Offset (Esposizione e offset dei primi strati) regolato dopo la prima stampa di prova
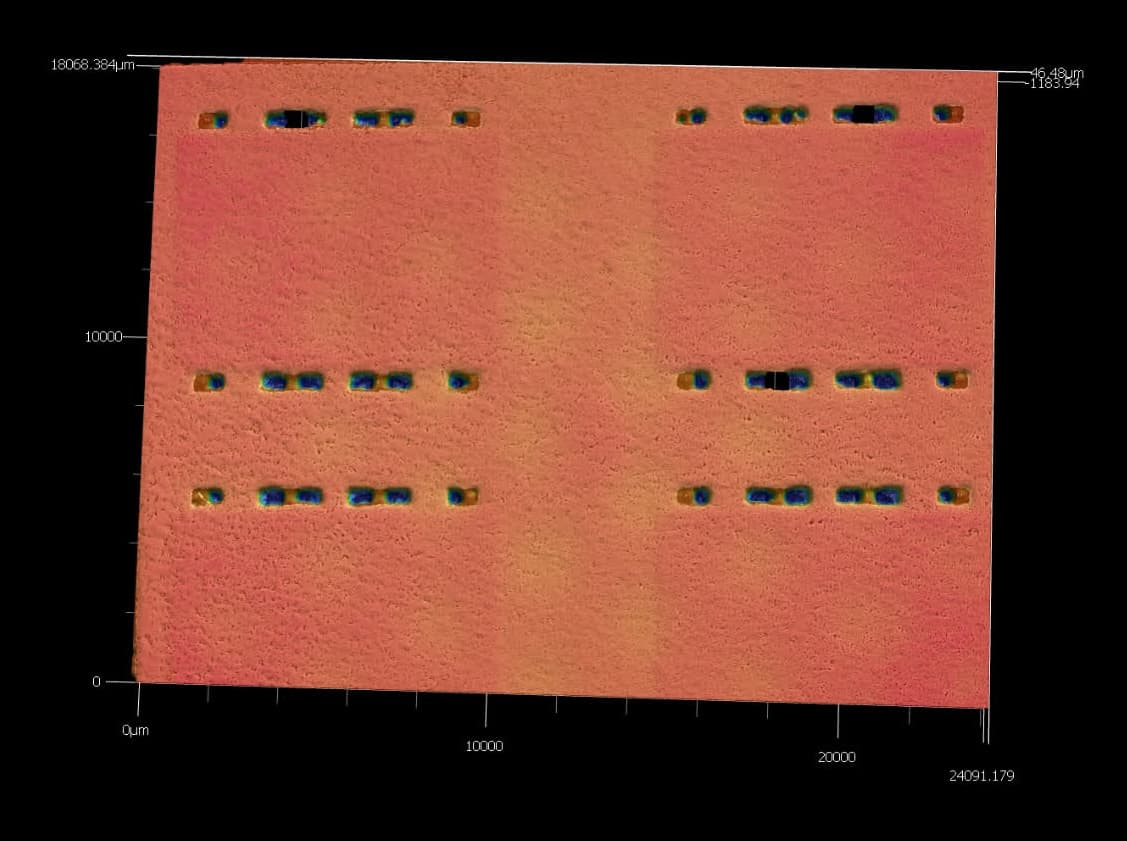
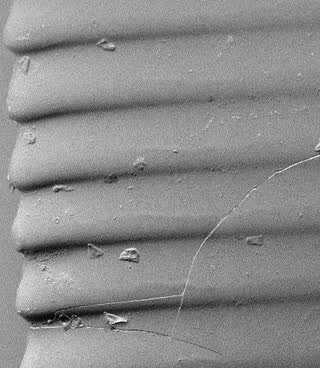
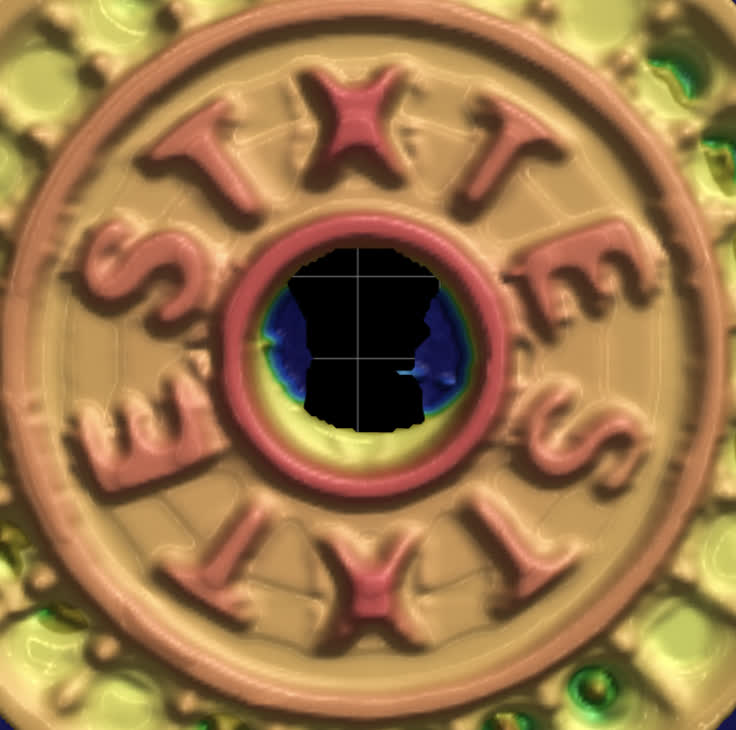
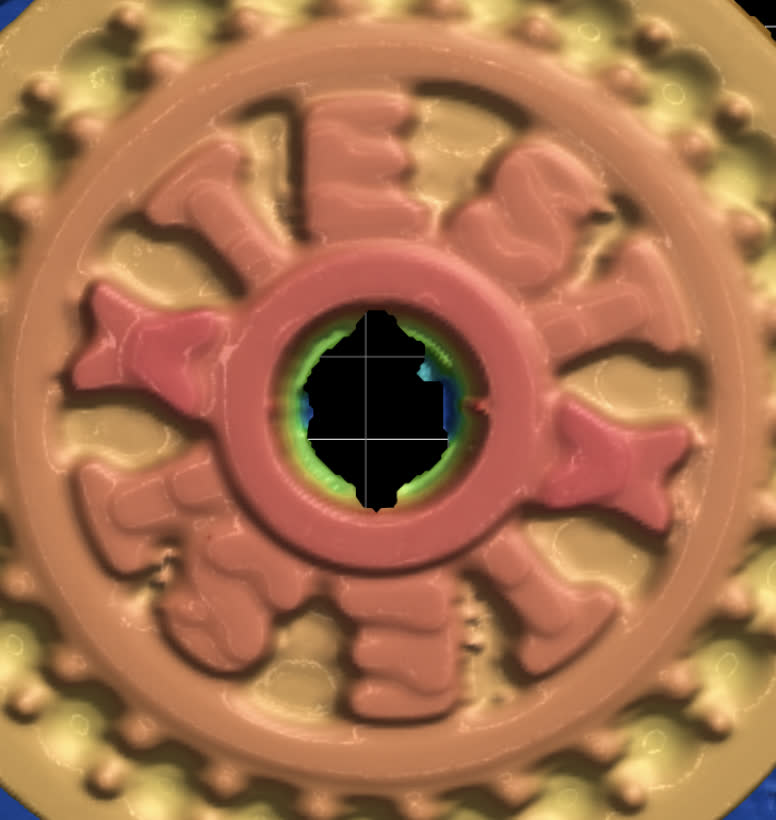
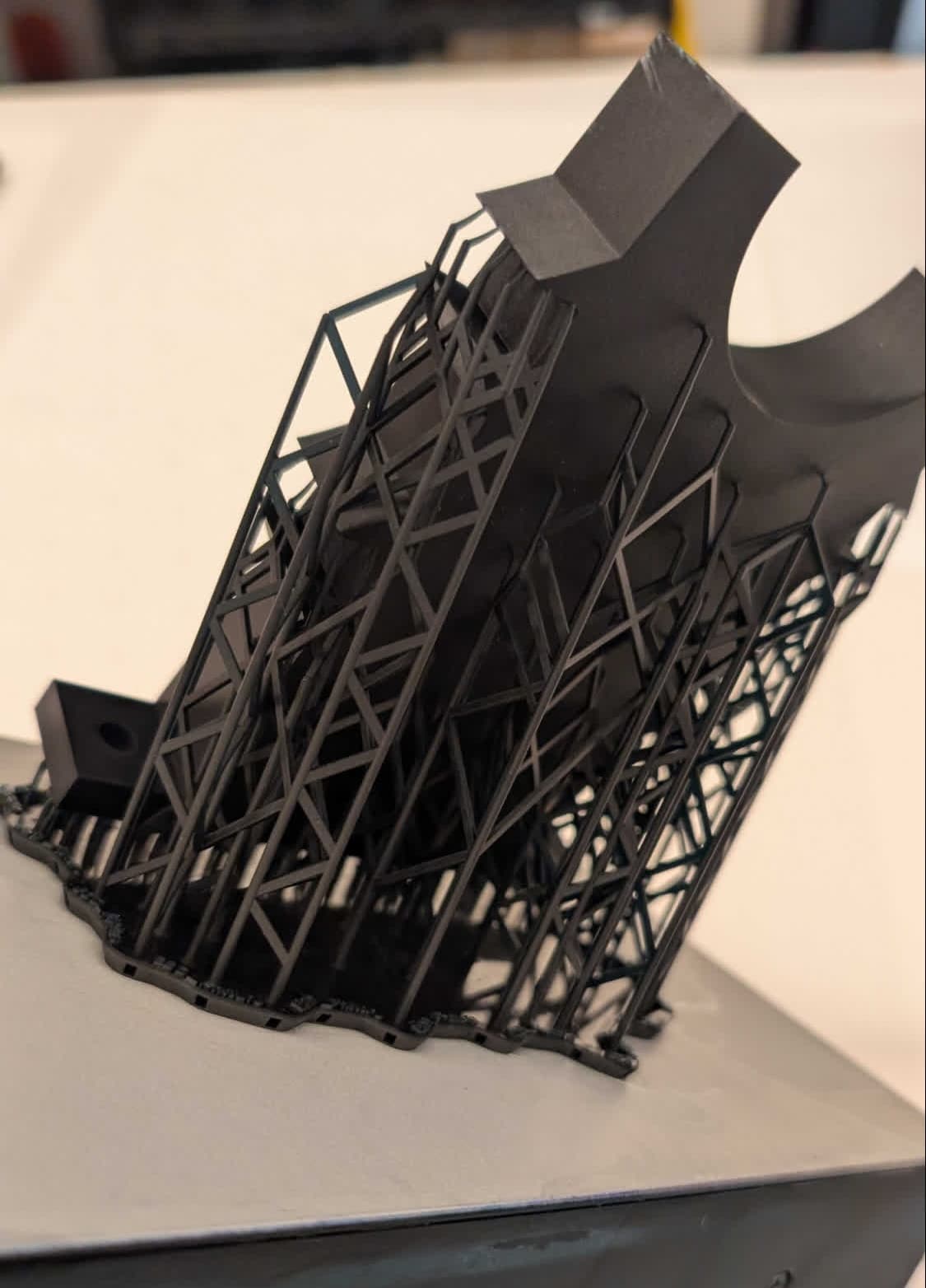
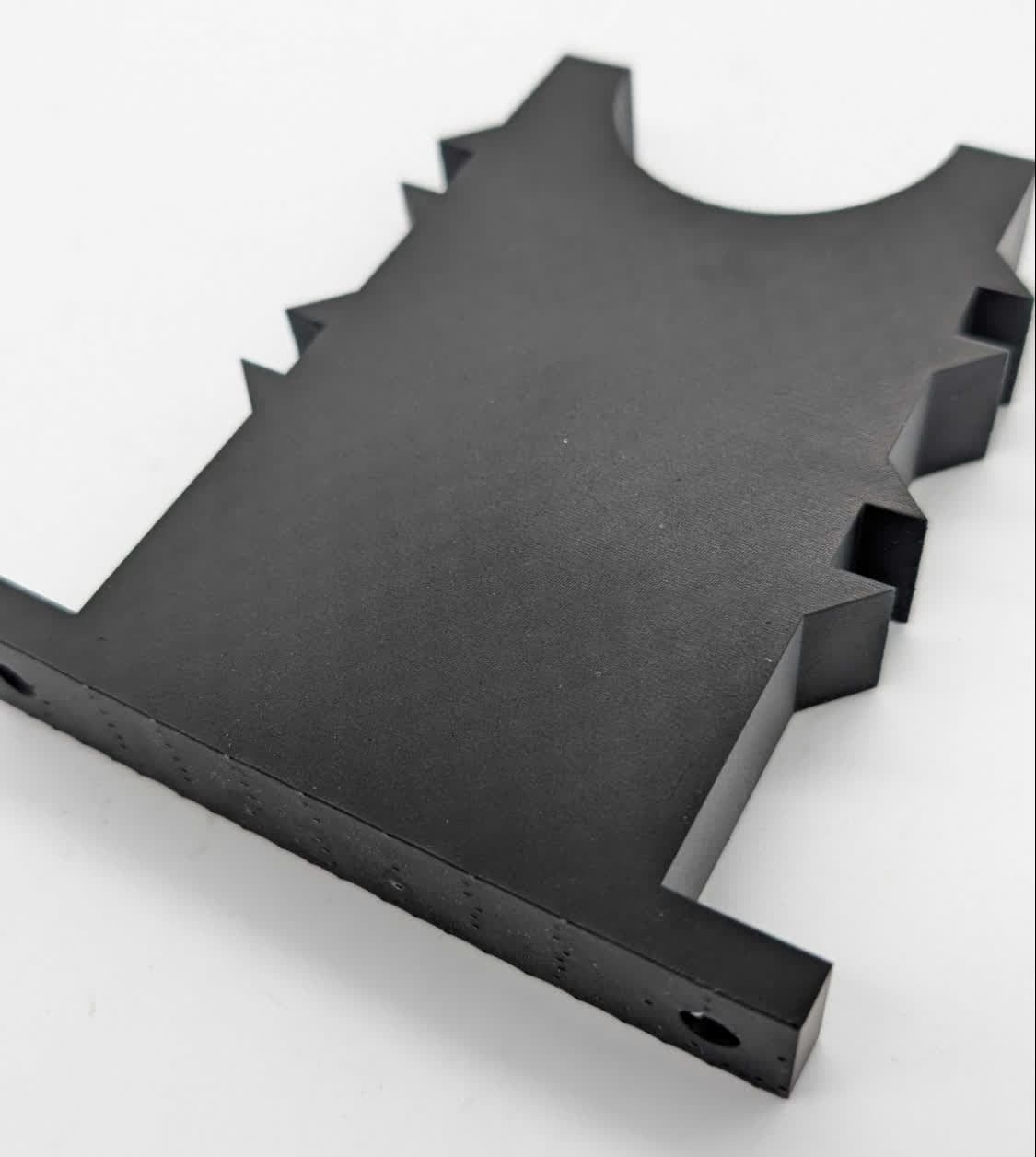
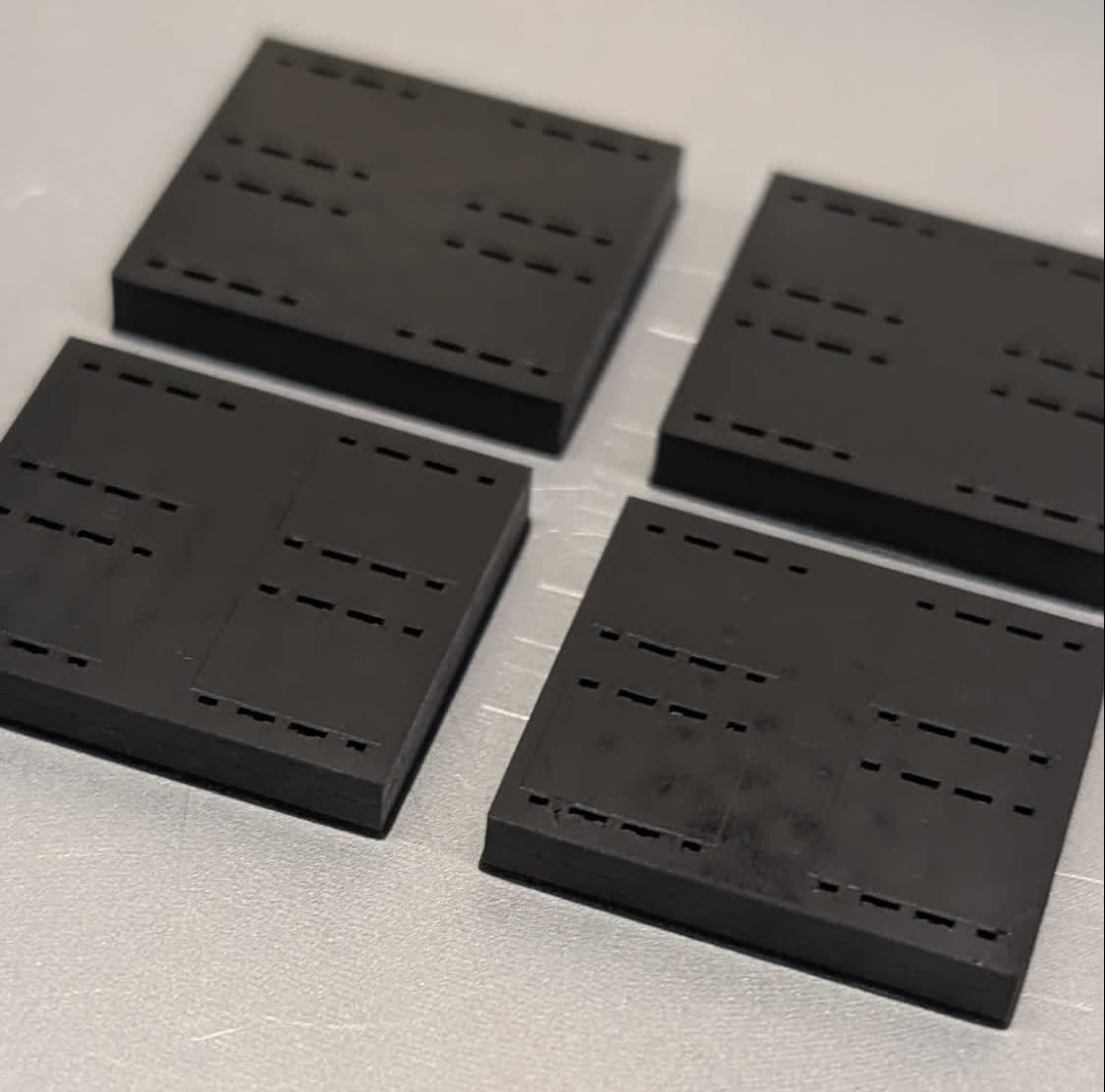
Una volta stampate con successo le parti di prova, è possibile stampare parti più funzionali, sfruttando i piccoli spessori degli strati. Ad esempio, la parte sottostante è un fissaggio per tenere fermi i circuiti integrati (IC) delicati in una linea di produzione su piccola scala, che include un cuscinetto da 20 micron su cui poggiano i circuiti integrati e un elemento di posizionamento al centro costituito da gradini da 10 micron.
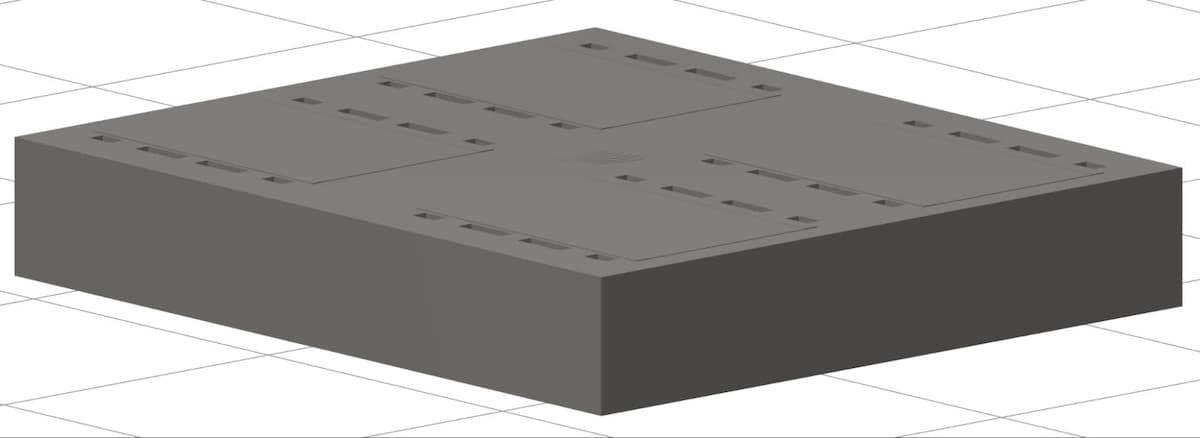
Questa parte è stata stampata con successo, producendo i dettagli verticali sottili sopra menzionati. La risoluzione X/Y non è migliorata con questi spessori dello strato inferiori, quindi le caratteristiche che si trovano sullo stesso piano della piattaforma di stampa devono ancora avere all'incirca le stesse tolleranze e dimensioni di quelle che sarebbero necessarie a 50 micron.

Per una visione più chiara dei dettagli verticali di questa stampa, consulta la scansione del profilometro qui. I cuscinetti da 20 micron sono rappresentati dalle aree rosso scuro sulla superficie della parte. Si noti che è visibile anche il film di rilascio della Light Processing Unit della Form 4, mostrato come puntini gialli più chiari sulla superficie. Man mano che lo spessore dello strato diminuisce, questa parte diventa una porzione sempre maggiore dello strato.