Silikonkautschuk ist ein vielseitiges Material, das sich aufgrund von mechanischen Eigenschaften wie Hitzebeständigkeit und Biokompatibilität hervorragend für Anwendungen in der Medizin eignet. Von maßgefertigten Hörgeräten bis hin zu speziellen Griffen für medizinische Geräte, weichen anatomischen Modellen und Prothetik – Silikon ist ein wichtiges Material für die Gesundheitsbranche.
In diesem Leitfaden zeigen wir Ihnen, wie das Ecosystem von Formlabs eingesetzt werden kann, um echte Silikonteile für Anwendungen im Gesundheitswesen zu erstellen. Um den vollständigen Arbeitsablauf sowohl für den Druck mit Silicone 40A Resin als auch für den Silikonguss mithilfe von Formlabs' SLA-3D-Druckern (Stereolithografie) kennenzulernen, laden Sie unser Whitepaper herunter.
Fertigung von Silikonteilen
Weiche, gummiartige Teile kommen im gesamten Gesundheitswesen zum Einsatz, von weichen Anatomiemodellen bis hin zu Prothetik und anderen Wearables. Robuste, biegsame und dehnbare Teile aus echtem Silikon lassen sich mithilfe von zwei Methoden in das Fertigungsportfolio integrieren: durch direkten 3D-Druck mit Silicone 40A Resin oder Silikonguss mit SLA-3D-gedrucktem Werkzeug.
Silikon ist ein beliebtes Material zur Herstellung weicher Medizinprodukte für die Endverwendung. Es kann auch zur Herstellung von weichen Formwerkzeugen für den Guss harter Materialien verwendet werden, ein Verfahren, das als „Silikonformenbau“ bekannt ist. Dieser Leitfaden behandelt nur die Fertigung von Silikonteilen, bei der weiche, gummiartige Teile durch den direkten 3D-Druck mit SIlicone 40A Resin oder durch Gießen von Silikon in 3D-gedruckte Formwerkzeuge hergestellt werden. Weitere Informationen über die Fertigung harter Teile mittels Silikonformenbau finden Sie im entsprechenden Leitfaden.
Unser Whitepaper beinhaltet Beispiele für die Produktion von Silikonteilen mit einer Vielzahl von Methoden. Dazu gehören:
-
Direkter 3D-Druck von Silikon: Teile aus Silikon werden mit Silicone 40A Resin direkt auf den Kunstharz-3D-Druckern Form 3/B/+ hergestellt. Diese Methode eignet sich am besten für die Herstellung komplexer Geometrien, die durch Gussprozesse nicht erreicht werden können.
-
Formpressen von Silikonmasse: Schnell aushärtende Silikonmasse wird in zwei Hälften einer 3D-gedruckten Form gefüllt, welche mit einem Schraubstock zusammengepresst werden. Diese Methode wird häufig für die Prototypen von Dichtungen angewandt und kommt dem in der Massenproduktion eingesetzten Werkzeug sehr nahe.
-
Form zum Einspritzen flüssigen Silikons: Dies ist die gängigste Methode zum Formen eines durchgängigen Prototypteils aus Silikon mit einer zwei- oder mehrteiligen Form. In vielen Fällen wird der Prozess des Befüllens mit Silikon aufgrund des Formdesigns durch die Schwerkraft unterstützt. Das Silikon wird über einen Kanal am oberen Ende der Form eingefüllt und der Hohlraum der Form füllt sich von unten stetig auf. Am Ende tritt flüssiges Silikon durch Auslässe und Luftkanäle am oberen Ende der Form aus.
-
Umspritzen zur vollständigen oder partiellen Umhüllung von festen Einlegeteilen mit Silikon: Ein festes Teil wird in eine zwei- oder mehrteiligen Form eingesetzt. Anschließend wird flüssiges Silikon in den Hohlraum der Form eingespritzt, sodass es das Einlegeteil zum Teil oder vollständig umschließt.
-
Verlorene Formen für individuelle Teile aus Silikon: Die Form ist hierbei eine dünne, eierschalenartige Hülle (< 1 mm), die den Hohlraum für den Silikonguss lückenlos umschließt. Nachdem das Silikon ausgehärtet ist, wird die 3D-gedruckte, schalenartige Form zerbrochen und abgelöst, um das Silikonteil freizugeben. Da eine solche verlorene Form nicht wiederverwendet werden kann, wird diese Technik nur für einzelne, kundenspezifische Teile angewandt. Einen detaillierten Schritt-für-Schritt-Leitfaden zur Fertigung von verlorenen Eierschalenformen finden Sie hier, mit Fokus auf Otoplastiken aus Silikon.
Die verschiedenen Methoden für Design, Druck und Guss haben branchen- und anwendungsübergreifend einige grundlegende Schritte gemeinsam. In unserem Whitepaper stellen wir an einem ausführlichen Beispiel das Design einer Form zum Einspritzen von Silikon vor, wobei wir auch auf Tipps und bewährte Praktiken von unseren Kunden eingehen.
Arten von Silikon
Silikone sind eine Gruppe von Polymeren, deren Molekülketten die Elemente Silizium und Sauerstoff enthalten und die sich beim Aushärten von einem Gel oder einer Flüssigkeit in einen sehr biegsamen und dehnbaren Feststoff verwandeln. Sie sind vielseitige Materialien mit Hochleistungseigenschaften wie hervorragender elektrischer Isolierung, Hitzebeständigkeit, chemischer Beständigkeit, hoher Reißfestigkeit und Biokompatibilität, weshalb sie in anspruchsvollen Branchen wie dem Gesundheitswesen sehr beliebt sind.
Silikon-Elastomere sind auf dem Markt dominant und lassen sich in drei Kategorien einteilen:
-
Flüssigsilikone (Liquid Silicone Rubbers, LSR) sind hochleistungsstarke Silikone, die für gewöhnlich zur Herstellung starker technischer Komponenten mit engen Toleranzen genutzt werden, wie etwa Dichtungen oder elektrischer Anschlüsse. Sie werden unter hohen Temperaturen verarbeitet, oft mittels Spritzguss, und kommen in der Großserienproduktion zum Einsatz.
-
Hochtemperaturvernetzende Silikone (HTV) oder auch Heat Cured Rubber (HCR-Silikone) bieten eine erstklassige Beständigkeit gegenüber Temperaturen und Alterung und eignen sich daher ideal für Kabel oder Isolierungen in Medizinprodukten. Sie werden meist mittels eines Platinkatalysators ausgehärtet und erhalten ihre Form durch Extrusion oder Formpressen mit Vulkanisation unter Druck und Hitze. Entdecken Sie, wie der Silikon-Experte SIOCAST HTV-Silikonformen um 3D-gedruckte Urmodelle herum formt.
-
Raumtemperaturvernetzende Silikone (RTV) sind verhältnismäßig einfacher zu verarbeiten und bieten hervorragende mechanische und thermische Eigenschaften, die sich gut für Dichtungen und Medizinprodukte sowie die Ummantelung elektrischer Komponenten und den Formenbau eignen. Die Formgebung erfolgt bei Raumtemperatur, für gewöhnlich durch Spritzguss, Formpressen oder Guss.
In diesem Bericht behandeln wir Anwendungen mit RTV-Silikonen. Wir gehen auf Techniken ein, die in jeder Anlage für das Prototyping oder die Produktentwicklung betriebsintern durchgeführt werden können. Einige spezifische Arten von RTV-Silikonen sind folgende:
-
Silicone 40A Resin: Silicone 40A Resin ist ein RTV-Silikon aus einer Komponente und ergibt Teile aus 100 % Silikon mit erstklassiger Elastizität, Chemikalienbeständigkeit und thermischer Stabilität. Die Teile werden direkt auf dem Form 3/3B gedruckt und mit einem Gemisch aus Isopropylalkohol (IPA) und Essigsäure-n-butylester sowie anschließend mit Wasser, Hitze und UV-Licht nachbearbeitet.
-
Flüssige RTV-Silikone: Flüssige Silikone bestehen in der Regel aus zwei Komponenten oder einer Komponente mit einem Zusatz geringer Mengen eines Katalysators. Es gibt zwei gemeinhin verfügbare Kategorien. Platinkatalysierte Silikone kosten mehr, bieten aber eine bessere langfristige Formbeständigkeit bei sehr geringfügiger Schrumpfung nach der vollständigen Aushärtung. Zinnkatalysierte Silikone sind kostengünstiger, aber langfristig weniger beständig, und neigen zu stärkerer Schrumpfung. Die Aushärtezeit liegt zwischen zehn Minuten und mehreren Stunden.
-
Polydimethylsiloxan (PDMS): PDMS ist ein flüssiges RTV-Silikon mit spezifischer chemischer Struktur, das in der Polymerkette aus Silizium und Sauerstoff auch Methylgruppen enthält. Dieses flüssige Polymer wird weitläufig als Schmiermittel oder als viskoser Zusatzstoff in Konsum- oder Industriegütern verwendet. In ausgehärteter Form kommt PDMS in einer Reihe von Forschungsanwendungen zum Einsatz. Seine hohe optische Transparenz und die Fähigkeit, auch kleinste Oberflächenstrukturen und Kanäle abzubilden, machen PDMS perfekt für die Mikrofluidik und weiche Lithografie. Viele Formulierungen von PDMS härten bei Raumtemperatur innerhalb von 48 Stunden aus oder können bei erhöhter Temperatur in weniger als einer Stunde ausgehärtet werden.
-
Silikonmasse: Hierbei handelt es sich um Zwei-Komponenten-Kitt, dessen Komponenten von Hand zu gleichen Anteilen vermischt werden. Der in diesem Bericht behandelte Silikonkitt besitzt eine Shore-Härte von 40A (siehe untenstehende Skala), was etwa der Härte eines Radiergummis entspricht. Diese Art von Silikon kann im Schmuckfachhandel erworben werden und wird häufig zur Herstellung von Wachsmodellen für den Metallguss verwendet. Das Silikon selbst dient jedoch gut zur Nachbildung formgepresster Dichtungen.
Haut- und Schleimhautverträglichkeit und Lebensmittelechtheit
Manche Anwendungen erfordern mehr Vorsicht als andere, wenn es um Kontakt mit dem menschlichen Körper oder mit Nahrungsmitteln geht. Überprüfen Sie stets das Materialsicherheitsdatenblatt des Silikonherstellers, um zu gewährleisten, dass der Einsatz für Ihre Anwendung ungefährlich ist. Beachten Sie, dass flüssige Zwei-Komponenten-Silikone, die als hautverträglich ausgewiesen sind, für gewöhnlich einen Platinkatalysator nutzen.
Silicone 40A Resin wird derzeit gemäß ISO 10993-1 für die folgenden Biokompatibilitätsendpunkte als Produkt mit Hautkontakt bewertet: ISO 10993-5:2009, 10993-23-2021:2021, ISO 10993-10:2021.
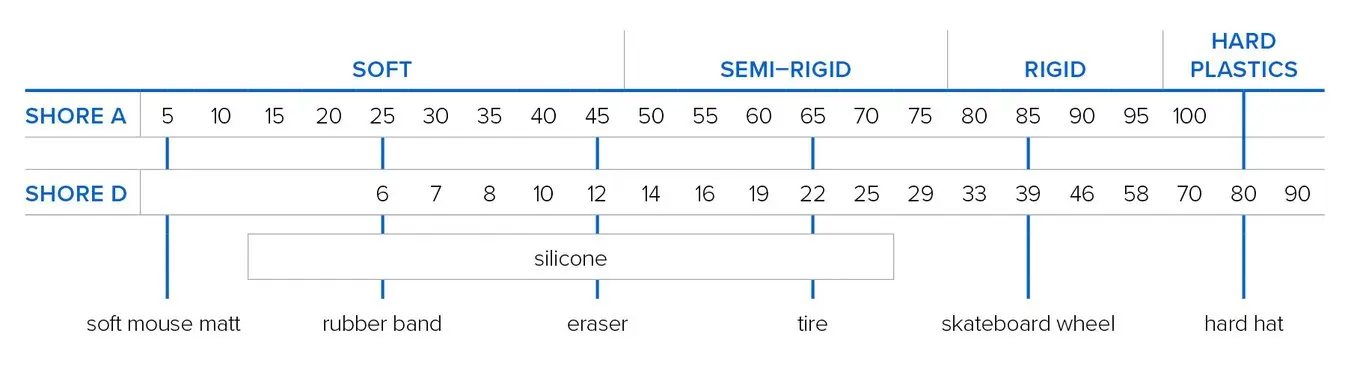
Shore-Härteskala
Gummiartige Materialien wie Silikonkautschuke können für verschiedene Härtegrade formuliert werden, die von sehr weich bis sehr hart reichen. Dies wird durch den jeweiligen Wert auf der Shore-Härteskala angezeigt. Weichere Materialien werden auf der Shore-Härteskala A gemessen, härtere auf der Shore-Härteskala D. Die untenstehende Tabelle liefert einen hilfreichen Vergleich mit gängigen Haushaltsgegenständen.
Entscheidung zwischen Druck und Guss
Ob der direkte 3D-Druck oder sonstige Formverfahren für Silikon für Sie optimal sind, hängt von den spezifischen Anforderungen Ihrer Anwendung oder Ihres Arbeitsablaufes ab. Folgende Charakteristika der einzelnen Methoden sollten berücksichtigt werden:
-
Komplexe Geometrien: Nicht alle Geometrien sind durch Gussverfahren realisierbar. Bei Anwendungen, die komplexe Geometrien erfordern, ist der direkte 3D-Druck vorzuziehen.
-
Farbe: Silicone 40A Resin ist schwarz. Für Anwendungen, die transparente oder farbige Teile erfordern, kann der Silikonguss eine bessere Wahl sein.
-
Dauer: Das Entwerfen von Teilen für den direkten 3D-Druck geht schneller als das Formdesign. Weiterhin beansprucht der Druck eines einzelnen Silikonteils deutlich weniger Zeit als der Druck einer Form und deren Ausgießen mit Silikon. Wenn die Zeit begrenzt ist, bietet sich in der Regel der direkte 3D-Druck an.
-
Geruch: Bei Druckabschluss weist Silicone 40A Resin einen Geruch auf, der erst nach einer gewissen Zeit verzieht. Dies lässt sich durch die Nachhärtung des Teils in einer Mischung aus Wasser und dem Raumerfrischer Febreze HD beschleunigen. Dennoch sollte der Silikonguss womöglich vorgezogen werden, wenn der Geruch des Materials für die Anwendung unmittelbar von Bedeutung ist.
-
Biokompatibilität: Verschiedene Arten von Silikon weisen unterschiedliche Grade von Biokompatibilität auf. Silicone 40A Resin wird derzeit gemäß ISO 10993-1 auf seine Hautverträglichkeit geprüft. Für Anwendungen, die einen höheren Grad an Biokompatibilität erfordern, bietet sich der Silikonguss womöglich eher an.
-
UV-Einstrahlung: Die mechanischen Eigenschaften von Silicone 40A Resin verschlechtern sich bei wiederholter Einwirkung von UV-Licht. Für Anwendungen, bei denen die Teile häufig direktem Sonnenlicht ausgesetzt werden, stellt der Silikonguss vermutlich die bessere Alternative dar.
Für medizinische Anwendungen, in denen gummiartige Teile benötigt werden, Silikon sich aber nicht gut eignet, können alternative Formlabs-Elastomere in Betracht gezogen werden: etwa BioMed Elastic 50A Resin für SLA oder TPU 90A Powder für den SLS-3D-Druck.
| Material | Drucker | Maximale Zugfestigkeit | Spannung bei 100 % Dehnung | Bruchdehnung |
|---|---|---|---|---|
| Formlabs Silicone 40A Resin | Form 4/B Form 3/B/+ | 7,2 MPa | 4,5 MPa | 135 % |
| BioMed Elastic 50A Resin | Form 4/B Form 3/B/+ | 2,3 MPa | 1,3 MPa | 150 % |
| BioMed Flex 80A Resin | Form 4/B Form 3/B/+ | 7,2 MPa | 4,5 MPa | 135 % |
| TPU 90A Powder | Fuse 1+ 30W | 8,7 MPa (X/Y) 7,2 MPa (Z) | 7,2 MPa (X/Y) 7,0 MPa (Z) | 310 % (X/Y) 110 % (Z) |
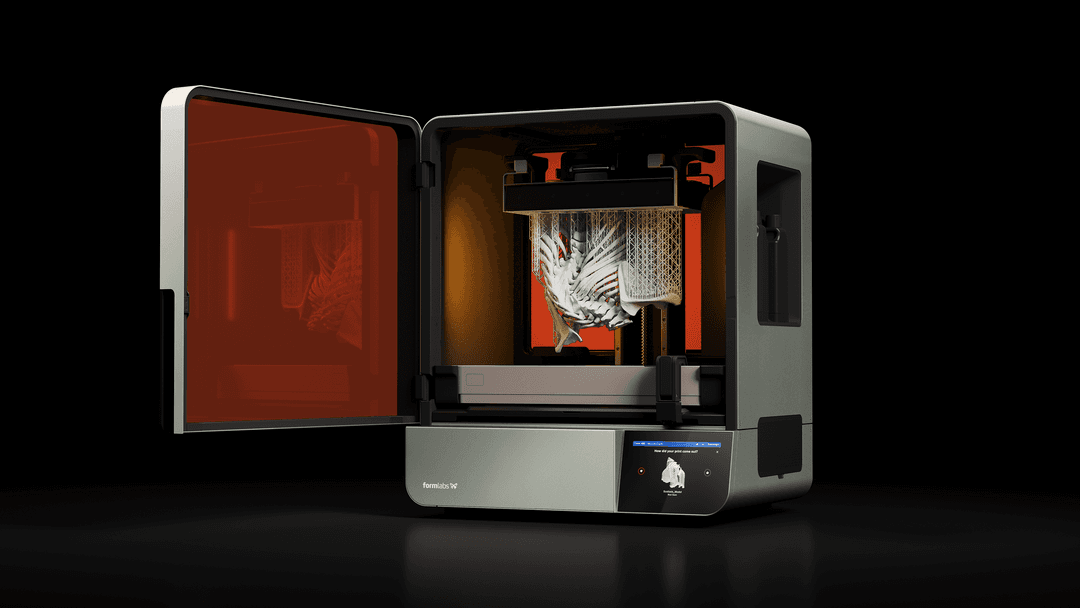
Überblick über den Druck mit Silicone 40A Resin
Silicone 40A Resin basiert auf der Pure Silicone Technology™, einem neuen, zum Patent angemeldeten Verfahren, das auf dem Stereolithografie-Ecosystem (SLA) von Formlabs beruht und die Produktion von Teilen aus 100 % Silikon ermöglicht, und zwar betriebsintern und innerhalb von Stunden. Es ist ideal für Anwendungen, die Biegsamkeit, Haltbarkeit und Widerstandsfähigkeit gegen wiederholtes Dehnen, Biegen oder Kompression erfordern.
| Materialeigenschaft | Silicone 40A Resin |
|---|---|
| Shore-Härte | 40A |
| Bruchdehnung | 230 % |
| Reißfestigkeit | 12 kN/m |
| Rückprallelastizität | 34 % |
| Temperaturbereich | -25 °C bis 125 °C |
Die Anwendungen für Silicone 40A Resin sind vielfältig und reichen von Rapid Prototyping, Beta-Tests und Validierungsphasen in der Produktentwicklung bis hin zur kosteneffizienten Fertigung von Endverbrauchsteilen in kleinen Stückzahlen oder kundenindividueller Fertigung. Das Material eignet sich auch für die Fertigung von Medizinprodukten, patientenindividueller Prothetik, audiologischen Komponenten und für die Herstellung von Teilen mit komplexen Geometrien, die mit herkömmlichen Methoden nur schwer zu fertigen sind.

Der direkte Silikon-3D-Druck mit Silicone 40A Resin ist die ideale Lösung für eine Vielzahl von Anwendungen, vom Rapid Prototyping bis hin zu Fertigungshilfen, Werkzeug und Kleinserienfertigung oder Einzelanfertigungen.
Die Markteinführung von Silicone 40A Resin liefert eine Lösung für langzeitige Herausforderungen konventioneller Methoden zum Silikon-3D-Druck, wie etwa hohe Kosten und technische Einschränkungen. Durch die Option zum Druck mit einem Klick sparen Kunden mit Silicone 40A Resin Zeit, da keine Gussform entworfen und hergestellt oder Silikon ausgegossen werden muss. Des Weiteren eröffnen sich neue Designmöglichkeiten, da auch komplexe Geometrien umgesetzt werden können, die mit konventionellen Methoden schwer zu erzielen sind. Diese erschwingliche und unkomplizierte Lösung macht es möglich, hochwertige Teile für die Endverwendung zu produzieren, ohne Kompromisse in Sachen Preis, Qualität oder Geschwindigkeit einzugehen.
Überblick über den 3D-Druck von Werkzeug für Silikonguss
Formen zur Herstellung von Silikonteilen werden konventionellerweise durch CNC-Bearbeitung aus Aluminium- oder Stahlblöcken gefertigt. Dies gilt sowohl für zwei- oder mehrteilige Spritzgussformen für Flüssigsilikone (LSR) als auch für Formpresswerkzeuge mit einem einzigen Hohlraum zur Anwendung mit einer erhitzten HCR-Silikonplatte, die unter Druck und hohen Temperaturen ausgehärtet wird. Solche Metallformen werden für gewöhnlich in der Massenproduktion eingesetzt. Kommen Sie beim Prototyping zum Einsatz, fallen wochenlange Durchlaufzeiten und Werkzeugkosten im drei- oder vierstelligen Bereich an, wodurch kleine Designänderungen und deren Tests nur eingeschränkt möglich sind.
Der Desktop-3D-Druck stellt eine leistungsstarke Lösung zur schnellen und kostengünstigen Herstellung von Formwerkzeugen dar. Er erfordert wenig Ausrüstung und erlaubt es geschultem Personal somit, seine Aufmerksamkeit anderen, höherwertigen Aufgaben zuzuwenden. Durch betriebsinternen 3D-Druck integrieren Hersteller und Produktdesigner das Rapid Tooling in den Prozess der Produktentwicklung, sodass das Design und die Materialauswahl noch vor dem Übergang zur Massenproduktion validiert werden können. Auf diese Weise iterieren sie schneller, beschleunigen die Produktentwicklung und bringen bessere Produkte auf den Markt. Werkzeug, das aus SLA-Kunstharzen von Formlabs 3D-gedruckt wird, bietet für die Prototypenfertigung, kleine Produktionschargen und die kundenspezifische Fertigung zahlreiche Vorteile hinsichtlich des Produktdesigns. RTV-Silikone mit zwei Komponenten können in eine zwei- oder mehrteilige Form aus dem 3D-Drucker eingespritzt und RTV-Silikonmasse in die Hälften eines 3D-gedruckten Formpresswerkzeugs gefüllt werden. Werkzeug aus dem 3D-Drucker eröffnet dem Produktdesign eine breite Palette an Silikonen mit Zinn- oder Platinkatalysator sowie eine große Bandbreite an Härtegraden, Farben und Transparenzgraden oder auch spezielle Funktionen wie Hautverträglichkeit.

Herstellung von Silikonteilen mit 3D-gedruckten Werkzeugen
Dieser Bericht bietet eine schrittweise Anleitung zu 3D-gedruckten Formwerkzeugen für die Produktion von Silikonteilen, einschließlich bewährter Praktiken und Fallstudien von Kunden.
Der Stereolithografie-3D-Druck (SLA) ist die ideale Wahl zur Formenherstellung für den Silikonguss, da SLA-Teile eine glatte Oberflächenbeschaffenheit und eine hohe Präzision aufweisen. RTV-Silikone bilden feine Oberflächendetails aber auch -mängel genau ab, sodass die Oberflächenqualität des Formwerkzeugs direkt auf die Oberfläche des fertigen Teils übertragen wird. Eine Form aus einem Schmelzschichtungsdrucker (FDM) würde beispielsweise sichtbare Abdrücke von Schichtlinien auf dem Silikonteil hinterlassen.
Der SLA-3D-Druck mit BioMed Clear Resin oder Clear Resin von Formlabs macht es hingegen möglich, das Einspritzen des Silikons zu beobachten, sodass die Entstehung von Luftblasen oder Leerräumen kontrolliert werden kann und erkennbar ist, wo abgerundete Ecken oder zusätzliche Lüftungsöffnungen notwendig sind. Der SLA-3D-Druck lässt außerdem eine höhere Designkomplexität zu. In eine 3D-gedruckte Form können Hinterschneidungen oder sonstige komplexe Geometrien eingefügt werden, die mit CNC-Bearbeitung unmöglich oder unerschwinglich wären.

PSYONIC ummantelt die Finger der Ability Hand durch Silikonumspritzung. Einige Formen beinhalten einen Einsatz aus Tough 2000 Resin, der den von Silikon einzuschließenden „Knochen“ in der Form verankert.
Auch in ihrer mechanischen Leistung sind Formlabs' BioMed Clear Resin und Clear Resin vielseitig. Das gleiche Material kann sowohl für extrem dünne, eierschalenartige Gussformen verwendet werden, die sich zur Freigabe eines Silikonteils leicht abbrechen lassen, als auch für robuste Formpresswerkzeuge, die zahlreiche Male zur Dichtungsringproduktion genutzt werden. Und schließlich verringern preiswerte Fertigungslösungen für den Benchtop die Durchlaufzeiten; Designteams können eine Form 3D-drucken und schon am nächsten Tag mit dem Silikonguss beginnen.
Bei der Verwendung in 3D-gedruckten Formen bildet RTV-Silikonkautschuk filigrane Oberflächendetails wie geprägten Text genau ab. Darüber hinaus sind die meisten gussfähigen Silikone nicht chemisch adhäsiv und lassen sich nach der Aushärtung einfach von 3D-gedruckten Formen abziehen. Eine mechanische Verbindung ist möglich, wenn das Silikon auf eine sehr poröse Oberfläche wie gewebten Stoff gegossen wird. In manchen Fällen kann eine chemische Verbindung mit besonderen Bindemitteln gefördert werden.
Da zur Verarbeitung von RTV-Silikonen weder hohe Temperaturen noch hoher Druck erforderlich sind, lässt es sich auch bei der Prototypenentwicklung mit eingeschränkter Ausrüstung leicht formen. Dadurch sinken die Einstiegskosten, die zur Einführung weicher Bauteile im Designportfolio eines Unternehmens notwendig sind. Leitfäden zur schnellen und kostengünstigen Fertigung kleiner Serien von Silikonteilen im eigenen Betrieb finden Sie in unserem vollständigen Whitepaper.
Compatibility of 3D Printing Resins and Silicones
Anytime a castable material such as silicone comes into contact with a printed mold, we must consider the chemical interaction between the two materials. When casting platinum-catalyzed silicones in SLA molds, one particular challenge arises: the resin monomer can inhibit the silicone curing process, leaving an uncured gummy surface. However, high-quality platinum-catalyzed silicone parts can be produced by making sure SLA molds are fully cleaned and cured, and by applying protective coatings and mold releases.
There are many possible combinations of silicone, resin, protective coating, and mold release that you can try. We asked customers from a variety of industries to report on their successful workflows, and their responses are summarized below. We considered many of these insights when developing our own step-by-step process.
| Branche | Anwendung | Art der Form | Silikon | Kunstharz | Best Practices |
|---|---|---|---|---|---|
| Product Design | Beta prototypes Skin contact | Umspritzform | Unspecified (Pt cure) | Clear Resin | Paint on Vaseline as mold release |
| Product Design | End-use | Eggshell mold | Smooth-On Mold Max (Tin cure) | Clear Resin | No mold release used; mold is sacrificial / one-time use |
| Product Design | Prototypes | Compression mold | Castaldo Quick-sil (putty) | Clear Resin | General purpose mold release from Smooth-On |
| Product Design | Prototypes skin contact | Injection filled mold | Unspecified (Pt cure) | LT Clear Resin Clear Resin Grey Resin | Any general purpose mold release |
| Product Design | Prototypes Skin contact | Injection filled mold Overmold | Smooth-On Dragon Skin 20 (Pt cure) | Clear Resin | Krylon Crystal Clear Acrylic spray + Ease Release 200 |
| Manufacturing / Healthcare | End-use | Injection filled mold Overmold | Smooth-On Dragon Skin 20 (Pt cure) | Clear Resin | No mold release needed |
| Manufacturing / Healthcare | End-use Mucous membrane contact | Eggshell mold | Unspecified (Pt cure) | Biomed Amber Resin | No mold release used; mold is sacrificial / one time use |
| Audiology / Healthcare | End-use Skin contact | Eggshell mold | BioPor AB 40 by Dreve | Clear Resin Biomed Clear Resin | No mold release used; mold is sacrificial / one time use |
| Unterhaltungsindustrie | Models and props Skin contact | Injection filled mold Open mold | Smooth-On FX Pro (Pt cure) | Black Resin >br>Grey Resin | Mold release not always needed |
| Unterhaltungsindustrie | Models and props Part reproduction | Open mold Silicone mold | Variety of Pt and Tin cure by Smooth-On | Crear Resin Grey Resin | XTC-3D High Performance 3D Print Coating |
| Unterhaltungsindustrie | Models and props Part reproduction | Silicone mold | Unspecified (Pt cure) | Cler Resin | SEM Flexible Primer Surfacer spray coating |
| Unterhaltungsindustrie | Models and props Skin contact | Injection filled mold | Platsil Gel-25 by Polytek (Pt cure) | Rigid 10K Resin | Smooth-On Super Seal coating and Ease Release 200 |
| Hobby | art reproduction | Open mold Silicone mold | Smooth-on OOMOO 30 (Tin cure) | Grey Resin | General purpose mold release from Smooth-On |
While the combination of materials clearly varies, our customers aligned on the following:
- Make sure your parts are fully washed and cured. The 3D printed mold must be washed thoroughly in clean IPA, such that surfaces are not tacky after the mold dries. The mold should also be cured completely to reduce the amount of unreacted monomer on the SLA parts. For this process, the Form Cure is a great option. Clear Resin parts will develop a yellow tint, which is a good indicator that your mold is fully cured.
- Try a protective coating. There are many acrylic or epoxy coatings available that are applied as an aerosol spray in a single step (e.g. Krylon Crystal Clear acrylic coating), or as a two-part brush- on material (e.g. XTC-3D from Smooth-On). Using very little material, both types of coatings will leave a glossy, glass-like finish on the internal surfaces of the mold. Multiple applications may be needed. Check the manufacturer’s instructions for drying or curing times.
- Use a mold release anytime silicone contacts another material. This will ease the de-moldingstep, and eliminate silicone residue inside the mold, making it easier to reuse it for multiple castings. In many cases a generic or “general purpose” mold release from your silicone brand is sufficient (e.g. Stoner Dry film e408). A light mist of mold release is enough. Once again, check the manufacturer's instructions for recommended drying times.
Additional Best Practices
Some silicone formulas, such as PDMS, are more susceptible to cure inhibition than others when they come into contact with SLA 3D printed tooling. We have listed further troubleshooting steps provided by Formlabs users, which build off of our general guidelines for RTV liquid silicones.
- Rinse with acetone. Spraying the 3D printed mold with an acetone squeeze bottle can help to remove residual solvent and any debris after the standard IPA washing step.
- Over-cure the mold. For tooling printed in Clear Resin, increase the curing time from 15-20 minutes to 60-120 minutes at 60 °C.
- Wait 24-48 hours after post-processing. Allow the mold to sit in ambient temperature and light before applying coatings and casting the silicone. It is helpful to expose the mold surfaces to open airflow during this step.
- Use an epoxy coating. A two-part epoxy sealant can act as an effective barrier between the silicone and the 3D printed mold.
- Use a higher concentration of catalyst. When using two-part silicones, we suggest adding a bit of extra catalyst component. If a small proportion of the catalyst is inhibited by the mold surface, the extra catalyst can help compensate for this and prevent formation of a tacky silicone surface.
Selecting a Mold Type
Auch wenn die Ergebnisse der unterschiedlichen Formgebungsverfahren ähnlich aussehen, gibt es einige Kriterien, die bei der Auswahl der Art der Form beachtet werden sollten. Dazu zählen die Geometrie des endgültigen Teils, die Möglichkeit von Hinterschneidungen und Löchern im Design, das Produktionsvolumen und die für den Guss vorgesehenen Materialien. In der untenstehenden Tabelle haben wir einige Richtlinien aufgeführt.
| Art der Form | Teilgeometrie | Materialien | Produktionsvolumen |
|---|---|---|---|
| Formpresswerkzeug | Keine Hinterschneidungen | Silikonkitt mit hohem Härtegrad | Dutzende von Durchgängen |
| Form zum Einspritzen | Kleine Hinterschneidungen | Two-part liquid silicones | Dutzende von Durchgängen |
| Umspritzform | Encapsulate internal hardware, minor undercuts | Two-part liquid silicones | Dutzende von Durchgängen |
| Verlorene Form | Can accommodate large | Two-part liquid silicones | Einmalige Verwendung |
Silicone Molding Step-By-Step
The Formlabs team has developed a step-by-step process for creating a silicone product prototype by combining different aspects of our customers’ successful workflows. One project presented below is a molded silicone keychain with an embedded Apple AirTag device. The other is a gasket designed by OXO. The design guidelines cover all critical steps from importing a reference geometry to adding alignment features for encapsulated hardware. We also used the novel silicone filling method employing an epoxy gun with a 1:1 volume mixing nozzle recommended by Dame Products.
Many of the steps and best practices shared are common across mold types. Each step of the tutorial indicates its relevance to injection filled molds, overmolds, or compression molds.
For information about eggshell molds, the Formlabs audiology white paper 3D Printing Custom Silicone Ear Molds provides a step-by-step guide.
WHAT IS REQUIRED?
From Formlabs:
- Formlabs BioMed Clear Resin or Clear Resin
- Compatible Formlabs SLA printer with up-to-date firmware
- PreForm software (most recent version)
- Compatible Build Platform
- Compatible Resin Tank
- Form Wash, Form Wash L, or Finish Kit
- Form Cure or Form Cure L
Jetzt einsteigen in die Herstellung von Medizinprodukten aus Silikon
Die Anwendungen für Silikon sind vielfältig und reichen von Rapid Prototyping, Beta-Tests und Validierungsphasen in der Produktentwicklung bis hin zur kosteneffizienten Fertigung von Endverbrauchsteilen in kleinen Stückzahlen oder kundenindividueller Fertigung. Mit dem Formlabs-Ecosystem drucken Sie Teile aus Silicone 40A Resin für die Fertigung von Medizinprodukten, patientenindividueller Prothetik, audiologischen Komponenten und für die Umsetzung von komplexen Geometrien, die mit herkömmlichen Methoden nur schwer zu fertigen sind.
Laden Sie für vollständige Leitfäden zum 3D-Druck von Silikongussformen sowie von endgültigen Teilen aus Silikon unser Whitepaper herunter.