Aviso:
Para evitar dañar el equipo, comprueba la tabla de compatibilidad de los tanques de resina en Elección del material adecuado para confirmar que estás utilizando un tanque de resina compatible con este material.

Aviso:
Para evitar dañar el equipo, comprueba la tabla de compatibilidad de los tanques de resina en Elección del material adecuado para confirmar que estás utilizando un tanque de resina compatible con este material.
Usa la Castable Resin de Formlabs para crear joyas con un alto nivel de detalle mediante el proceso de la fundición a la cera perdida. Una resina pensada específicamente para la fundición a la cera perdida, que arde limpiamente, sin dejar cenizas ni residuos.
Aviso:
No almacenes este material durante más de un mes en un tanque de resina estándar o más de dos meses en un Resin Tank LT para evitar fugas de resina y daños posteriores.
La Castable Resin es un fotopolímero acrílico, que requiere un quemado diferente al típico utilizado para la cera. En vez de derretirse a bajas temperaturas, esta resina pasa a ser un gas. El programa de quemado recomendado se ha diseñado y sometido a ensayo para permitir que la Castable Resin se convierta gradualmente en gas. Esta transición lenta a un estado gaseoso reduce la probabilidad de que el revestimiento se agriete por la expansión rápida de la pieza impresa.
Algunos clientes afirman que han realizado moldes para fundición con éxito con la Clear Resin de Formlabs. A las fundiciones más avanzadas con experiencia usando fotopolímeros para la fundición puede interesarles probar este material, que ofrece un alto nivel de detalle, un buen acabado de la superficie y un ciclo de curado más rápido.
Materiales necesarios
Fabricados por Formlabs:
Fabricados por terceros:
Nota:
Si deseas saber más sobre el rendimiento o las propiedades específicas de la Castable Resin como material, consulta la Ficha de datos de seguridad (FDS) y la Ficha técnica. Consulta siempre las FDS como fuente principal de información para entender la seguridad y el manejo de los materiales de Formlabs.
Resumen del proceso de trabajo
Aviso:
Esta es una versión abreviada de las instrucciones completas de la guía de aplicación Introducción a la fundición para patrones de joyería impresos en 3D [en]. Lee la guía de aplicación para conocer las instrucciones detalladas sobre el diseño, los ajustes y la orientación de piezas que se impriman con la Castable Resin.
Diseño para fundición
La fundición es tanto una habilidad como un arte. El diseño de la pieza que se va a fundir es tan importante como las propiedades de los materiales a la hora de obtener un buen resultado. Infórmate más en nuestro libro blanco Impresión 3D de joyería: parámetros básicos de diseño, soportes y orientación (solo en inglés).
Diseña respiraderos en geometrías gruesas para que haya la suficiente ventilación durante el quemado.
Imprime y prepara las piezas
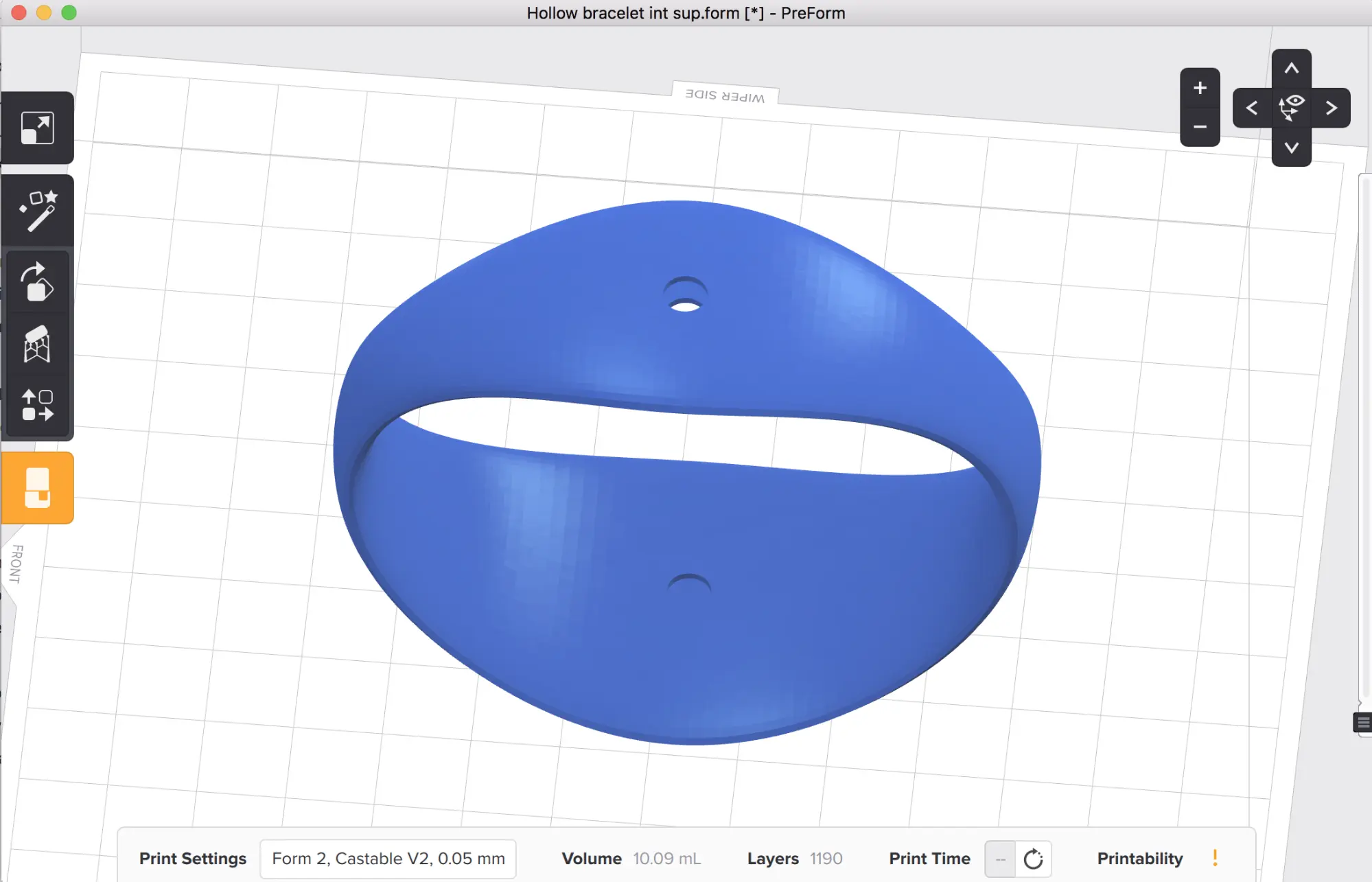
Instala o actualiza PreForm y, a continuación, configura la próxima impresión.
Cómo preparar un modelo para su impresión en PreForm:
Los ajustes de impresión para la Castable Resin están optimizados para imprimir joyería, con el objetivo de reproducir las características y los detalles más relevantes para los joyeros. En la mayoría de diseños, la impresión con una altura de capa de 50 micras proporciona los mejores resultados y una velocidad de impresión mayor.
Para remover la Castable Resin, agita el cartucho y mezcla la resina en el tanque antes de la impresión. La Castable Resin contiene un componente llamado dióxido de titanio, que se separa del resto de la mezcla cuando esta se deja sin usar. La separación aparece como depósitos con forma de copos o cristales blancos, a menudo en el exterior del tanque de resina o de la pieza impresa. Mezcla la resina con frecuencia para mantener el rendimiento normal del material.
Acabado
La Form Wash agita el baño de disolvente y saca las piezas pasado un tiempo determinado. Lava las piezas según lo descrito en el artículo de asistencia Ajustes de tiempo de la Form Wash. Presta especial atención a la información que afecta a las propiedades mecánicas o a los requisitos de biocompatibilidad.
Asegúrate de que el alcohol se haya evaporado por completo antes del poscurado y la fundición, pues podría interferir con el revestimiento y crear corrosión por picadura.
Requisitos de poscurado
Para maximizar la resistencia de la pieza y aumentar la integridad de la pieza en el revestimiento, las piezas hechas con Castable Resin deberían poscurarse completamente y por igual en todas las superficies. Realiza el poscurado de las piezas bajo luz de 405 nm y calor hasta que la superficie esté dura y rígida.
Las soluciones de poscurado varían mucho en cuestión de capacidad de calentamiento, longitud de onda de la luz y rendimiento. Cuando utilices la Form Cure, realiza el poscurado de las piezas impresas con la Castable Resin a 60 °C durante al menos cuatro horas. Las pequeñas fuentes de luz UV, como los secadores de uñas UV domésticos, utilizan luz UV (0-400 nm) y pueden tardar hasta ocho horas en poscurar correctamente las piezas, mientras que los hornos de curado UV industriales pueden tardar solo dos horas.
Nota:
Los secadores de uñas con luz UV resultan ser una solución básica eficaz, en parte porque las piezas suelen colocarse muy cerca de las bombillas. Las piezas se calientan mucho (a veces, a más de 60 °C) y el calor ayuda a que las piezas se curen por completo. Las temperaturas de curado más altas generan un curado más rápido, pero asegúrate de que las piezas no acaben deformándose.
Gira las piezas durante el poscurado para asegurar una exposición por igual a la luz y al calor. La Form Cure girará automáticamente las piezas, pero si se utiliza otro método, puede ser necesario dar la vuelta o girar manualmente las piezas durante el poscurado.
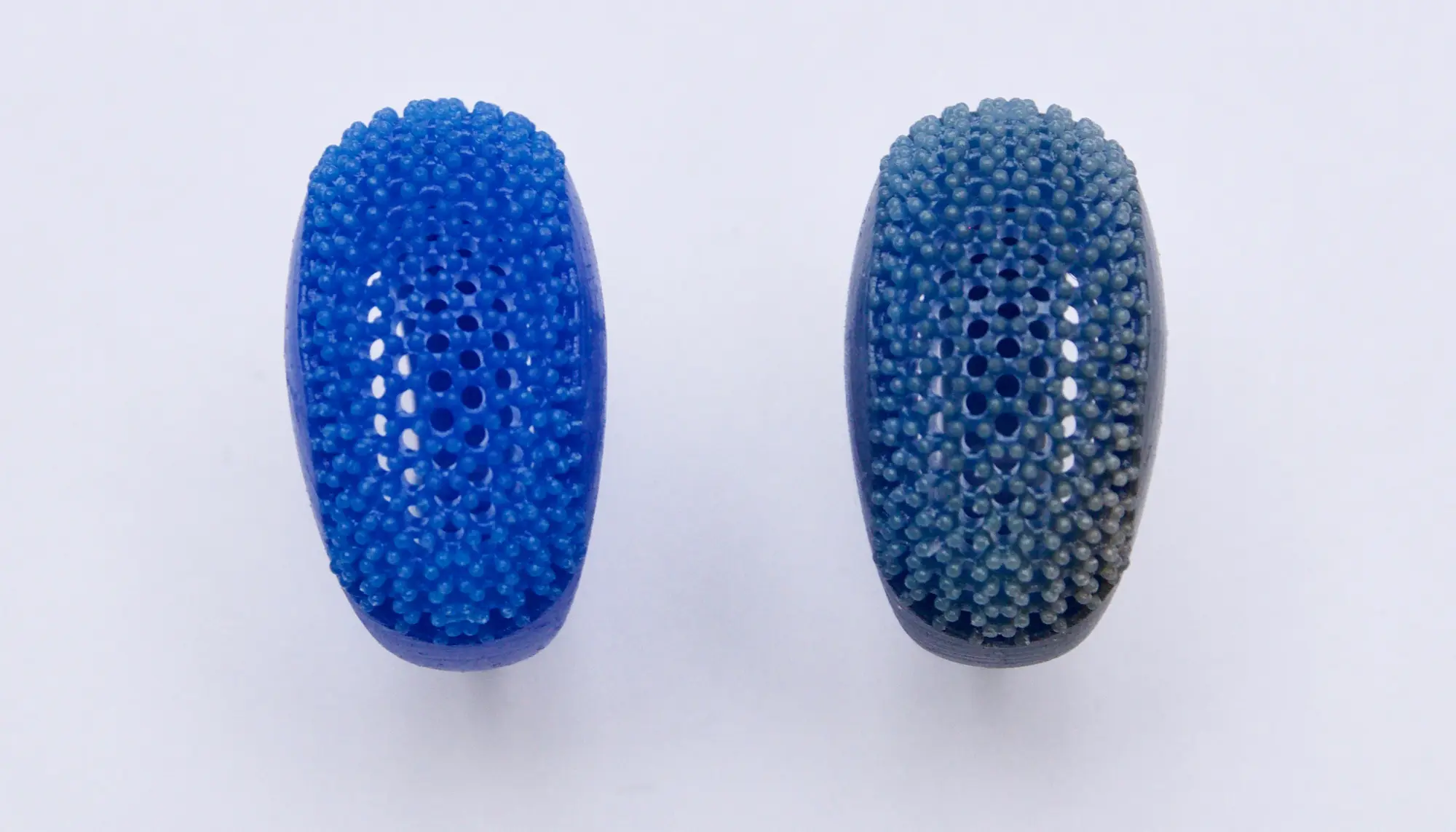
Comparación entre la Castable Resin en estado crudo (antes del poscurado) (izquierda) y la Castable Resin poscurada (derecha).
Durante el poscurado, el color de la pieza puede cambiar de un azul brillante a un azul oscuro y mate. Este fotoblanqueo es un efecto natural de algunos tipos de luz. Que una parte de la pieza está fotoblanqueada es un indicador de una exposición suficiente a la luz. Si poscuras la pieza con los soportes aún unidos, añade 30 minutos más de tiempo de poscurado tras retirar los soportes para que los puntos de contacto se poscuren totalmente.
Es importante que todas las superficies bajo los soportes se curen por igual. En piezas más grandes como brazaletes, puede ser beneficioso curar con soportes para contrarrestar cualquier posible deformación y ayudar a que la pieza mantenga su forma original a mayores temperaturas.

Uso de alicates de corte para retirar soportes de una pieza.
Retira con cuidado todo material de soporte de la pieza tras el poscurado. Utiliza papel de lija de grano fino (400 y superior) para lijar suavemente las marcas de los soportes.

Uso de un accesorio de pulido para pulir una pieza.
Pule la superficie con papel de pulir o con una herramienta rotativa con un cabezal pulidor. No le des un acabado a la pieza con aceite mineral tras el lijado.
Fundición con la Castable Resin
Para conocer los pasos detallados sobre el proceso de fundición con resinas de Formlabs, lee el artículo de asistencia Introducción a la fundición con resinas de Formlabs y otros recursos de Formlabs.
Aviso:
Sigue las recomendaciones de seguridad del fabricante del revestimiento para fundición.
Resolución de problemas
El éxito con la Castable Resin depende de más variables que con otros materiales de Formlabs por los pasos adicionales que hay en el proceso de trabajo de la fundición. Ten en cuenta los consejos y recomendaciones en cada paso del proceso al evaluar y resolver problemas.
Recursos adicionales