
Paramètres de dureté variable pour la poudre TPU désormais disponibles sur la série Fuse
TPU 90A Powder est utilisée par les clients de Formlabs pour diverses applications, allant des pièces de matelassage pour l’industrie ferroviaire aux préhenseurs pour la robotique, entre autres. La série Fuse a permis de fabriquer des pièces en élastomère de haute qualité et durables avec une liberté géométrique et sans processus d'outillage en plusieurs étapes.
Désormais, l’éditeur de paramètres d’impression de Formlabs élargit encore les possibilités du TPU imprimé en SLS. Grâce au Print Settings Editor dans PreForm, vous pouvez ajuster la dureté de TPU 90A Powder afin d’expérimenter des pièces plus souples et plus flexibles. Sans changer de matériau ni ajouter d’étapes de nettoyage ou de maintenance, vous pouvez désormais exploiter l'éditeur de paramètres d’impression pour innover dans vos conceptions et vous rapprocher des propriétés élastomères finales souhaitées.
Formlabs a testé différentes combinaisons de paramètres pour produire des pièces en TPU à dureté variable, et les résultats sont présentés ci-dessous. Cependant, l'éditeur de paramètres d'impression s’inscrit dans une démarche visant à encourager l’expérimentation : il pourra être nécessaire d’effectuer vos propres tests et ajustements pour obtenir la dureté et l’état de surface adaptés à votre application.
Utilisation de l'éditeur de paramètres d'impression pour le TPU à dureté variable
Pour exploiter de nouvelles possibilités d’impression avec une poudre TPU SLS à dureté variable, deux paramètres principaux sont à maîtriser.
-
Fill Laser Power (Puissance du laser pour le remplissage) : l'éditeur de paramètres d'impression peut contrôler la puissance du laser. Les lasers de plus faible puissance frittent les particules de TPU de manière moins dense, ce qui donne une pièce plus souple. Cependant, si la puissance du laser de remplissage est trop faible, la pièce peut ne pas fritter du tout et les détails ne seront pas correctement formés.
-
Fill Hatch Spacing (Remplissage des espaces dans les lignes de balayage) : l'éditeur de paramètres d'impression peut contrôler l'espacement du processus de scan du laser. Un espacement plus large du balayage du laser sous-fritte le matériau, ce qui donne une pièce plus souple. Si l'espacement des hachures de remplissage est trop important, cela peut entraîner des défauts visibles en surface ainsi qu’un délaminage de certaines géométries.
Pour obtenir un TPU plus souple (dureté plus faible), vous pouvez modifier la puissance du laser pour le remplissage, le remplissage des espaces dans les lignes de balayage, ou les deux. Les résultats suivants peuvent être obtenus en combinant les modifications apportées à ces deux paramètres.
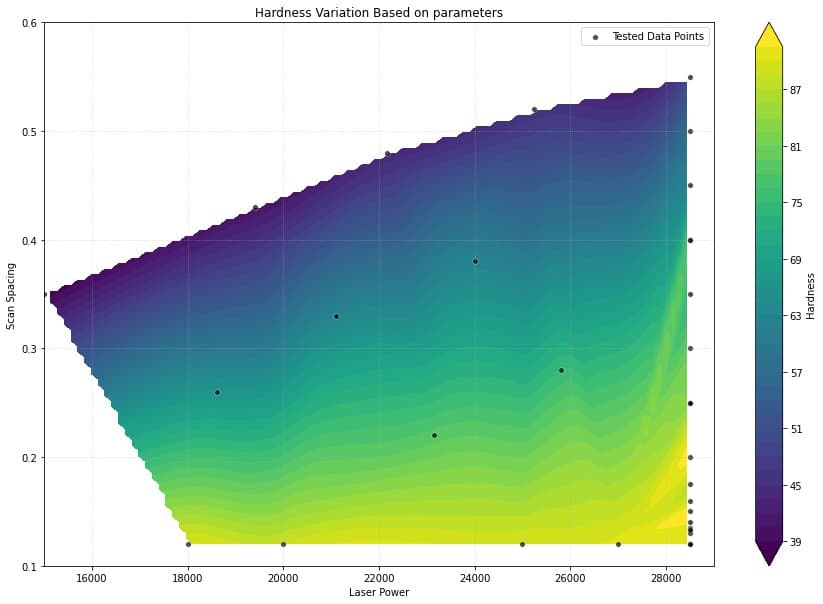
Comme le montre le graphique, une dureté Shore de 38A a été atteinte lors des essais. En général, la modification de l'espacement des hachures de remplissage a un effet beaucoup plus important sur la dureté de la pièce, tandis que la puissance du laser pour le remplissage en amplifie l’effet. Par exemple, pour fritter une pièce avec une dureté de 60A, un bon point de départ serait un espacement des hachures de remplissage de 0,35 mm et une puissance du laser pour le remplissage de 21 000 mW.
À des valeurs extrêmes — puissance du laser très faible ou espacement plus important des hachures de remplissage — des effets de surface visibles peuvent apparaître. Certains détails peuvent ne pas être correctement formés, et la surface peut présenter un aspect « pelucheux » ou « friable ». Modifier l’épaisseur de la pièce peut aider à atténuer l’impact des réglages sur la résolution des détails ; les pièces épaisses se définissent généralement mieux, même avec un espacement des hachures de remplissage plus important. Formlabs ne recommande pas d'imprimer des pièces fines avec un espacement supérieur à 0,45 mm.
Des instructions supplémentaires pour utiliser l'éditeur de paramètres d'impression afin de personnaliser la dureté Shore de votre poudre sont disponibles dans notre guide d’utilisation de l'éditeur de paramètres d'impression.
Les essais et analyses des réglages de dureté variable via l'éditeur de paramètres d'impression ont été réalisés sur l’imprimante Fuse 1+ 30W ; bien que l'éditeur de paramètres d'impression soit également disponible sur la Fuse 1, les résultats peuvent différer de ceux présentés ici.
Effet des modifications de paramètres sur les propriétés mécaniques
Le TPU à dureté variable est particulièrement utile pour le prototypage de composants de matelassage.

TPU 90A Powder est déjà certifiée sans danger pour la peau ; des duretés plus faibles sont donc particulièrement adaptées à la personnalisation d’équipements.
À mesure que les pièces deviennent plus souples, leur densité apparente diminue — elles acquièrent une structure plus semblable à celle de la mousse à l’échelle microscopique. Cela affecte à la fois les propriétés mécaniques et l’étanchéité. Si vous prévoyez d’utiliser la pièce dans une application nécessitant une certaine résistance mécanique ou à l’usure, veillez à effectuer des tests complets.
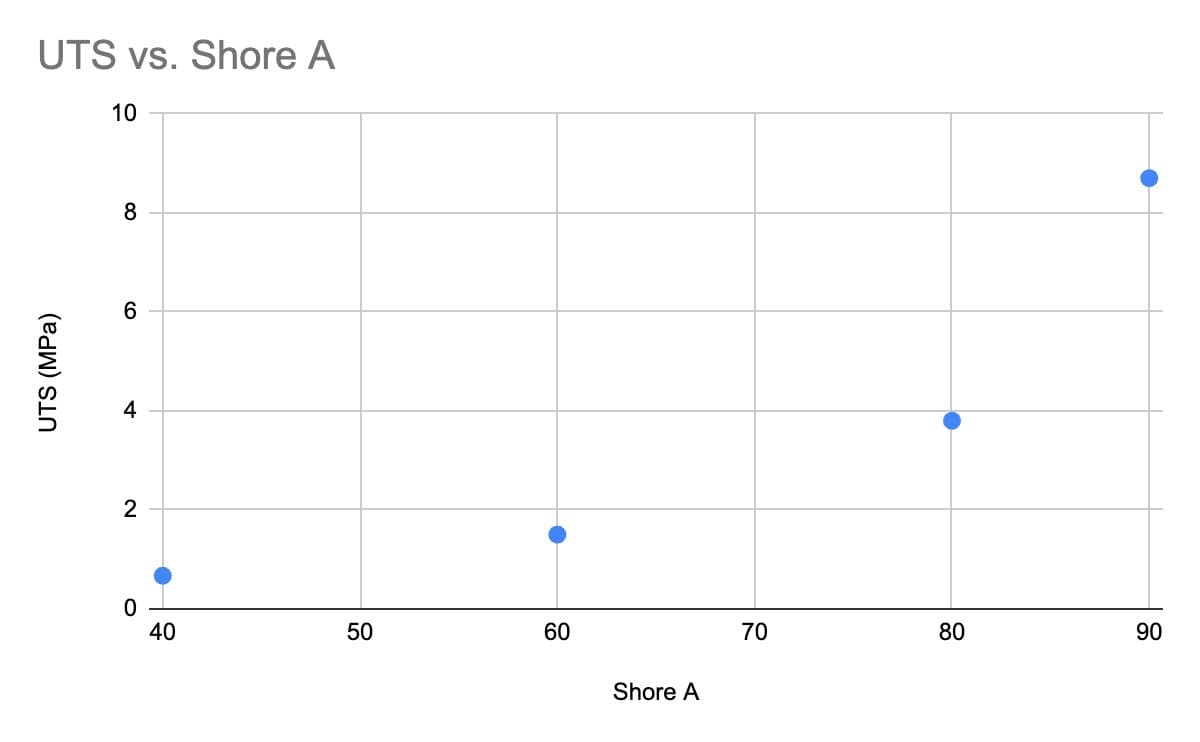
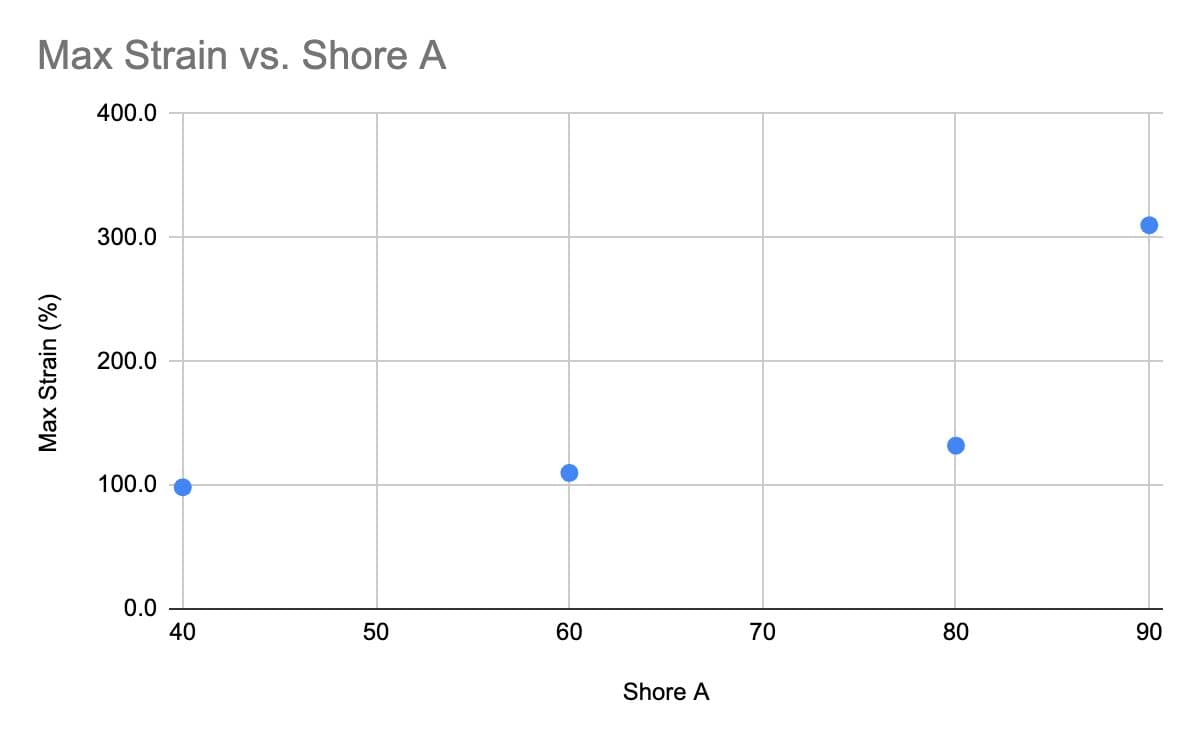
L’allongement à la rupture (EAB), la résistance ultime à la traction (UTS) et la rigidité sont particulièrement sensibles aux variations de la puissance du laser de remplissage et de l’espacement des hachures de remplissage.

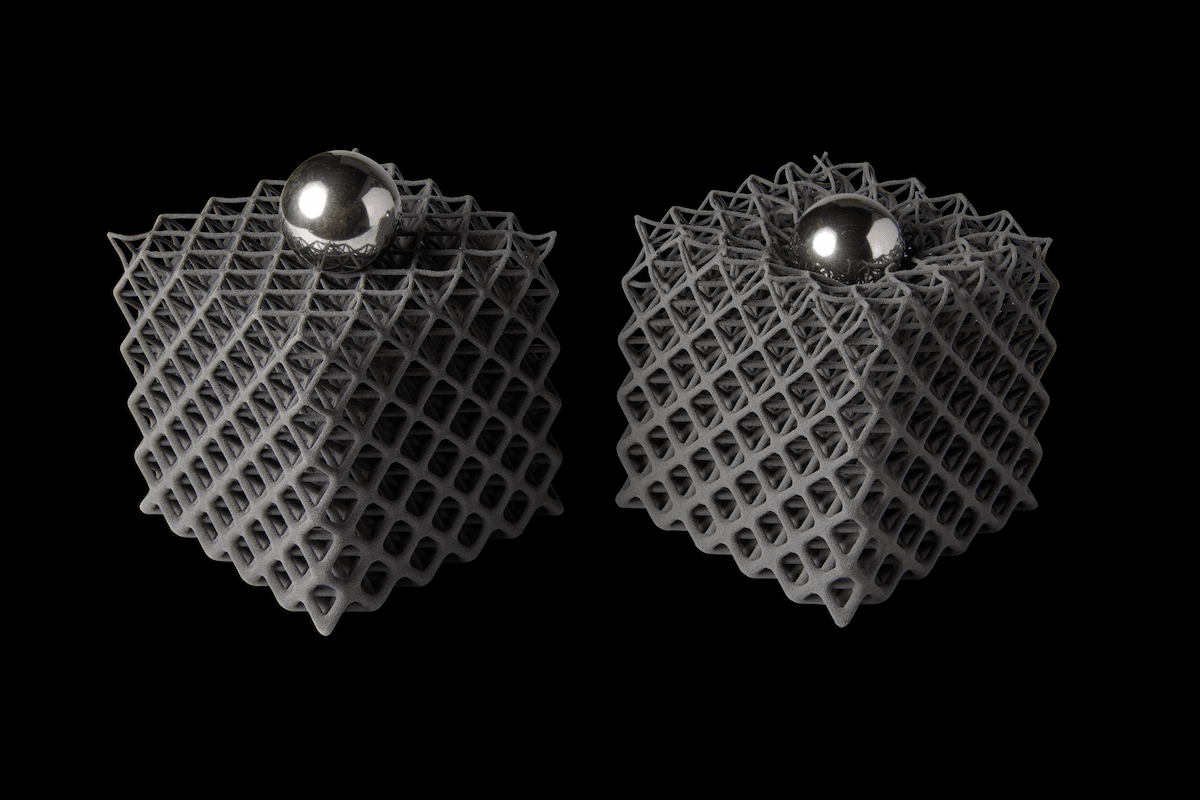
Sur des éléments allongés comme les barres de traction illustrées ici, les variations de propriétés mécaniques sont particulièrement visibles. La barre arrière (40A), la barre centrale (60A) et la barre avant (80A) présentent chacune des niveaux de rigidité différents.
Pour quantifier cet effet plus précisément, consultez les graphiques ci-dessous. La réduction de la dureté de 90A à 80A diminue également la résistance à la rupture par traction et la déformation maximale des pièces de plus de 50 %. Cela augmente le risque de déchirement des pièces lors du dépoudrage, ce qui peut endommager les détails fins.
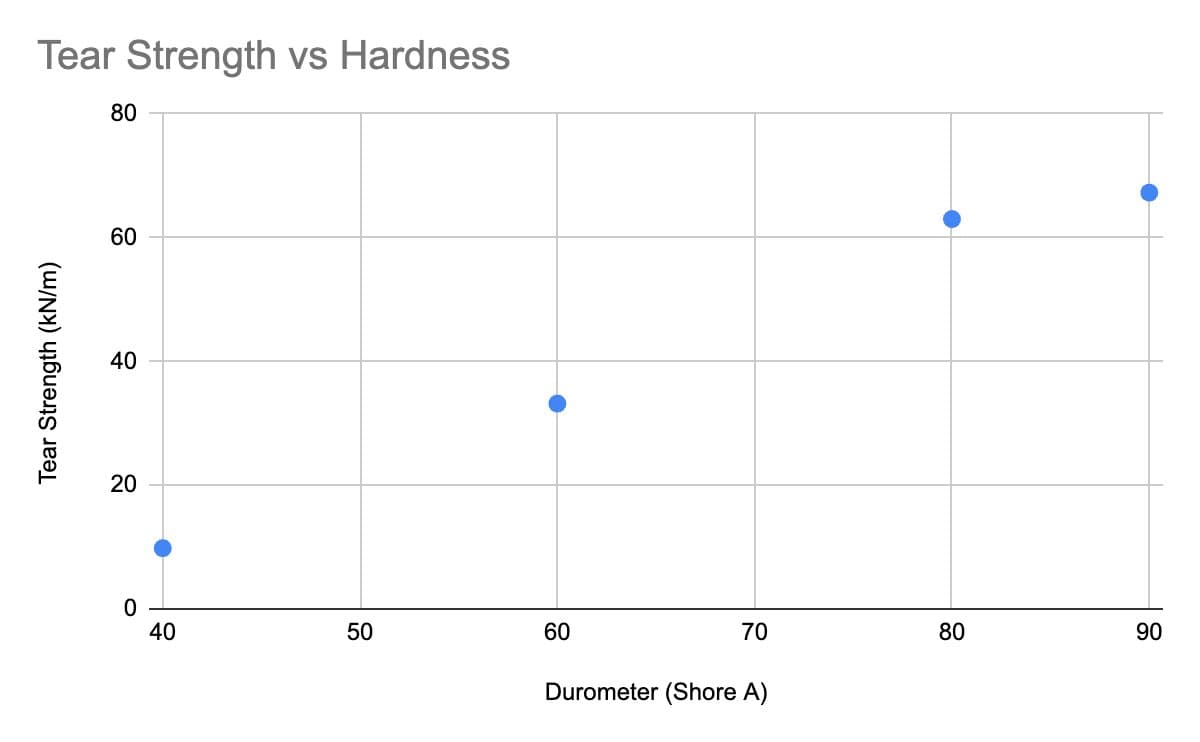
La diminution de la dureté de 90A à 80A a également un impact significatif sur la résistance au déchirement : les pièces plus dures se rapprochent de la valeur nominale de 66 kN/m, tandis que les pièces plus souples perdent rapidement en résistance.
La poudre TPU à dureté variable ouvre la voie à de nouvelles applications.

Le TPU à dureté variable peut être utilisé pour concevoir des joints et des pièces d’amortissement des vibrations adaptés à votre assemblage et à votre application.

Pour les essais de produits grand public, des matériaux élastomères plus souples — comme une poudre TPU avec une dureté de 60A — permettent de rapprocher davantage vos prototypes du produit final moulé par injection.
TPU 90A Powder a permis à des concepteurs de chaussures, fabricants d’équipements sportifs et acteurs de l’aérospatiale, entre autres, de prototyper une plus grande variété de matériaux avec plus de précision et plus tôt dans leur processus de conception. Désormais, avec la possibilité de faire varier la dureté Shore — sans changer d’imprimante ni ajouter de nettoyage ou de maintenance — de nouvelles propriétés matérielles deviennent accessibles. Avec un protocole de test adapté à vos réglages spécifiques, il est possible d’obtenir des pièces plus souples, plus élastiques, tout en conservant une bonne qualité de surface.
Pour en savoir plus sur TPU 90A Powder, ou pour demander un échantillon imprimé en SLS avec une autre dureté, contactez notre équipe. Pour en savoir plus sur l'éditeur de paramètres d'impression, consultez notre page d'assistance.
Données brutes des essais
Le tableau ci-dessous présente les données brutes issues des essais Formlabs sur l’effet de la puissance du laser pour le remplissage et de l’espacement des hachures de remplissage sur la dureté Shore. Reportez-vous à ces données pour développer vos propres paramètres d’impression.
| Fill Laser Power (Puissance du laser pour le remplissage) | Fill Hatch Spacing (Remplissage des espaces dans les lignes de balayage) | Rigidité |
|---|---|---|
| 15 000 | 0,35 | 37,7 |
| 18 000 | 0,12 | 90,1 |
| 18 625 | 0,26 | 66,3 |
| 19 400 | 0,43 | 40,4 |
| 20 000 | 0,12 | 88,5 |
| 21 100 | 0,33 | 62,7 |
| 22 160 | 0,48 | 43,6 |
| 23 150 | 0,22 | 78,6 |
| 24 000 | 0,38 | 62,3 |
| 25 000 | 0,12 | 89,8 |
| 25 250 | 0,52 | 45,3 |
| 25 800 | 0,28 | 74,9 |
| 27 000 | 0,12 | 90,6 |
| 28 500 | 0,12 | 89,8 |
| 28 500 | 0,12 | 91,4 |
| 28 500 | 0,13 | 90,7 |
| 28 500 | 0,1325 | 89,5 |