Remarque :
Formlabs a mis un terme à la commercialisation de ce matériau et il n'est plus disponible à l'achat. Pour plus d’informations sur les autres matériaux Formlabs, consultez la page Choisir le bon matériau.

Remarque :
Formlabs a mis un terme à la commercialisation de ce matériau et il n'est plus disponible à l'achat. Pour plus d’informations sur les autres matériaux Formlabs, consultez la page Choisir le bon matériau.
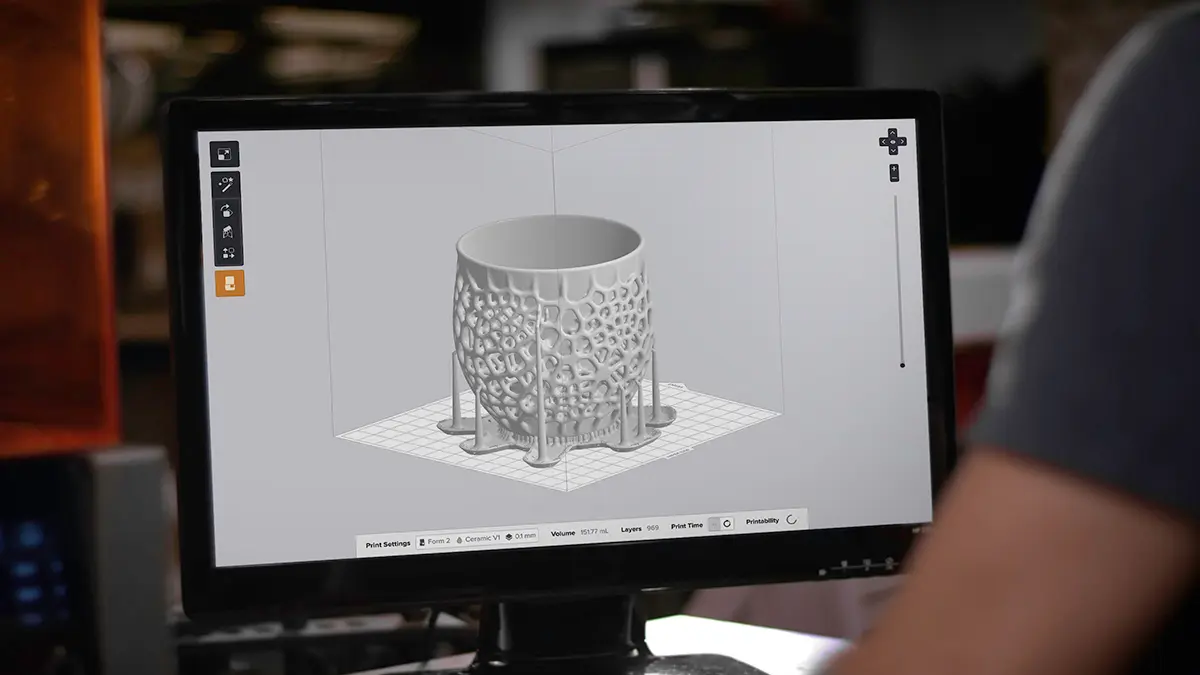
Lisez et suivez le Guide d'utilisation et de conception de Ceramic Resin V1 pour imprimer avec succès avec Ceramic Resin V1.
Remarque :
Pour en savoir plus sur les performances ou les propriétés spécifiques des matériaux de Ceramic Resin V1, consultez la fiche de données de sécurité (FDS) et la fiche technique. Consultez toujours la FDS comme source principale d’information pour savoir comment manipuler les matériaux Formlabs correctement et en toute sécurité.
Conseil :
Les pièces nécessitent souvent plusieurs itérations de mise à l'échelle avant d'atteindre les dimensions souhaitées après cuisson.
Volume de la pièce
Maximum: 100 ml
Épaisseur de parois de pièces cuites
Minimum: 2 mm
Idéal : 3 à 6 mm
Maximum: 10 mm
Des parois et détails de moins de 2mm sont possibles
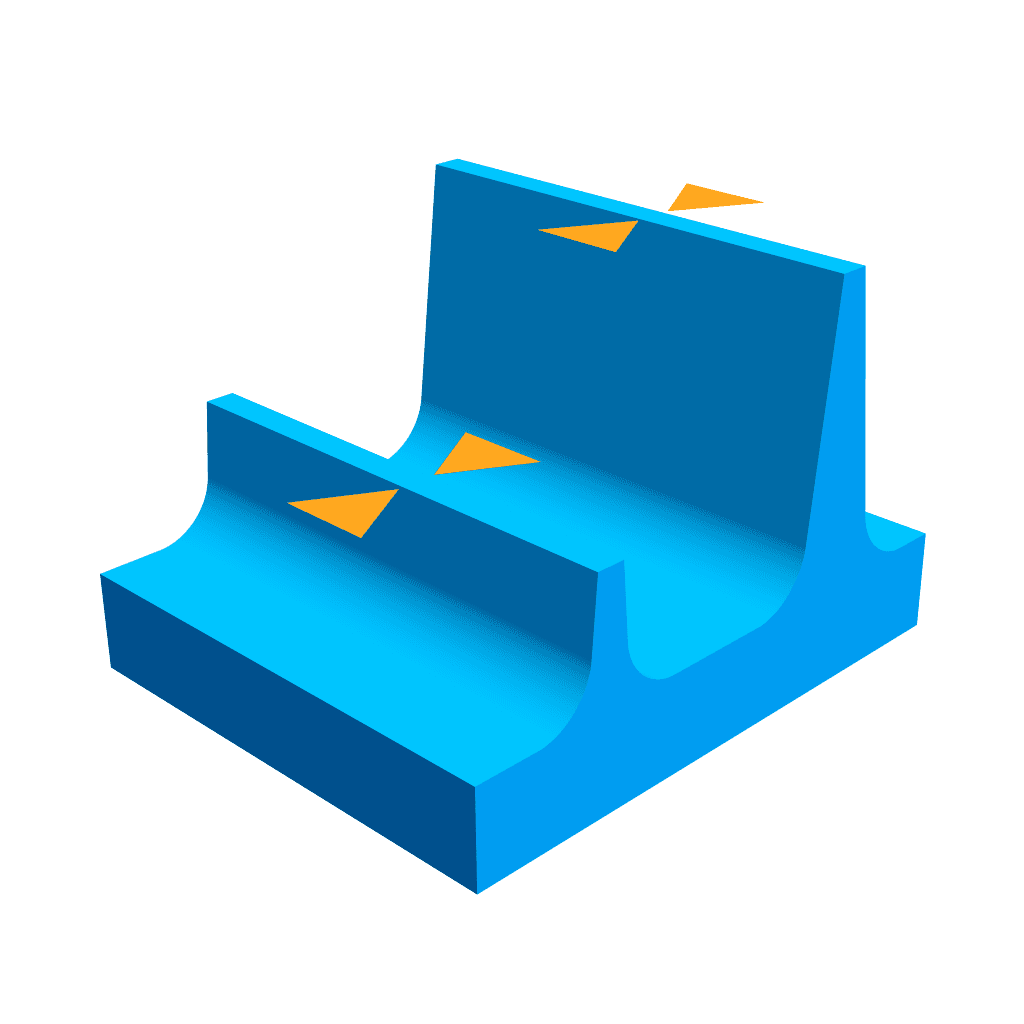
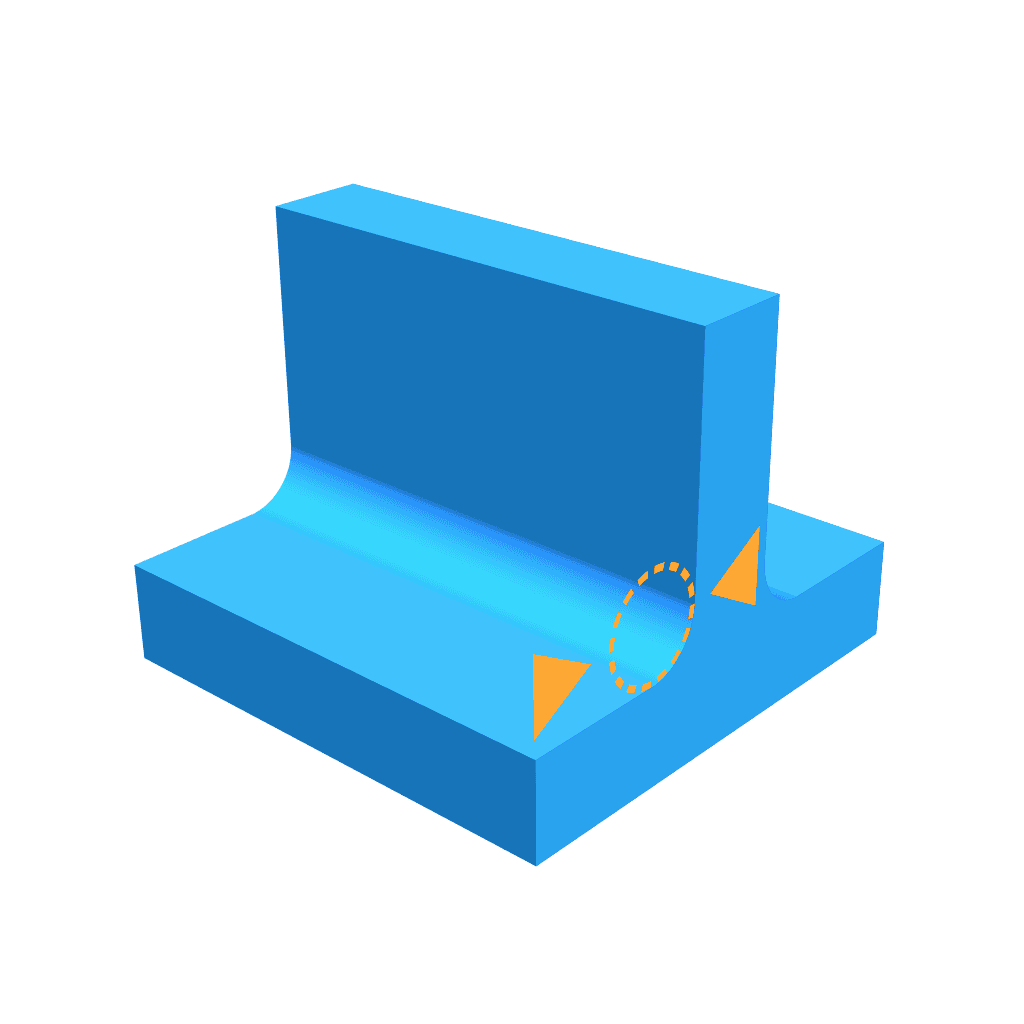
Chanfreinage
Les arêtes internes chanfreinées évitent la concentration de contraintes et réduisent la fissuration:
Minimum: Rayon du chanfrein 1 mm
Idéal : 2 mm ou plus
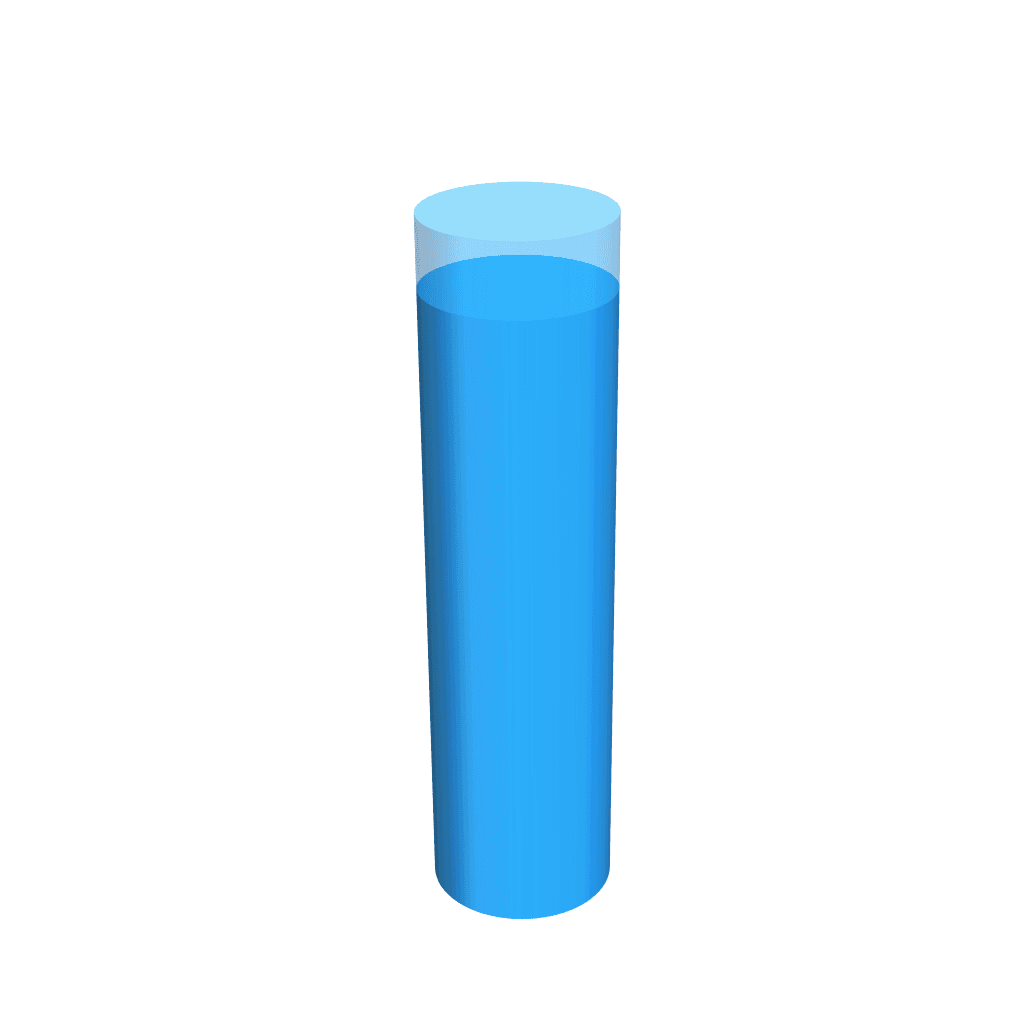
Rétractation sur l’axe Z
Lors de la cuisson, les pièces se rétractent davantage le long de l’axe Z imprimé que de l’axe XY en raison de la plus faible concentration de particules de céramique entre les couches. Si un modèle est imprimé en biais, cela provoque un effet de déformation lors de la cuisson. Pour corriger l’effet d’un rétrécissement inégal, pré-dimensionnez le modèle à l’aide de l’outil Z-Scale Factor (Facteur d’échelle Z) dans PreForm. La forme de la pièce sera corrigée pendant la cuisson.
Rétrécissement global de la pièce
Le rétrécissement est causé par le frittage et donne à Ceramic Resin V1 sa résistance en augmentant la densité de la pièce. Le rétrécissement général se produit de manière uniforme sur l’ensemble de la pièce, qui se rétrécit d’environ 15 % pendant le frittage. Après avoir défini le facteur d’échelle Z, utilisez l’outil Size (Taille) dans PreForm pour définir l’échelle sur 1,15 afin de tenir compte du rétrécissement.

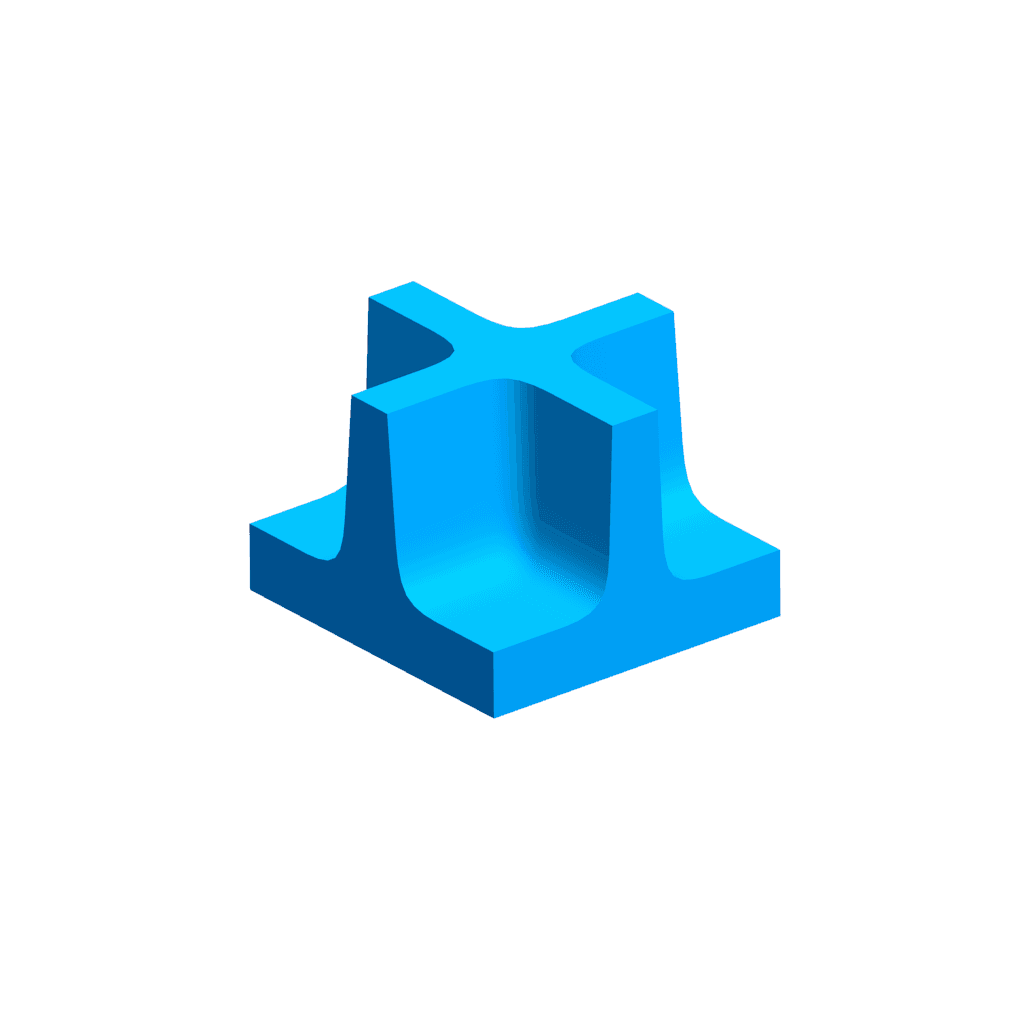
Structures autoportantes
Les particules de céramique peuvent se déplacer pendant le frittage, ce qui signifie que la forme du modèle est affectée par la gravité. Les structures autoportantes conservent leur forme, mais les surplombs non soutenus ont tendance à s’affaisser ou à s’effondrer. Concevez des structures autoportantes pour minimiser le volume des structures de support et éviter l’affaissement pendant la cuisson.
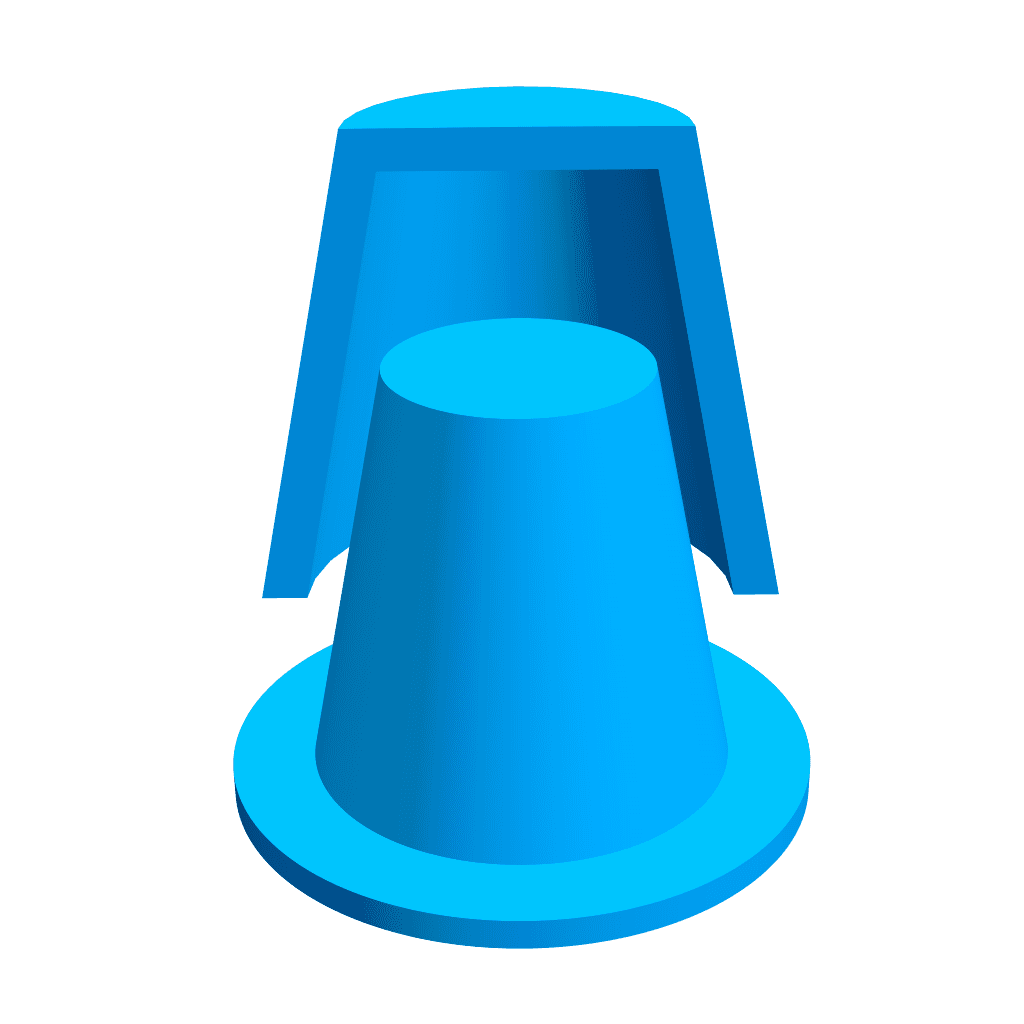
Structures non soutenues
Les structures non soutenues, telles que les surplombs et les ponts, sont souvent inévitables. Il existe deux principaux moyens de contrôler l’effet d’affaissement potentiel : Imprimer des supports personnalisés. Les supports doivent être conçus et orientés de manière à se rétracter dans la même direction que la pièce. Incendie sur les supports.
Ressources supplémentaires