Remarque :
Formlabs a mis un terme à la commercialisation de ce matériau et il n'est plus disponible à l'achat. Pour plus d’informations sur les autres matériaux Formlabs, consultez la page Choisir le bon matériau.

Remarque :
Formlabs a mis un terme à la commercialisation de ce matériau et il n'est plus disponible à l'achat. Pour plus d’informations sur les autres matériaux Formlabs, consultez la page Choisir le bon matériau.
Ceramic Resin V1 est un matériau unique dans la bibliothèque de Formlabs. Ceramic Resin V1 est une résine composite conçue pour la Form 2. Ceramic Resin V1 est destinée à être cuite dans un four, où la matrice polymère brûle et le modèle se transforme en une pièce en céramique de silice. L’impression 3D avec Ceramic Resin V1 permet de créer des objets en céramique complexes qui seraient impossibles à mouler. Après cuisson, Ceramic Resin V1 est :
*Lorsqu'elles sont chauffées trop rapidement, les pièces peuvent ne pas résister de manière stable au choc thermique et peuvent se fissurer dans des environnements à haute température. Chauffez lentement les pièces imprimées avec Ceramic Resin V1 pour maintenir leur résistance à la chaleur.
Ceramic Resin V1 a un taux de réussite d’impression inférieur à celui des matériaux standard de Formlabs et nécessite donc un niveau de compétence et d’attention plus élevé que les autres produits de Formlabs.
Ceramic Resin V1 a des exigences particulières en matière de conception des pièces et de planification de l’impression. Certains modèles doivent être modifiés pour être bien cuits. Suivez ces directives pour imprimer et cuire correctement les pièces. Pour augmenter le succès de l’impression au fil du temps, il faut itérer et expérimenter lors de la conception, de l’impression, de la cuisson et de l’émaillage des pièces imprimées avec Ceramic Resin V1.
Ceramic Resin V1 peut être imprimée à des hauteurs de couche de 50 et 100 microns sur la Form 2.
Équipement et fournitures
Équipement requis :
Fournitures recommandées :
Avis :
Ceramic Resin V1 dégrade l’apparence du couvercle de la Form 2 si de la résine liquide entre en contact avec le couvercle. Envisagez d’imprimer des pare-éclaboussures à installer sur le bac à résine pour protéger le couvercle de Ceramic Resin V1. Appliquez un film plastique transparent adhésif pour protéger l’intérieur du couvercle. Nettoyez uniquement avec de l’eau et du savon.
Instructions de conception
Lisez et suivez les recommandations de conception pour réussir la conception de pièces à imprimer avec Ceramic Resin V1.
Aperçu de l’impression
Après avoir lu toutes les instructions, consultez cette liste de contrôle avant impression lorsque vous commencez une impression avec Ceramic Resin V1. Sauter une ou plusieurs de ces étapes entraînera probablement l’échec de votre impression :
Ceramic Resin V1 peut être imprimée à des hauteurs de couche de 50 et 100 microns sur la Form 2.
N’imprimez qu’avec un bac à résine standard. Ceramic Resin V1 n’est pas compatible avec Resin Tank LT.
Taille de la pièce
Tenez compte des exigences géométriques et dimensionnelles uniques pour imprimer avec succès avec Ceramic Resin V1. Suivez les recommandations de conception pour les spécificités de conception des pièces.
Ceramic Resin V1 est la mieux adaptée à l’impression de pièces petites et fines. L’épaisseur des parois des pièces cuites doit être comprise entre 2 et 10 mm. Les sections plus épaisses sont plus susceptibles de se fissurer pendant la phase de cuisson et plus susceptibles de se détacher des supports pendant l’impression.
Conseil :
Les pièces doivent utiliser au plus 100 ml de résine et leurs parois doivent être peu épaisses pour augmenter les chances de réussite de l’impression.
Échelle des pièces
Mettez à l’échelle toutes les pièces avant l’impression pour tenir compte du rétrécissement pendant la cuisson. Pour mettre à l’échelle une impression en céramique :
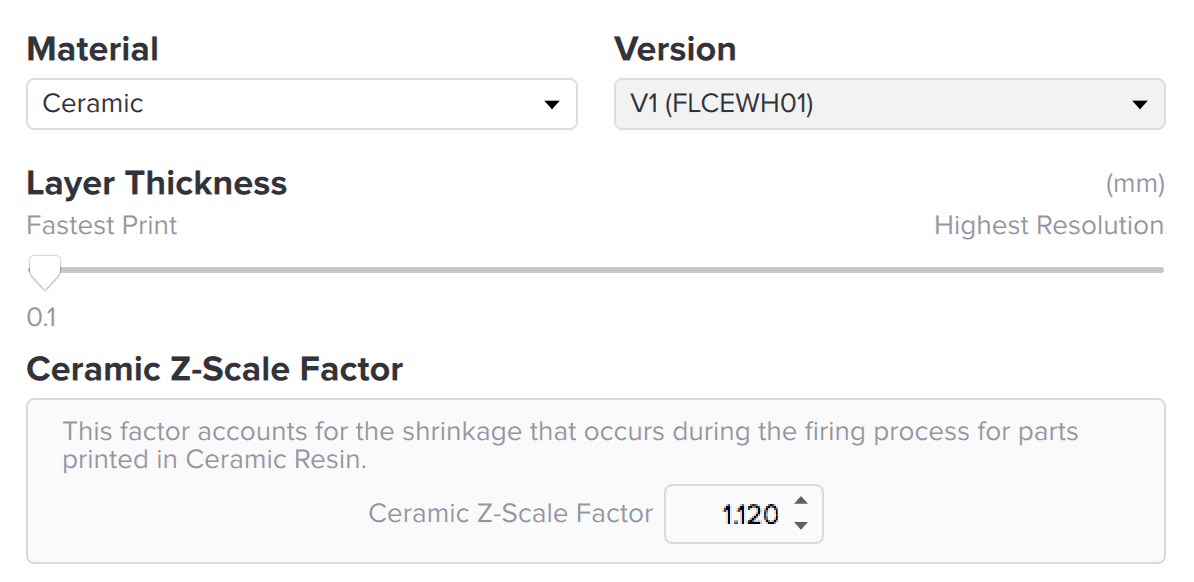
PreForm comprend des options de paramétrage uniques pour l’échelle des pièces en Ceramic Resin V1 avant l’impression. Définissez le facteur d’échelle Z après avoir choisi Ceramic Resin V1 dans le menu Print Setup (Paramètres d’impression). Ajustez l’axe Z avant d’ajuster la taille globale de la pièce.
Ceramic Resin V1 peut nécessiter des essais pour créer des pièces cuites aux dimensions précises. La quantité de rétraction varie en fonction des modifications du programme de cuisson. Documentez le facteur d’échelle Z et le paramètre d’échelle globale utilisés dans PreForm. Mesurez les dimensions de chaque pièce cuite, puis itérez et ajustez les facteurs d’échelle pour les impressions suivantes afin d’affiner les dimensions finales des pièces cuites.
Supports
En raison de sa teneur en silice, Ceramic Resin V1 est plus lourde que les autres résines et plus fragile à l’état brut (non cuite). Ceramic Resin V1 nécessite plus de supports que les autres résines Formlabs.
Les paramètres de support par défaut fonctionnent généralement pour les petits objets. Les objets plus grands peuvent nécessiter des points de contact plus importants et une densité de support plus élevée, en particulier pour les pièces à section transversale épaisse. Les objets très petits peuvent être imprimés avec des points de contact plus petits ou moins nombreux.
Après avoir imprimé et retiré les supports, lissez la surface de la pièce avec du papier de verre de grain 120 pour supprimer les marques de support. Les points de contact du support poncés disparaissent lors de la cuisson
Mélange
Ceramic Resin V1 est remplie de silice. La charge de silice se sépare et se dépose avec le temps plus que les autres matériaux Formlabs lorsqu’elle est stockée dans la cartouche ou le bac. Mélangez la résine dans le bac et la cartouche de résine avant chaque impression. Filtrez régulièrement la résine pour la débarrasser de fragments éventuels et améliorer la qualité d’impression.
Agitez vigoureusement la cartouche de résine pendant une minute. Si la cartouche est restée inutilisée pendant plusieurs jours, le remplissage peut obstruer la valve de distribution. Assurez-vous que le clapet d’entrée d’air est fermé, puis poussez doucement un cure-dent dans la fente préexistante de la valve pour dégager l’ouverture. Un mélange insuffisant de la résine dans la cartouche entraînera une teneur en céramique inégale dans la résine, ce qui provoquera un rétrécissement inégal entre la première et la dernière impression de la cartouche.
Conseil :
Pour éviter d’obstruer la valve de distribution pendant un stockage prolongé, stockez les cartouches de Ceramic Resin V1 horizontalement, avec l’étiquette vers le bas.
Bac à résine
Ceramic Resin V1 se dépose dans le bac et doit être entièrement mélangée pour que l’impression soit réussie. Avant chaque impression, retirez le bac de l’imprimante et utilisez l’outil de raclage ou la raclette pour mélanger complètement la résine dans le bac.
Adhérence de la plateforme de fabrication
Ceramic Resin V1 nécessite une surface rugueuse sur la plateforme de fabrication pour une adhérence correcte. Les particules de Ceramic Resin V1 érodent la surface rugueuse pendant l’impression, ce qui peut réduire l’adhérence des pièces au fil du temps. Grattez fermement la plateforme de fabrication avec du papier de verre de grain 180 avant chaque impression pour maintenir une surface rugueuse sur la plaque métallique. En cas de suradhérence, ou si les pièces imprimées avec Ceramic Resin V1 sont excessivement difficiles à retirer de la plateforme de fabrication, polissez la plaque métallique avec du papier de verre à grain plus élevé pour réduire l’adhérence.
Avis :
N’imprimez jamais de pièces avec Ceramic Resin V1 directement sur la plateforme de fabrication. Imprimez toujours avec une base et des supports lorsque vous imprimez avec Ceramic Resin V1.
Laver et sécher
Laver la pièce imprimée pendant 5 minutes dans de l’alcool isopropylique. Utilisez une cuve de lavage distincte pour éviter que des particules de céramique n’adhèrent aux pièces en résine non céramique. Ceramic Resin V1 ne nécessite pas de post-polymérisation, mais les pièces doivent être complètement sèches avant la cuisson. Laissez les pièces sécher complètement avant la cuisson.

Instructions de cuisson et d’émaillage
Dépannage
Pour obtenir les meilleurs résultats, suivez les directives relatives à la conception, à l’impression, à la cuisson et à l’émaillage.
Même avec un processus et des paramètres cohérents, chaque pièce imprimée est unique et les résultats ne sont pas garantis. Prenez des photos et créez une documentation sur le processus pour faciliter le dépannage avant de demander l’assistance de Formlabs. Documentez ce qui est cohérent et ce qui change dans les processus, les étapes et les paramètres utilisés pour la conception, l’impression et la cuisson.
Si les pièces présentent des caractéristiques inattendues, consultez la liste des problèmes, de leurs causes et de leurs solutions.
| PROBLÈME | CAUSE | SOLUTION |
|---|---|---|
| Impression | ||
| L’impression n’a pas démarré ou la résine n’a pas été correctement distribuée | Résine trop visqueuse pour s’écouler dans le bac La cartouche s’est déposée ou la valve est obstruée | Secouez la cartouche et nettoyez la valve avant l’impression |
| La pièce s’est détachée des supports pendant l’impression | Support insuffisant (ou) Surface transversale excessive | Augmenter la taille du point de contact du support Augmenter la densité du support |
| La base est tombée de la plateforme de fabrication pendant l’impression | Plateforme de fabrication trop lisse | Poncer à nouveau la plateforme de fabrication avec du papier de verre de grain 180 |
| La base a trop adhéré à la plateforme de fabrication | Plateforme de fabrication trop rugueuse | Polir la plateforme de fabrication avec du papier de verre de grain 400 |
| Une impression a échoué, complètement ou partiellement | Des couches ou des morceaux de résine polymérisée collent au fond du bac Particules dans le bac | Filtrer la résine dans le bac à résine |
| Cuisson | ||
| La pièce cuite ou verte présente des fissures aux coins intérieurs | Coins intérieurs trop aigus | La pièce nécessite un congé plus grand au niveau du coin |
| La pièce non cuite présente une ligne proéminente qui se fissure lors de la cuisson | La résine s’est déposée pendant une longue pause au milieu de l’impression | Nettoyer la valve de la cartouche et bien secouer avant l’impression Éviter les interruptions d’impression |
| La pièce s’est affaissée ou s’est désagrégée pendant la cuisson | Parois trop fines (ou) Géométrie non autoportante | Augmenter l’épaisseur des parois (et/ou) Cuire sur des supports |
| La pièce cuite présente de grandes fissures dans le sens des couches | Parois trop épaisses | Augmenter le temps de maintien de la combustion à 240 °C |
| La pièce cuite présente des bulles en surface | Temps de combustion insuffisant | Augmenter le temps de maintien de la combustion à 240 °C |
| La pièce cuite présente de grandes fissures dans des directions aléatoires | Fissuration (refroidissement trop rapide) | Ralentir la vitesse de refroidissement du four |
| La pièce cuite s’est affaissée plus que prévu | Géométrie non autoportante | Réduire le temps de maintien de la cuisson (ou) Cuire sur des supports (ou) Imprimer un setter personnalisé |
| Déformation entre le haut et le bas de la pièce | Traînée du setter | Appliquer un agent de démoulage sur l’étagère (ou) Appliquer des feuilles de setter sur l’étagère |
| La pièce cuite s’est déformée en biais | Ceramic Resin V1 présente un rétrécissement Z supplémentaire lorsqu’elle est cuite | Augmenter le facteur d’échelle Z avant l’impression |
| La pièce cuite est trop fragile ou poreuse | Le four n’est pas assez chaud | Augmenter le temps de maintien de la cuisson Remplacer le thermocouple du four |
| Émaillage | ||
L’émail s’imprègne dans la pièce lorsqu’elle est cuite | La pièce cuite en biscuit n’est pas entièrement frittée et est trop poreuse | Augmenter le temps de maintien du frittage Remplacer le thermocouple du four Vérifier la température maximale du four |
| La pièce se désagrège après la cuisson de l’émail | Compression de l’émail de la pièce | Réduire l’épaisseur de l’émail Augmenter le temps de refroidissement L’émail peut être incompatible |
Ressources supplémentaires
