
Instructions de conception pour Alumina 4N Resin
Instructions de conception pour Alumina 4N Resin
La résine Alumina 4N Resin est une céramique technique très pure de haute densité utilisée dans des situations où le métal et les polymères seraient défaillants. Compte tenu de ses propriétés inhabituelles et spécifiques, il est important de suivre les directives de Formlabs lors de la conception, de l’impression et de la cuisson d’Alumina 4N Resin.
Pour en savoir plus sur les performances ou les propriétés spécifiques d’Alumina 4N Resin, consultez la fiche de données de sécurité (FDS) et la fiche technique. Consultez toujours la FDS comme source principale d’information pour savoir comment manipuler les matériaux Formlabs correctement et en toute sécurité.
Rétrécissement global de la pièce
Comme les matériaux céramiques conventionnels, Alumina 4N rétrécit pendant le processus de cuisson. Les pièces rétrécissent d’environ 21,8 % sur les axes X et Y et de 26 % sur l’axe Z lorsque l’on utilise le programme de cuisson recommandé par Formlabs. Utilisez un logiciel de CAO pour mettre votre pièce à l’échelle afin de tenir compte du rétrécissement avant de charger les modèles dans PreForm.
Caractéristiques minimales et maximales
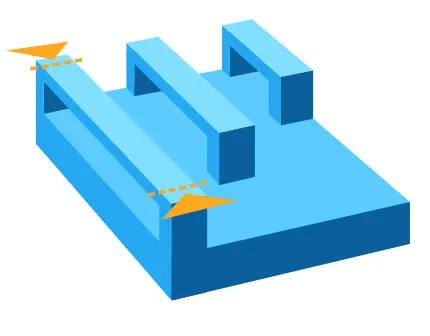
Épaisseur de parois de pièces cuites
Form 3
Minimum : 0,75 mm
Ideal : 1,5–3,5 mm
Maximum : 5 mm
Form 4
Minimum : 0,75 mm
Idéal : 1-5 mm
Maximum : 8 mm
Angle minimum pour parties en surplomb non soutenues
Recommandé : 30º par rapport au niveau
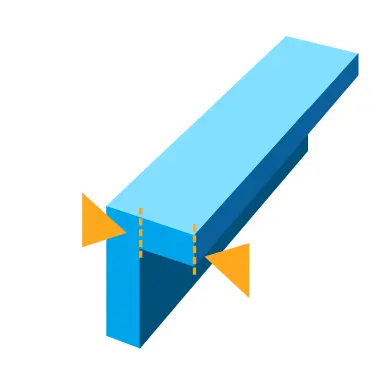
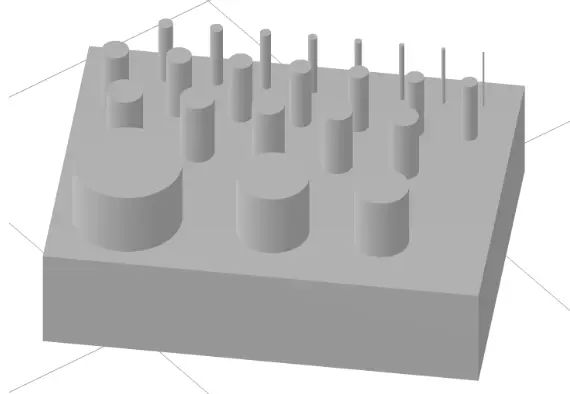
Diamètre minimum des fils verticaux
Épaisseur recommandée : 2 mm
Épaisseur minimale des détails en relief
Recommandation :
- 0,75 mm dans le plan horizontal
- 0,5 mm dans le plan vertical
Épaisseur minimale des détails gravés
Recommandation :
- 0,5 mm dans le plan horizontal
- 0,3 mm dans le plan vertical
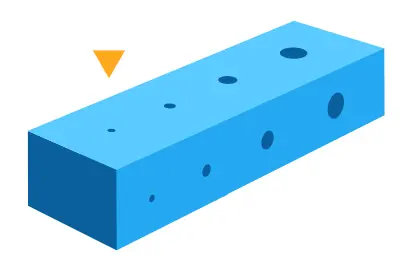
Diamètre minimum des alésages
Recommandation :
- 0,8 mm dans le plan horizontal
- 1 mm dans le plan vertical
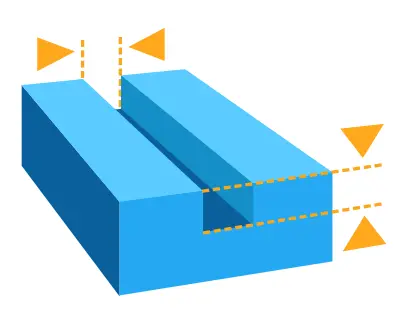
Longueur maximale d’une partie en surplomb non soutenue
Distance recommandé : 0,5 mm
Portée horizontale maximale sans support
Épaisseur recommandé : 3 mm
Diamètre minimal des trous de drainage
Épaisseur recommandée : 5 mm
Caractéristique positive minimale
Recommandé : 0,7 mm
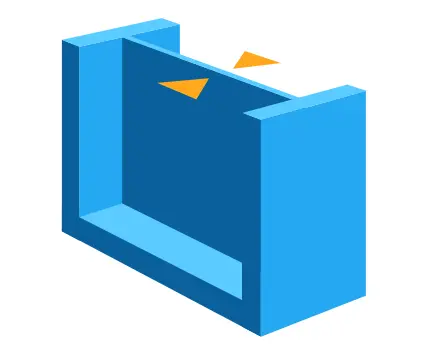
Chanfreinage
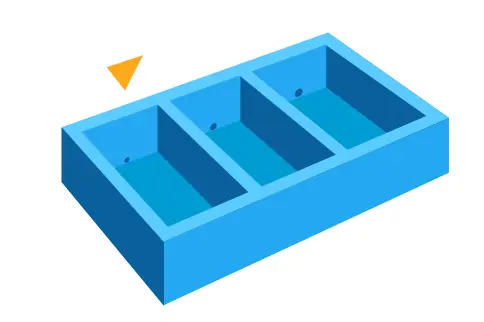
Les orientations présentant des variations importantes de la section transversale sont exposées au risque de fissuration. Les arêtes internes chanfreinées évitent la concentration de contraintes et réduisent la fissuration.
Minimum : rayon de congé de 1 mm
Recommandé : 2 mm ou plus
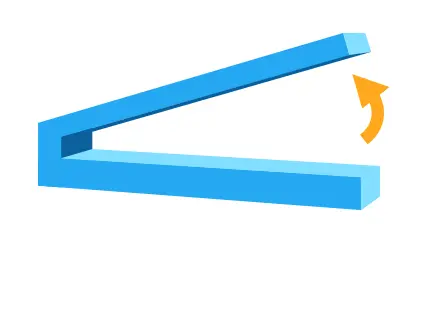
Orientation des modèles
Si possible, orientez les pièces de manière à ce qu’elles soient autoportantes et que tous les angles soient inférieurs à 30º. Des surplombs plus importants peuvent provoquer des déformations. Évitez les orientations qui entraînent un changement soudain de la surface ou des cavités dans les modèles orientés vers le haut, car cela peut provoquer la création de cavités. Imprimez les pièces de sorte que les dimensions principales se situent le long de l’un des axes principaux de l’impression.
Lorsque vous imprimez avec des supports, orientez les modèles parallèlement à la plateforme de fabrication.
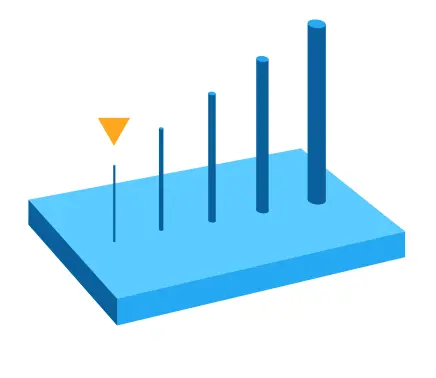
Placement des supports d’impression sur des modèles
Formlabs recommande des tailles de points de contact comprises entre 0,4 et 0,8 mm, avec une préférence pour les points de contact de 0,5 mm. Évitez de placer des points de contact sur des surfaces critiques, car cela pourrait provoquer des fissures ou déchirer des éléments fins. Les parois dont l’angle est supérieur à 45° ne nécessitent que très peu de support.
Lorsque vous utilisez Alumina 4N Resin avec une Form 3, utilisez des bases et n’imprimez pas directement sur la plateforme de fabrication.
Les pièces imprimées sur la Form 4 peuvent être imprimées directement sur la plateforme de fabrication.
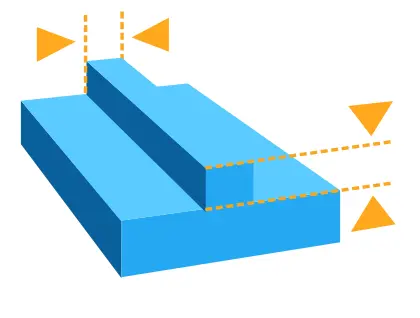
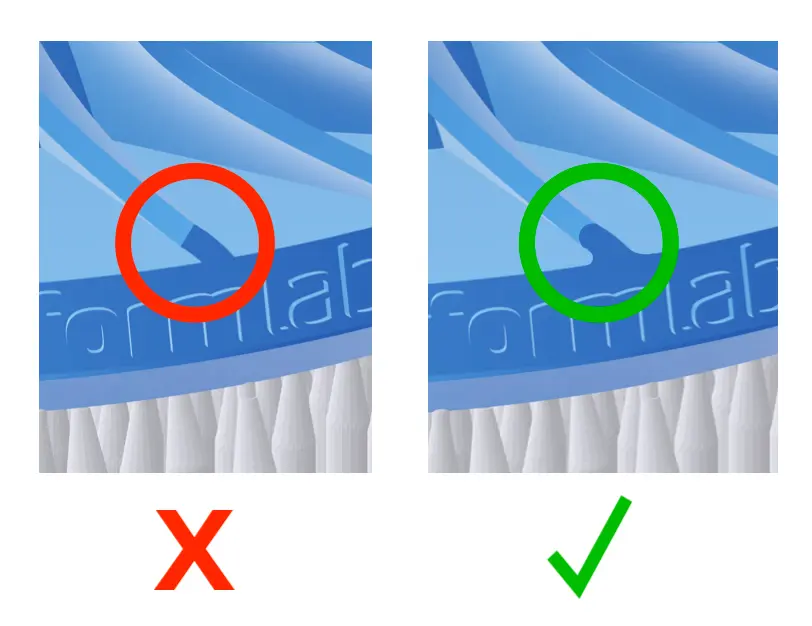
Structures non soutenues
Évitez les surplombs horizontaux non soutenus ou les bridges de plus de 0,5 mm. L’angle minimal pour une partie en surplomb non soutenue est de 30º.
Ressources supplémentaires