Conseil :
Formlabs recommande l’utilisation de conditionneurs de ligne ou d’onduleurs dans les régions où la tension fluctue.

Alumina 4N Resin présente des exigences uniques en matière de design, d’impression et de post-traitement par rapport aux autres résines Formlabs. Suivez les meilleures pratiques de Formlabs pour la conception, l’impression et la cuisson des pièces, et lisez et suivez les instructions de l’article d’assistance Instructions de conception pour Alumina 4N Resin.
Préparation de l’imprimante pour l’impression avec Alumina 4N Resin
Génération Form 3
Assurez-vous d’utiliser la dernière version de PreForm et le firmware le plus récent. Formlabs recommande vivement d’effectuer les vérifications suivantes sur votre imprimante avant d’imprimer avec Alumina 4N Resin :
Accédez à ces fonctions en appuyant sur Settings (Paramètres) > Maintenance > Calibration (Étalonnage).
Conseil :
Formlabs recommande l’utilisation de conditionneurs de ligne ou d’onduleurs dans les régions où la tension fluctue.
Imprimantes de génération Form 4
Les imprimantes de génération Form 4 ne nécessitent aucune préparation particulière pour l’impression avec Alumina 4N Resin.
Impression en Alumina 4N Resin
Génération Form 3
Après avoir lu toutes les instructions, consultez cette liste de contrôle avant impression lorsque vous lancez une impression avec Alumina 4N Resin. Sauter une ou plusieurs de ces étapes peut entraîner l’échec de l’impression :
Les premières couches d’Alumina 4N Resin prennent plus de temps que les autres résines Formlabs. La première couche peut prendre jusqu’à 15 minutes à être imprimée. Formlabs recommande de vérifier l’imprimante après environ une heure, car les problèmes d’impression les plus courants surviennent lors des phases initiales. Formlabs recommande également de vérifier l’impression à la couche 150, lorsque les erreurs d’impression causées par un support insuffisant sont visibles.
En cas de problème lors de l’impression, vérifiez que le bac ne contient pas de fragments ou d’obstructions et retirez-les.
Génération Form 4
L’impression avec Alumina 4N Resin sur une imprimante de génération Form 4 ne nécessite aucun étalonnage, vérification ou matériel supplémentaire particulier.
Lavage des pièces imprimées en Alumina 4N Resin
Alumina 4N Resin doit uniquement être lavée dans Ceramic Wash Solution. Les pièces en Alumina 4N Resin ne doivent pas entrer en contact avec de l’eau ou de l’alcool isopropylique, sous peine de se fissurer.
Lavez les pièces imprimées pendant 2 minutes dans Ceramic Wash Solution. Utilisez une cuve de lavage distincte pour éviter que des particules de céramique n’adhèrent à des pièces qui ne sont pas en Alumina 4N Resin. Si vous utilisez un Finish Kit, les brosses sont très efficaces pour retirer la résine.
Des taux de séchage agressifs peuvent provoquer des fissures. Séchez délicatement les pièces avec de l’air, en concentrant le flux d’air sur les coins et les crevasses. Essuyez les surfaces accessibles avec du papier essuie-tout.
Si nécessaire, lavez les pièces imprimées pendant 2 minutes supplémentaires dans Ceramic Wash Solution propre afin d’éliminer toute particule superflue. Pour les petites pièces ou les pièces aux éléments délicats, appliquez directement Ceramic Wash Solution à l’aide d’une bouteille compressible afin de rincer efficacement la pièce imprimée. Séchez à nouveau les parties imprimées ou essuyez-les avec du papier essuie-tout.
Réduisez au minimum la durée pendant laquelle la pièce imprimée est recouverte de Ceramic Wash Solution afin d’éviter les fissures.
Bien qu’Alumina 4N Resin blanchisse rapidement Ceramic Wash Solution, ce phénomène est normal et n’affecte pas son efficacité. Remplacez Ceramic Wash Solution lorsqu’elle atteint une concentration en résine de 8 à 12 %, après environ 6 à 8 mois d’utilisation intensive, 1 an d’utilisation modérée ou 30 à 50 litres de résine.
Ceramic Resin Solution se conserve 24 mois.
Ceramic Wash Solution n’est pas dangereuse et n’est pas inflammable. Les gants en nitrile pouvant gonfler au contact de Ceramic Wash Solution, il est recommandé de doubler les gants lors du lavage de pièces pendant une période prolongée.
Post-traitement
Après avoir imprimé et retiré les supports, lissez la surface de la pièce avec du papier de verre de grain 320 pour supprimer les marques de support. Les points de contact de support poncés disparaissent lors à la cuisson.
Les pièces imprimées en Alumina 4N Resin sont faciles à poncer à l’état brut. Le ponçage humide est le moyen le plus rapide de retirer les traces de support, mais il doit être effectué immédiatement après le lavage de la pièce imprimée. Ne procédez pas au ponçage humide d’une pièce sèche.
Pour poncer une pièce à l’eau :
Si la partie imprimée a séché, ne procédez pas à un ponçage humide. Poncez à sec pour éliminer les traces de support restantes.
Vous pouvez également choisir de poncer en utilisant des dremels, des ponceuses ou d’autres outils de finition. Veillez à ce que la vitesse soit faible et faites attention à ne pas endommager la pièce imprimée lors du ponçage. L’alumine en suspension dans Alumina 4N Resin émousse les outils au fil de la durée.
Une fois cuite, l’alumine contenue dans la résine durcit et il est très difficile de post-traiter les pièces imprimées en Alumina 4N. Formlabs recommande vivement de retirer les supports et de poncer les points de contact avant la cuisson de la pièce, car le ponçage après la cuisson ne peut être réalisé qu’avec des outils à grande vitesse ou des outils diamantés.
Séchage des pièces
Alumina 4N Resin ne nécessite pas de post-polymérisation, mais les pièces doivent être complètement sèches avant la cuisson. Laissez les pièces sécher complètement en continu.
Formlabs recommande un séchage au-dessus d’un tamis ou d’un maillage pour augmenter le flux d’air autour de la pièce imprimée. Les pièces requièrent une température ambiante de 20 à 30 °C avec 30 à 45 % d’humidité pour sécher complètement.
Séchez les pièces au four à 45 °C pendant 8 à 24 heures si nécessaire. Maintenez un flux d’air suffisant lors du séchage des pièces au four. Veillez à ce que le flux d’air soit uniforme sur la pièce imprimée et limitez le flux d’air si le séchage est réalisé dans un four. Formlabs recommande d’isoler les ventilateurs et de placer les pièces imprimées dans une boîte percée de petits trous pour les faire sécher dans un four à air pulsé.
Les pièces non cuites peuvent être conservées longtemps et peuvent être stockées ou expédiées si nécessaire. Formlabs recommande des temps de séchage plus longs pour réduire le risque de fissuration des pièces.
Cuisson d’Alumina 4N Resin
La création de pièces céramiques cuites avec Alumina 4N Resin nécessite un four ou un fourneau où la matrice polymère se consume et où le modèle se transforme en une pièce en céramique solide. Formlabs fournit un programme de cuisson et une explication de chaque phase du processus de cuisson. Ces instructions sont des recommandations et la modification du flux de travail peut s’avérer plus efficace dans certaines situations.
Les pièces en Alumina 4N Resin peuvent se déformer pendant le processus de combustion, mais ne sont pas sujettes à l’affaissement. Une fois cuits, les supports sont difficiles à retirer des pièces en Alumina 4N. Retirez les supports et les points de contact restants avant de procéder à la cuisson.
Chargement du four ou du four de potier
Comme pour les matériaux céramiques traditionnels, les pièces imprimées en Alumina 4N Resin doivent être placées sur des plaques de support pour le processus de cuisson à l’intérieur du four ou du four de potier. Formlabs recommande fortement d’utiliser des plaques de support en alumine pour cuire vos pièces imprimées. Les plaques de support en zircone, en magnésie fondue ou en carbure de silicium sont des alternatives acceptables. Assurez-vous que les plaques sont compatibles avec votre four et qu’elles peuvent supporter une température minimale de 1700 °C.
Avis :
N’utilisez pas de plaques de support en silice, ciment, nitrure de bore ou autres métaux dont la température de fusion ou de ramollissement est inférieure à 1700 °C, car elles risquent de fusionner avec vos pièces ou de fondre entièrement pendant le processus de cuisson.
Espacez les pièces sur les plaques de support d’au moins 1 millimètre afin d’éviter que les pièces ne fusionnent ou ne se cassent pendant la cuisson. Les pièces peuvent également être cuites dans une boîte réfractaire fermée pour augmenter l’uniformité thermique, mais assurez-vous que la ventilation est suffisante pour évacuer les gaz de combustion.
Programmes et instructions de cuisson
Formlabs recommande de cuire les pièces imprimées en Alumina 4N Resin deux fois, d’abord dans un four de brûlage, puis dans un four de frittage. Plusieurs programmes de cuisson sont recommandés ci-dessous. Téléchargez la dernière version PDF (en anglais uniquement) pour obtenir le programme détaillé des durées et des températures.
Avis :
Les pièces sont très fragiles dans leur état naturel. La manipulation des pièces après la première étape de cuisson doit se faire avec précaution.
Les utilisateurs sont libres de tester leurs propres cycles de cuisson, en tenant compte des exigences suivantes :
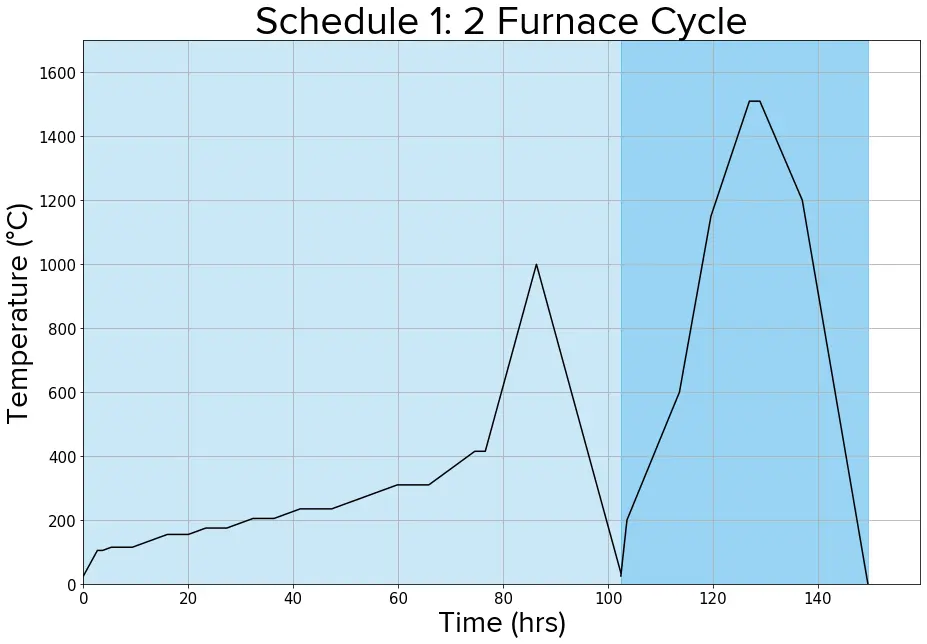
Programme à deux fours
Formlabs recommande d’utiliser un programme de cuisson de 4,5 jours pour la combustion et de 2 jours pour le frittage afin d’obtenir les propriétés mécaniques indiquées dans la fiche technique.
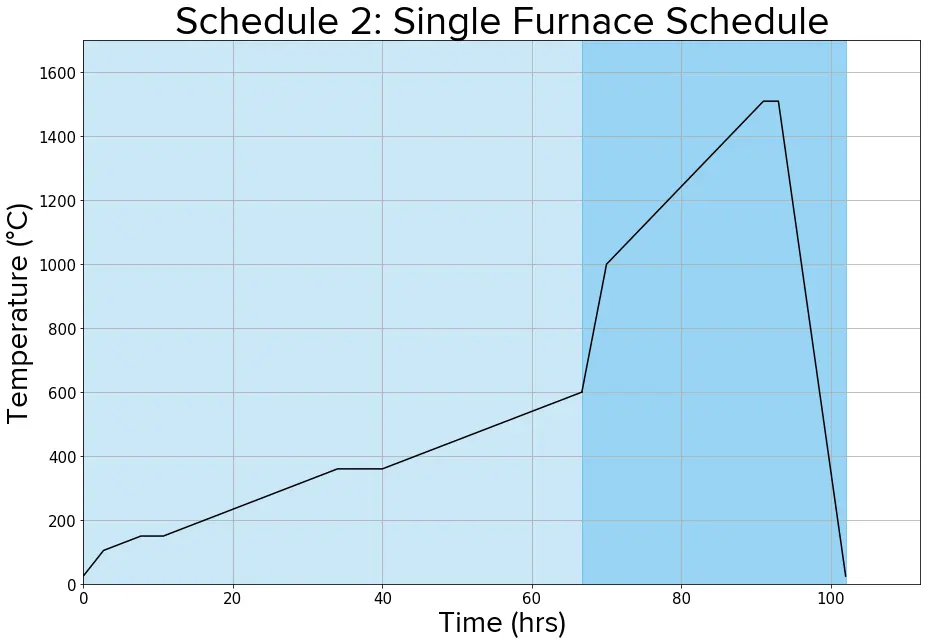
Programme pour un seul four
Pour la cuisson dans un four de frittage uniquement, Formlabs suggère un programme de 2,5 jours de brûlage et 2 jours de frittage. L’utilisation d’un seul four élimine le risque de briser des pièces dans leur état naturel lors du transfert d’un four de brûlage à un four de frittage. L’utilisation répétée d’un programme à un seul four peut limiter la durée de vie de certains éléments sur certains fours, ainsi qu’avoir un brûlage légèrement moins précis.
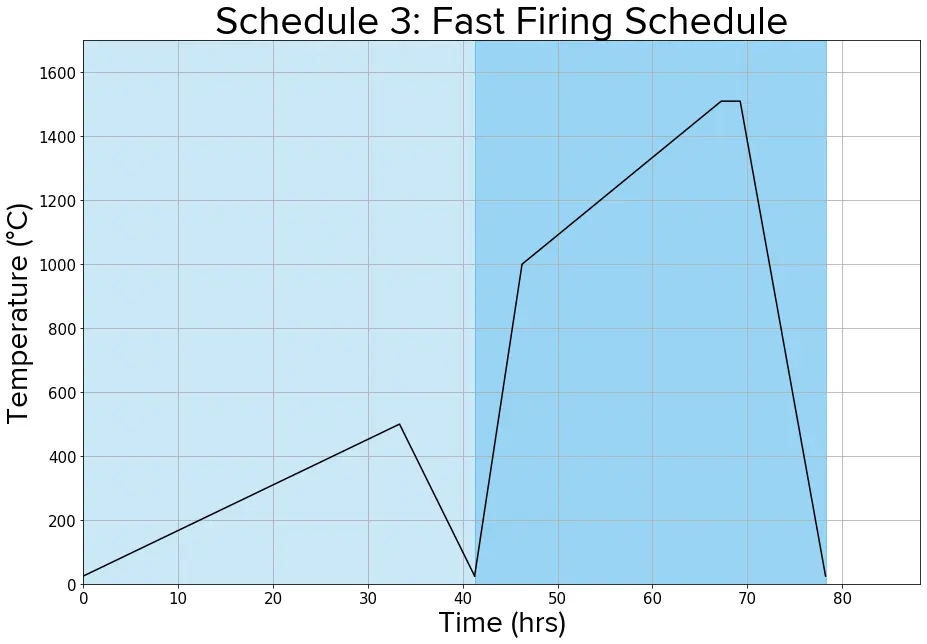
Programme de cuisson rapide
Pour les pièces extrêmement fines, Formlabs suggère un programme de cuisson rapide de 2 jours de brûlage et 2 jours de frittage. N’utilisez ce programme que pour les pièces extrêmement fines qui n’ont pas besoin d’un long temps de brûlage pour évacuer les matières organiques.
Traitement des pièces cuites
Une fois la cuisson terminée, inspectez visuellement les pièces pour vérifier qu’il n’y a pas de fissures ou de délaminages. Faites passer une lumière à travers la pièce pour une inspection plus approfondie. Les fissures apparaissent comme des lignes plus brillantes lorsqu’elles sont observées sous une lumière forte.
Alumina 4N est extrêmement dure après cuisson et ne s’usine pas facilement. Les papiers de verre standard en carbure de silicium ou en alumine ne sont efficaces que lorsqu’ils sont utilisés avec des outils à grande vitesse et s’usent rapidement. Formlabs recommande l’utilisation d’outils diamantés si une pièce nécessite un traitement supplémentaire.
Une cuisson supplémentaire permet d’éliminer la déformation des pièces plates. Placez un support lourd et plat au-dessus et au-dessous de la pièce plate et portez rapidement la pièce à 1400 °C pendant 30 minutes. La pièce s’aplatit avec des changements limités dans les propriétés mécaniques.
Ressources supplémentaires