Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita la pagina Scelta del materiale più adatto.

Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita la pagina Scelta del materiale più adatto.
Per stampare con successo con la Ceramic Resin V1, leggi e segui la Guida all'uso e al design della Ceramic Resin V1.
Nota:
Per ulteriori informazioni sulle prestazioni o sulle proprietà specifiche dei materiali della Ceramic Resin V1, consulta la scheda dati di sicurezza (SDS) e la scheda tecnica. Leggi sempre la scheda dati di sicurezza come principale fonte di informazioni per comprendere come manipolare e usare in sicurezza i materiali Formlabs.
Consiglio:
i pezzi spesso richiedono numerose iterazioni in scala per raggiungere le dimensioni desiderate dopo la cottura.
Volume della parte
Massimo: 100 ml
Spessore delle pareti per la cottura
Minimo: 2 mm
Ideale: 3-6 mm
Massimo: 10 mm
Pareti e finiture sottili possono funzionare con uno spessore inferiore ai 2 mm
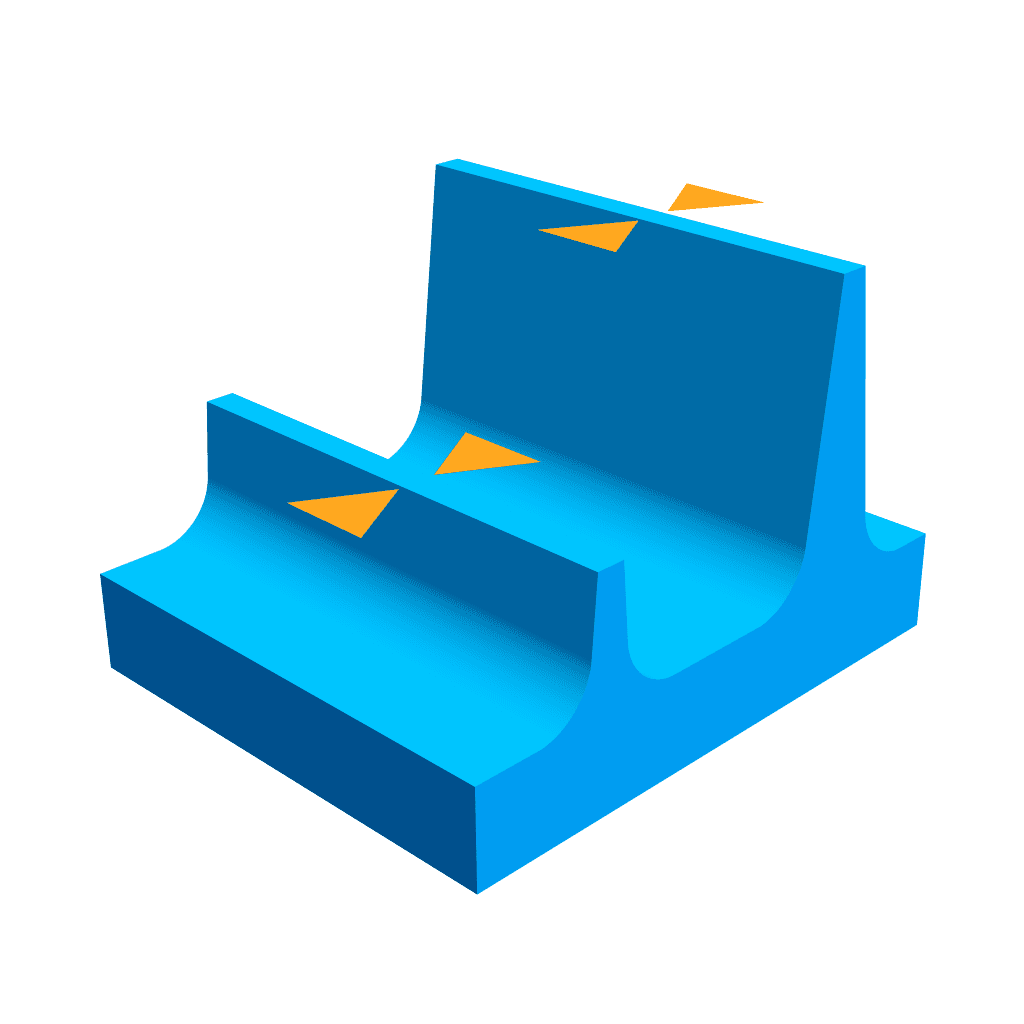
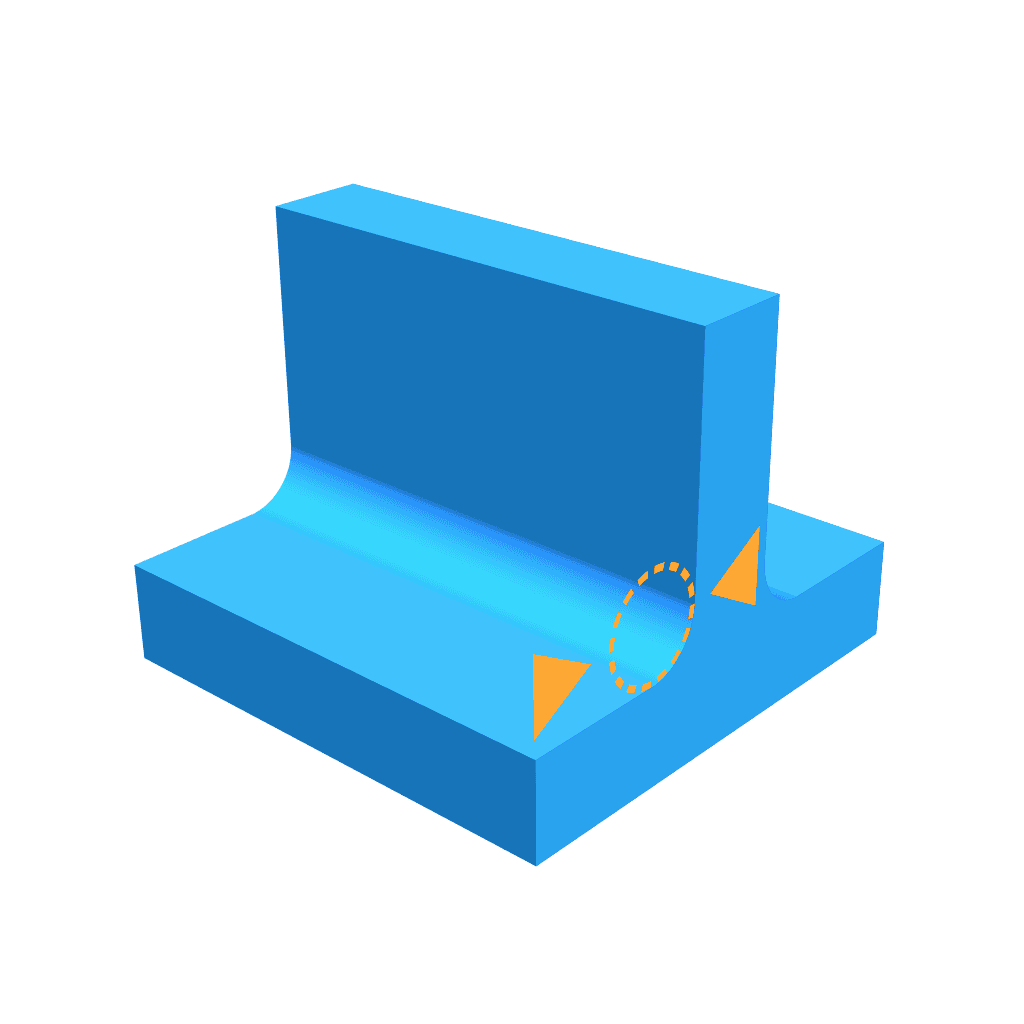
Filettatura
Filettare gli angoli interni per evitare punti di stress e ridurre la formazione di crepe:
Minimo: Filetti con raggio da 1 mm
Ideale: 2 mm o più
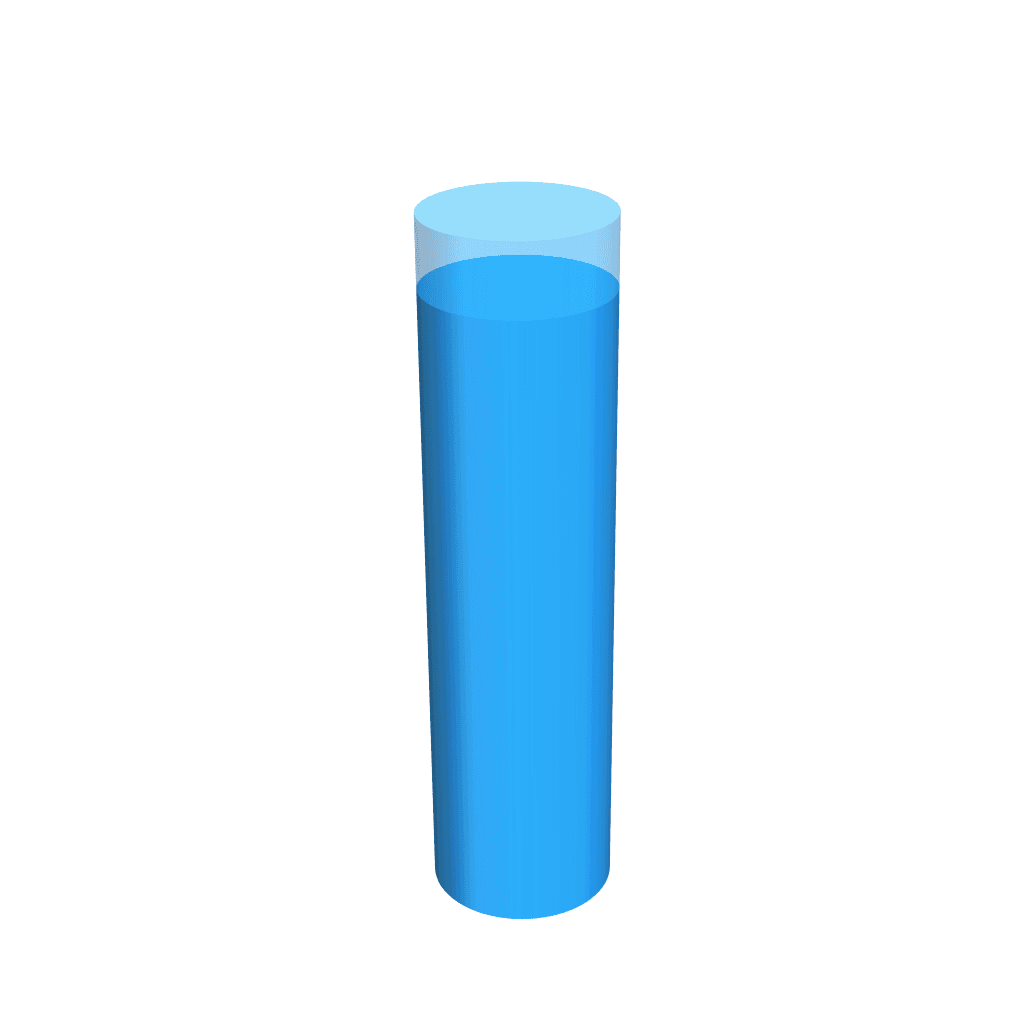
Ritiro sull'asse Z
Durante la cottura, le parti si restringono maggiormente lungo l'asse Z stampato rispetto all'asse XY a causa della minore concentrazione di particelle ceramiche tra gli strati. Se un modello viene stampato in obliquo, si verifica un effetto di distorsione durante la cottura. Per correggere l'effetto del restringimento irregolare, ridimensiona il modello utilizzando lo strumento Z-Scale Factor (Fattore di scala Z) in PreForm. La forma della parte si correggerà durante la cottura.
Restringimento generale
Il restringimento è causato dalla sinterizzazione e conferisce alla Ceramic Resin V1 la sua resistenza aumentando la densità della parte. Il restringimento generale avviene in modo uniforme su tutta la parte, che si riduce di circa il 15% durante la sinterizzazione. Dopo aver impostato il fattore di scala Z, utilizza lo strumento Size (Dimensioni) in PreForm per impostare la scala su 1,15 per tenere conto del restringimento.

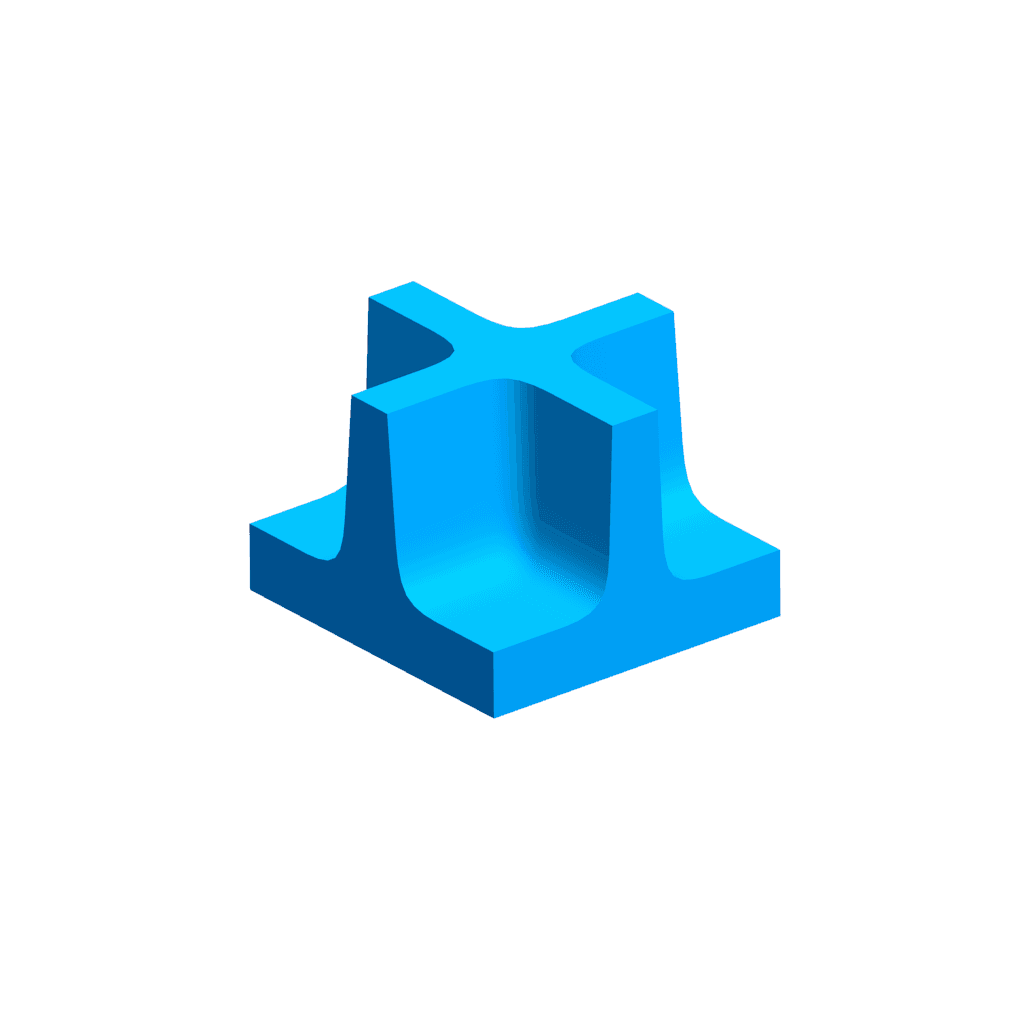
Strutture autoportanti
Le particelle di ceramica possono spostarsi durante la sinterizzazione, il che significa che la forma del modello è influenzata dalla gravità. Le strutture autoportanti mantengono la loro forma, ma le sporgenze non supportate tendono a cedere o collassare. Progetta strutture autoportanti per ridurre al minimo il volume delle strutture di supporto ed evitare l'afflosciamento durante la cottura.
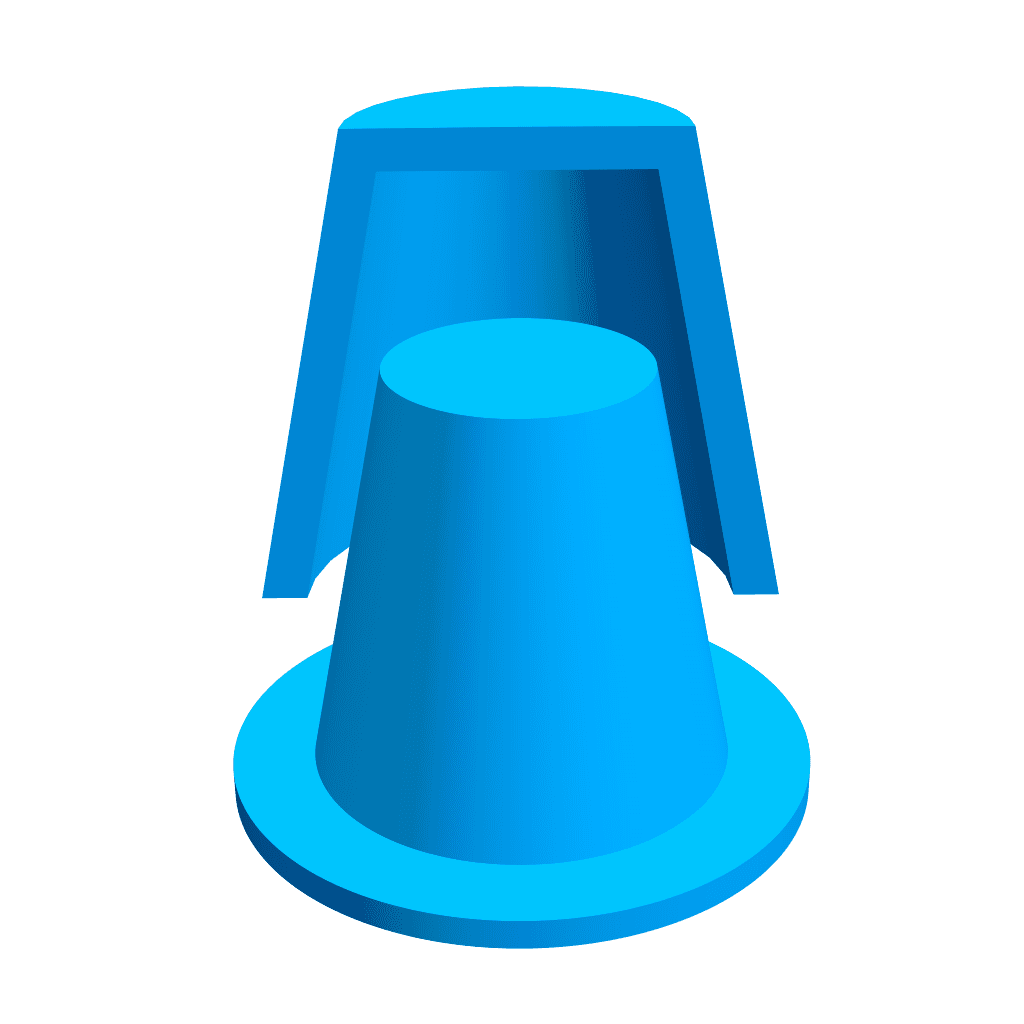
Strutture prive di supporto
Le strutture non supportate, come sporgenze e ponti, sono spesso inevitabili. Esistono due modi principali per controllare il potenziale effetto di cedimento: stampare i fissaggi personalizzati. I settaggi devono essere progettati e orientati in modo da ridursi nella stessa direzione della parte. Incendio sui supporti.
Risorse addizionali