Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita Scelta del materiale giusto.

Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita Scelta del materiale giusto.
La Ceramic Resin V1 è un materiale unico nella gamma di Formlabs. La Ceramic Resin V1 è una resina composita progettata per la Form 2. La Ceramic Resin V1 è pensata per essere cotta in un forno, dove la matrice polimerica si brucia e il modello si trasforma in una parte in ceramica di silice. La stampa 3D con la Ceramic Resin V1 permette di creare oggetti in ceramica complessi che sarebbe impossibile realizzare tramite colata. Dopo la cottura, la Ceramic Resin V1 è:
*Se riscaldate troppo rapidamente, le parti potrebbero non resistere stabilmente allo shock termico e potrebbero rompersi in ambienti ad alta temperatura. Riscalda lentamente le parti stampate con la Ceramic Resin V1 per mantenere la resistenza al calore.
La Ceramic Resin V1 ha un tasso di successo di stampa inferiore rispetto ai materiali standard di Formlabs e richiede quindi un livello di abilità e attenzione superiore rispetto agli altri prodotti Formlabs. La Ceramic Resin V1 ha requisiti specifici per la progettazione delle parti e la pianificazione della stampa. Alcuni modelli richiedono modifiche per essere cotti correttamente. Segui queste linee guida per stampare e cuocere le parti con successo. Per aumentare la probabilità di successo della stampa nel tempo, è necessario iterare e sperimentare durante la progettazione, la stampa, la cottura e la smaltatura delle parti stampate con la Ceramic Resin V1.
La Ceramic Resin V1 può essere stampata con spessori di strato da 50 e 100 micron sulla Form 2.
Attrezzatura e materiali
Attrezzatura richiesta:
Strumenti consigliati:
Avviso:
La Ceramic Resin V1 danneggia l'aspetto del coperchio protettivo della Form 2 se la resina liquida entra in contatto con esso. Considera la possibilità di stampare delle protezioni dagli schizzi da installare sul serbatoio resina per proteggere il coperchio dalla Ceramic Resin V1. Applica una pellicola di plastica trasparente con adesivo per proteggere l'interno del coperchio protettivo. Pulisci solo con acqua e sapone.
Linee guida per la progettazione
Leggi e segui le linee guida di progettazione per ottenere risultati ottimali quando progetti parti da stampare con la Ceramic Resin V1.
Panoramica della stampa
Dopo aver letto tutte le linee guida, consulta questa lista di controllo pre-stampa quando avvii una stampa con la Ceramic Resin V1. Saltare uno o più di questi passaggi potrebbe causare l'errore di stampa:
La Ceramic Resin V1 può essere stampata a 50 e 100 micron di spessore dello strato sulla Form 2.
Stampa solo con un serbatoio resina standard. La Ceramic Resin V1 non è compatibile con il Formlabs Resin Tank LT.
Dimensioni delle parti
Considera i requisiti geometrici e dimensionali specifici per stampare con successo con la Ceramic Resin V1. Segui le Linee guida di progettazione per i dettagli specifici della progettazione delle parti.
La Ceramic Resin V1 è più adatta per la stampa di parti piccole e sottili. Lo spessore delle pareti delle parti cotte deve essere compreso tra 2 e 10 mm. Le sezioni più spesse hanno maggiori probabilità di creparsi durante la fase di combustione e di staccarsi dai supporti durante la stampa.
Consiglio:
Per massimizzare il successo della stampa, il volume dei pezzi dovrebbe essere inferiore a 100 ml e le pareti dovrebbero essere sottili.
Scala delle parti
Scala tutte le parti prima della stampa per tenere conto del restringimento durante la cottura. Per ridimensionare una stampa in Ceramic Resin:
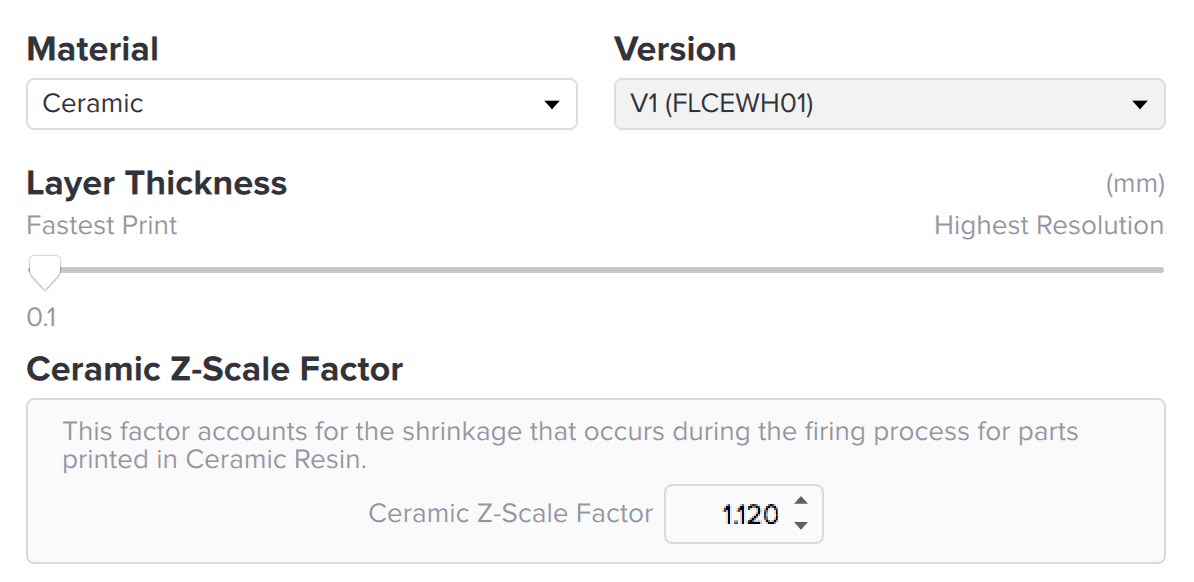
PreForm include opzioni di impostazione uniche per la scala delle parti in Ceramic Resin V1 prima della stampa. Imposta il fattore scala Z dopo aver selezionato la Ceramic Resin V1 nel menu Print Setup (Impostazione stampa). Scala l'asse Z prima di ridimensionare le dimensioni globali della parte.
La Ceramic Resin V1 può richiedere sperimentazione per creare parti cotte dimensionalmente accurate. La quantità di restringimento varia a seconda delle modifiche al programma di cottura. Documenta il fattore di scala Z e l'impostazione della scala globale utilizzati in PreForm. Misura le dimensioni di ogni parte cotta, quindi ripeti il processo e regola i fattori di scala per le stampe successive per perfezionare le dimensioni finali delle parti cotte.
Supporti
A causa del suo contenuto di silice, la Ceramic Resin V1 è più pesante rispetto alle altre resine e più fragile allo stato grezzo. La Ceramic Resin V1 richiede più supporti rispetto alle altre resine Formlabs.
Le impostazioni di supporto predefinite funzionano in genere per gli oggetti di piccole dimensioni. Gli oggetti più grandi possono richiedere punti di contatto più grandi e una densità di supporto maggiore, soprattutto per le parti con sezioni trasversali spesse. Gli oggetti molto piccoli possono essere stampati con punti di contatto più piccoli o meno numerosi.
Dopo la stampa e la rimozione dei supporti, leviga la superficie della parte con carta abrasiva con grana 120 per rimuovere delicatamente i segni lasciati dai supporti. I punti di contatto dei supporti levigati scompaiono durante la cottura
Miscelazione
La Ceramic Resin V1 è riempita di silice. Il riempitivo di silice si separa e si deposita nel tempo più di altri materiali Formlabs quando viene conservato nella cartuccia o nel serbatoio. Mescola la resina nel serbatoio e nella cartuccia prima di ogni stampa. Consigliamo di filtrare periodicamente la resina, in modo da eliminare i residui e ottimizzare la qualità di stampa.
Agita energicamente la cartuccia di resina per un minuto. Se la cartuccia è rimasta inutilizzata per diversi giorni, il materiale di riempimento depositato potrebbe ostruire la valvola. Assicurati che il tappo di sfiato sia chiuso, quindi spingi delicatamente uno stuzzicadenti attraverso la fessura preesistente nella valvola per liberare l'apertura. Un miscelamento insufficiente della resina nella cartuccia comporterà un contenuto di ceramica non uniforme all'interno della resina, causando un restringimento non uniforme tra la prima e l'ultima stampa della cartuccia.
Consiglio:
Per evitare l'intasamento della valvola di erogazione durante la conservazione prolungata, conserva le cartucce di Ceramic Resin V1 in orizzontale, con l'etichetta rivolta verso il basso.
Serbatoio resina
La Ceramic Resin V1 si deposita nel serbatoio e deve essere miscelata completamente per poter stampare con successo. Prima di ogni stampa, rimuovi il serbatoio dalla stampante e utilizza lo strumento di pulizia o la spatola per miscelare completamente la resina nel serbatoio.
Aderenza alla piattaforma di stampa
La Ceramic Resin V1 richiede una superficie ruvida sulla piattaforma di stampa per una corretta aderenza. Le particelle della Ceramic Resin V1 erodono la superficie ruvida durante la stampa, riducendo l'aderenza delle parti nel tempo. Prima di ogni stampa, graffia la piattaforma di stampa con carta vetrata da 180 per mantenere ruvida la superficie della piastra metallica. In caso di eccessiva aderenza o se le parti stampate con la Ceramic Resin V1 sono eccessivamente difficili da rimuovere dalla piattaforma di stampa, lucida la piastra metallica con carta vetrata a grana più alta per ridurre l'aderenza.
Avviso:
Non stampare mai parti con la Ceramic Resin V1 direttamente sulla piattaforma di stampa. Stampa sempre con una base e dei supporti quando stampi con la Ceramic Resin V1.
Lavaggio e asciugatura
Lava la parte stampata per 5 minuti in alcool isopropilico. Usa un recipiente di lavaggio separato per impedire che eventuali particelle di ceramica libere aderiscano agli altri materiali. La Ceramic Resin V1 non richiede la polimerizzazione post-stampa, ma le parti devono essere completamente asciutte prima della cottura. Lascia asciugare completamente le parti prima della cottura.

Istruzioni per la cottura e la smaltatura
Risoluzione dei problemi
Per ottenere risultati ottimali, segui le linee guida per la progettazione, la stampa, la cottura e la smaltatura.
Anche con un processo e impostazioni coerenti, ogni parte stampata è unica e i risultati non sono garantiti. Scatta foto e crea una documentazione del processo per facilitare la risoluzione dei problemi prima di richiedere assistenza a Formlabs. Documenta ciò che è coerente e ciò che cambia nei processi, nelle fasi e nelle impostazioni utilizzate per la progettazione, la stampa e la cottura.
Qualora le parti non presentino i risultati di stampa attesi, prendere in considerazione la lista risoluzione problemi delle cause e soluzioni.
| PROBLEMA | CAUSA | SOLUZIONE |
|---|---|---|
| Stampa | ||
| La stampa non è iniziata o la resina non è stata erogata correttamente | La resina è troppo viscosa per fluire nel serbatoio La cartuccia si è depositata o la valvola è intasata | Agita la cartuccia e pulisci la valvola prima di stampare |
| La parte si è staccata dai supporti durante la stampa | Supporto insufficiente (o) Area della sezione trasversale eccessiva | Aumenta la dimensione dei punti di contatto del supporto Aumenta la densità del supporto |
| La base è caduta dalla piattaforma di stampa durante la stampa | Piattaforma di stampa troppo liscia | Carteggia nuovamente la piattaforma di stampa con carta vetrata da 180 grit |
| La base si è attaccata eccessivamente alla piattaforma di stampa | Piattaforma di stampa troppo ruvida | Lucida la piattaforma di stampa con carta vetrata da 400 grit |
| Una stampa non è riuscita, completamente o parzialmente | Strati o pezzi di resina polimerizzata si attaccano al fondo del serbatoio Particelle nel serbatoio | Filtra la resina nel serbatoio |
| Cottura | ||
| La parte cotta o a crudo presenta crepe negli angoli interni | Angoli interni troppo acuti | La parte richiede un raccordo più grande nell'angolo |
| La parte non cotta presenta una linea prominente che si rompe durante la cottura | La resina si è depositata durante una lunga pausa a metà stampa | Pulisci la valvola della cartuccia e agita bene prima di stampare Evita interruzioni di stampa |
| La parte si è afflosciata o si è rotta durante la cottura | Pareti troppo sottili (o) Geometria non autoportante | Aumenta lo spessore delle pareti (e/o) Cuoci sui supporti |
| La parte cotta presenta grandi crepe nella direzione degli strati | Pareti troppo spesse | Aumenta il tempo di mantenimento della combustione a 240 °C |
| La parte cotta presenta bolle superficiali | Tempo di combustione insufficiente | Aumenta il tempo di mantenimento della combustione a 240 °C |
| La parte cotta presenta grandi crepe in direzioni casuali | Dunting (raffreddamento troppo rapido) | Rallenta la velocità di raffreddamento del forno |
| La parte cotta si è afflosciata più del previsto | Geometria non autoportante | Riduci il tempo di mantenimento della sinterizzazione (o) Cuoci sui supporti (o) Stampa un setter personalizzato |
| Deformazione tra la parte superiore e quella inferiore della parte | Trascinamento del setter | Applica il lavaggio del forno al ripiano (o) Applica i fogli di setter al ripiano |
| La parte cotta si è inclinata ad angolo | La Ceramic Resin V1 presenta un restringimento Z aggiuntivo quando viene cotta | Aumenta il fattore di scala Z prima della stampa |
| La parte cotta è troppo fragile o porosa | Il forno non è abbastanza caldo | Aumenta il tempo di mantenimento della sinterizzazione Sostituisci la termocoppia del forno |
| Smaltatura | ||
Lo smalto si impregna nella parte quando viene cotto | La parte cotta a biscotto non è completamente sinterizzata ed è troppo porosa | Aumenta il tempo di mantenimento della sinterizzazione Sostituisci la termocoppia del forno Controlla la temperatura massima del forno |
| La parte si rompe dopo la cottura dello smalto | Compressione dello smalto della parte | Riduci lo spessore dello smalto Aumenta il tempo di raffreddamento Lo smalto potrebbe essere incompatibile |
Risorse addizionali
