Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita Scelta del materiale giusto.

Nota:
Formlabs ha ritirato dal mercato questo materiale, quindi non è più possibile acquistarlo. Per informazioni su altri materiali Formlabs, visita Scelta del materiale giusto.
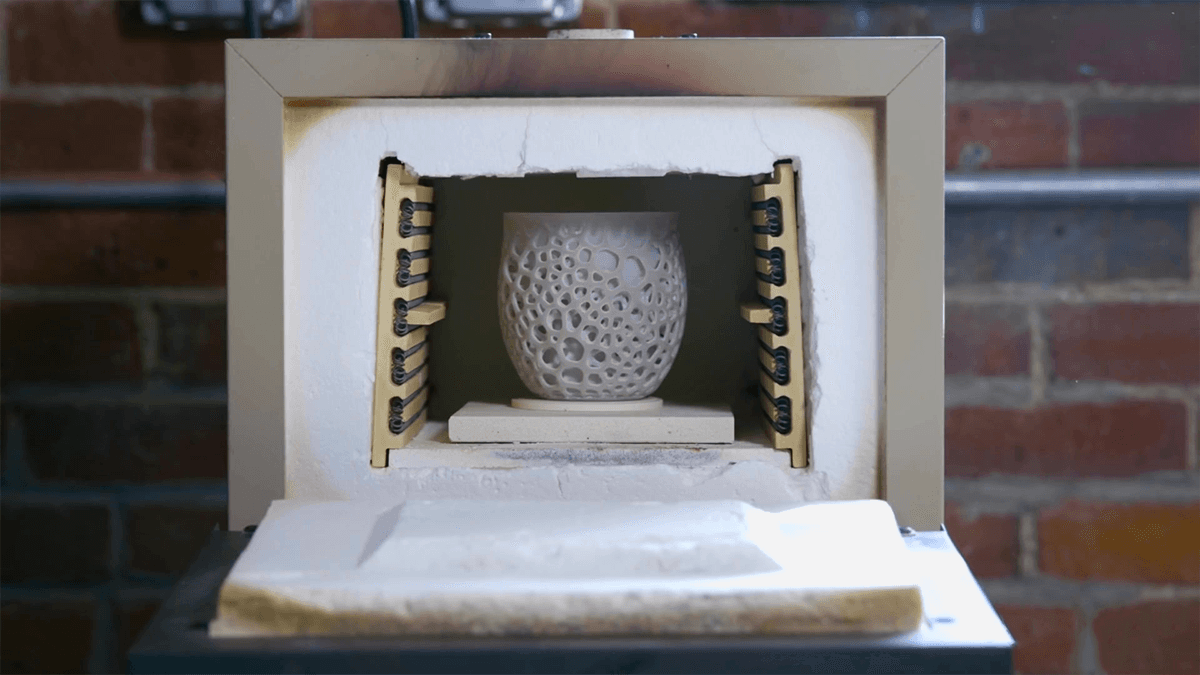
Ceramic Resin è stata pensata per essere cotta in una fornace o forno dove la matrice polimerica brucia e il modello si trasforma in un pezzo in ceramica silicea.
La creazione di parti in ceramica cotta con la Ceramic Resin V1 richiede attrezzature speciali, tra cui l'accesso a un forno a cono 8 (1271 °C) o più caldo con ventilazione esterna attiva e controllo digitale del tempo e della temperatura. Formlabs fornisce un piano di cottura e una spiegazione di ogni fase del processo di cottura. Dopo la cottura, applica una smaltatura ad alta temperatura. Queste istruzioni sono delle linee guida e in alcune occasioni può essere efficace modificare il workflow.
La Ceramic Resin V1 ha un tasso di successo di stampa inferiore rispetto ai materiali standard di Formlabs e pertanto richiede un livello di abilità e attenzione superiore rispetto agli altri prodotti Formlabs. La Ceramic Resin V1 ha requisiti specifici per la progettazione delle parti e la pianificazione della stampa. Alcuni modelli richiedono modifiche per essere cotti correttamente.
Nota:
Cuoci le parti stampate con la Ceramic Resin V1 in un forno con ventilazione attiva che raggiunga almeno il cono 8 per bruciare il fotopolimero dal materiale e creare una parte finale completamente ceramica.
Se le parti non vengono stampate come previsto, consulta l'elenco delle cause e delle soluzioni.
Programma di cottura e istruzioni
| Tempo totale (min) | Tempo per raggiungere la temperatura (min) | Temperatura (°C) | Fase |
|---|---|---|---|
| 0 | 0 | 0 | Ramp 1 |
| 240 | 240 | 240 | |
| 720 | 480 | 240 | Burnout Hold |
| 780 | 60 | 300 | |
| 840 | 60 | 300 | |
| 1173 | 333 | 1271 | Ramp 2 |
| 1178 | 5 | 1271 | Sintering Hold |
| 1238 | 60 | 900 | Cool Down |
| 1688 | 450 | 0 |
Prima rampa
Durante la prima rampa, la parte viene riscaldata a 240 °C per la combustione.
Combustione
La Ceramic Resin V1 viene stampata con una matrice polimerica, che viene rimossa durante la fase di combustione. Alle temperature di combustione (240 °C), le particelle di ceramica non sono ancora fuse e sono tenute insieme in modo lasco come un corpo in polvere.
La fase di combustione deve essere sufficientemente lunga da rimuovere completamente la matrice polimerica. La combustione parziale provoca un aumento della pressione del vapore durante la fase di rampa, con conseguenti crepe e distorsioni quando il vapore fuoriesce. Le pareti più sottili (meno di 6 mm) richiedono meno tempo per la combustione e tendono ad avere la migliore qualità superficiale e precisione. Le sezioni molto spesse (più di 10 mm) richiedono tempi di combustione molto lunghi.
Imposta la Burnout Hold (Durata del burnout) in base allo spessore massimo della sezione trasversale di qualsiasi parte sottoposta a cottura. Le parti possono essere mantenute alla temperatura di Burnout Hold (Mantenimento dopo il burnout) per un tempo supplementare senza problemi. Una breve seconda fase a 300 °C garantisce che tutto il polimero venga bruciato prima della seconda fase di riscaldamento.
Consiglio:
Ad esempio, una parte con uno spessore massimo della parete di 15 mm deve essere tenuta a 240 °C per 15 ore, poi a 300 °C per 1 ora. Una parte con uno spessore massimo delle pareti di 4 mm deve essere tenuta a 240 °C per 4 ore, poi a 300 °C per 1 ora.
Fase 2
La fase 2 è l'aumento di temperatura che precede la sinterizzazione. Formlabs consiglia una velocità di riscaldamento di 3 °C al minuto per riscaldare le parti in modo uniforme.
Le parti con grandi variazioni di spessore delle pareti traggono vantaggio da velocità di rampa più lente. Le parti progettate per avere pareti uniformi e sottili possono essere sottoposte a polimerizzazione rapida più velocemente.
Sinterizzazione
Durante la sinterizzazione, le particelle di silice della Ceramic Resin V1 si fondono per formare una parte solida. Le particelle diventano semi-liquide, permettendo loro di restringersi insieme e diventare più dense. La Ceramic Resin V1 si restringe del 15% durante la sinterizzazione, raggiungendo una densità fino al 90%.
Quando la Ceramic Resin V1 viene sinterizzata correttamente, il materiale diventa leggermente traslucido e impermeabile. Le parti stampate con la Ceramic Resin V1 vengono cotte a temperature comprese tra 1250 °C e 1300 °C. Formlabs consiglia di mantenere a 1271 °C per 5 minuti. La diminuzione della temperatura massima o del tempo di attesa comporta una maggiore porosità e una minore vetrosità della parte.
Se hai bisogno di dimensioni specifiche, compensa il restringimento ridimensionando il modello. Per ulteriori informazioni su come ridimensionare e supportare correttamente i modelli, consulta le linee guida di progettazione.
Raffreddamento
Tra la temperatura massima e 900 °C, raffredda alla velocità di caduta libera del forno. Questa fase di raffreddamento rapido limita l'ulteriore cedimento. Raffredda a una velocità controllata di 2 °C al minuto tra 900 °C e la temperatura ambiente per evitare crepe strutturali.
Consiglio:
Molti forni non hanno un raffreddamento naturale lineare. Programma l'ultimo passaggio per garantire una velocità di raffreddamento costante.
Istruzioni per la vetrificazione
Vetrifica le parti stampate con la Ceramic Resin V1 per renderle lisce al tatto. Se utilizzi una smaltatura sicura per le stoviglie, le parti finite possono essere utilizzate a contatto con gli alimenti. Sebbene la ceramica cotta a cono 8 sia generalmente impermeabile, non è considerata sicura per le stoviglie a meno che non sia smaltata. La Ceramic Resin V1 di Formlabs può essere utilizzata con smalti ad alta temperatura. Applica la smaltatura sulla ceramica cotta in due strati sottili, lasciando asciugare completamente la smaltatura tra uno strato e l'altro.
Risorse addizionali