
Production warrants optimization, but the path to achieving optimization varies greatly depending on context and objectives. In this post, we look at the frameworks and techniques that manufacturers and engineers use to get the most out of additive manufacturing across several domains.
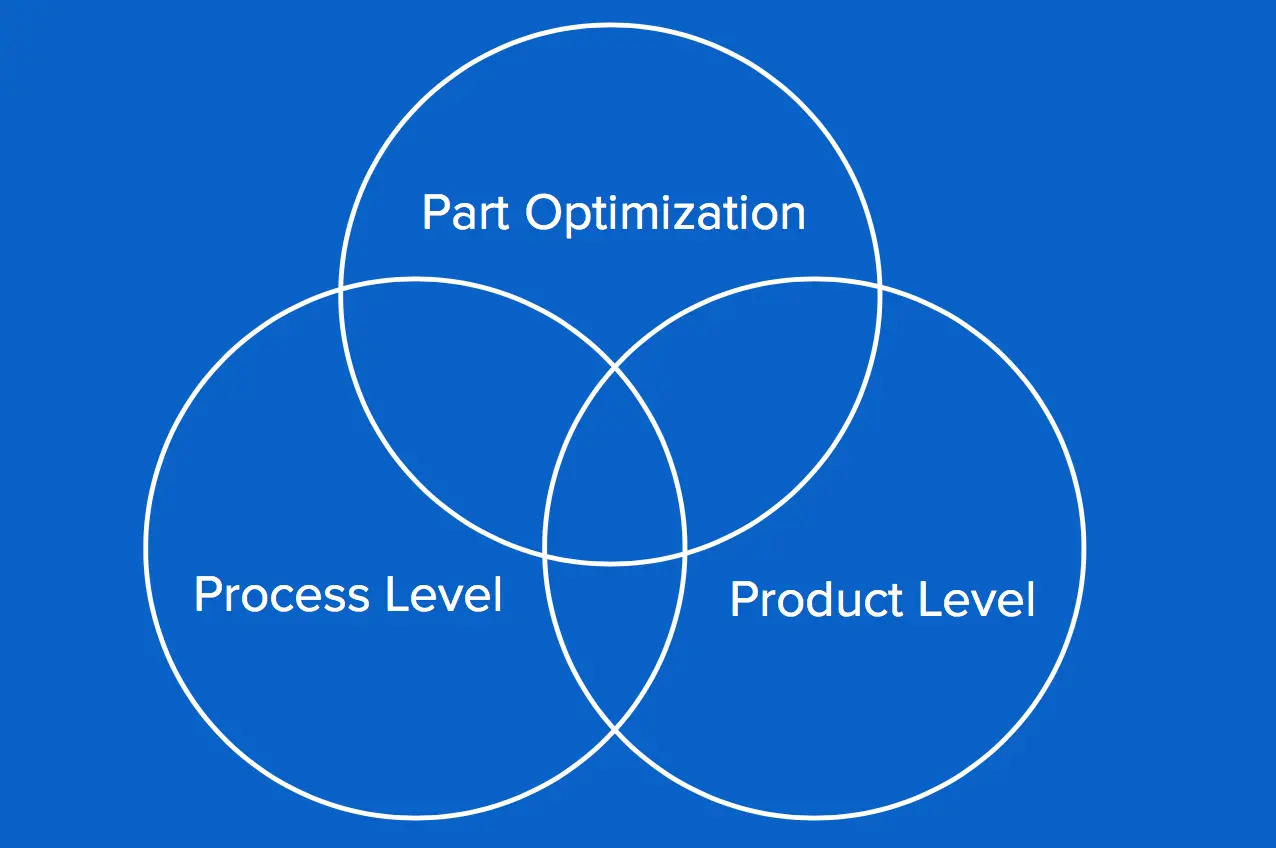
First, there is the question of what to optimize. Broadly speaking, there are three levels that the engineer or manufacturer considers for optimization:
- Part Level
- Process Level
- Product Level
While each of these domains carries different considerations, they all rely on the same pool of resources that must be accounted for in any optimization calculations: time, material, labor, and quality. These core factors drive cost and determine margins of a given part, process, or product.
Part Level Optimization
Part optimization is likely the most familiar domain for engineers: how do you develop a part geometry that meets design and performance requirements while minimizing the time and cost involved in making that part? Other common criteria for optimal parts includes serviceability, ease of assembly, weight reduction, and durability through mechanical and environmental stresses and strains.


This gripper bracket example from AMRC is a perfect illustration of part level optimization. Engineers looked at the available materials and the constraints of the 3D printing manufacturing process to create a part design that balanced optimization in its final usage as well as manufacturability.
For polymer parts, additive manufacturing opens up new geometries and associated gains in function and material efficiency.
Designing for Compliance, Flexure, and Lightweighting
Lattice-like structures are commonly seen in 3D printed parts, and for good reason. Unlike machining or molding processes, it is simple and cost-effective to produce a large quantity of negative features like holes, slots, and pass-throughs, largely regardless of size or angle. These negative features reduce the material required to build the part, cut total build time, and maintain or even enhance structural integrity and part performance.
In flexible or semi-rigid materials, lattice structures can improve the ability of a part to absorb stress and strain from a variety of angles and pressures, creating extra compliance where needed, and providing the strength to resist compression or deflection in other areas.

Process Level Optimization
Process level optimization is less about the specifics of a given part, and more about how the way work gets done day to day can be improved for time or cost savings, or to boost yield and quality.
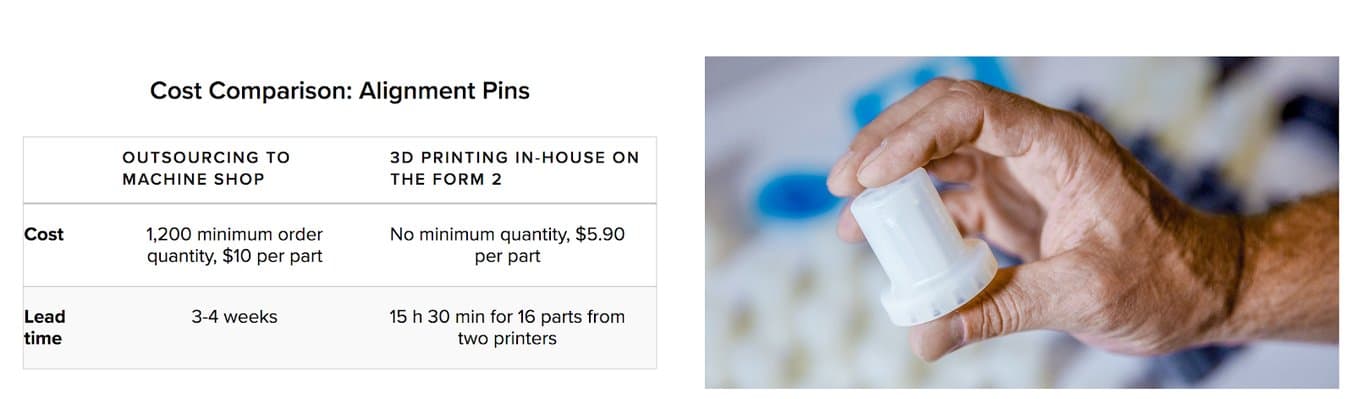
One prominent area in which 3D printing contributes to process optimization is jigs, fixtures, and customized tooling for manufacturing operations. Often, companies are using in-house 3D printers to re-verticalize; this means replacing the high cost of outsourced purchase orders, the pain of minimum order quantities, and long lead times from their vendors’ shops to implementation on the factory floor.
In House/ Re-verticalization:
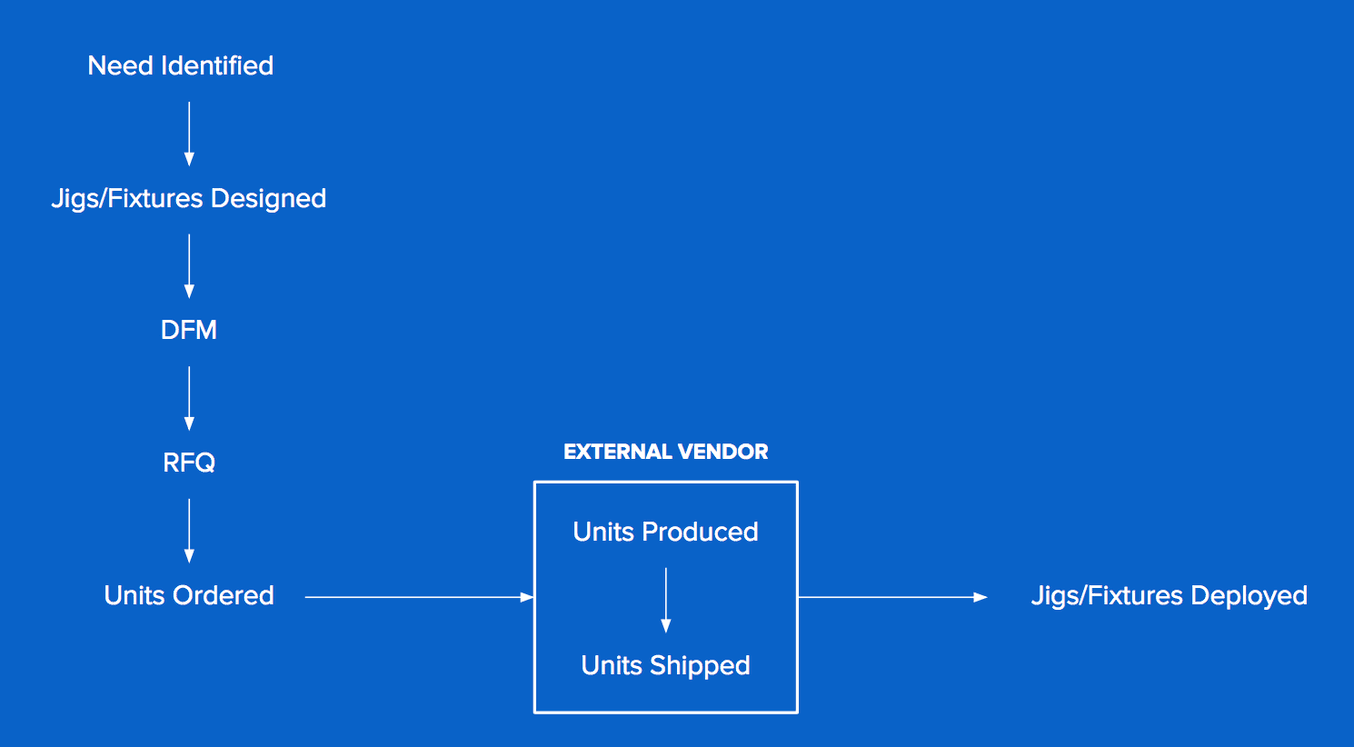
A traditional workflow of outsourcing jig and fixture production with machining requires DFM, often carries minimum order quantities to be cost effective, and can take days or weeks of lead time.
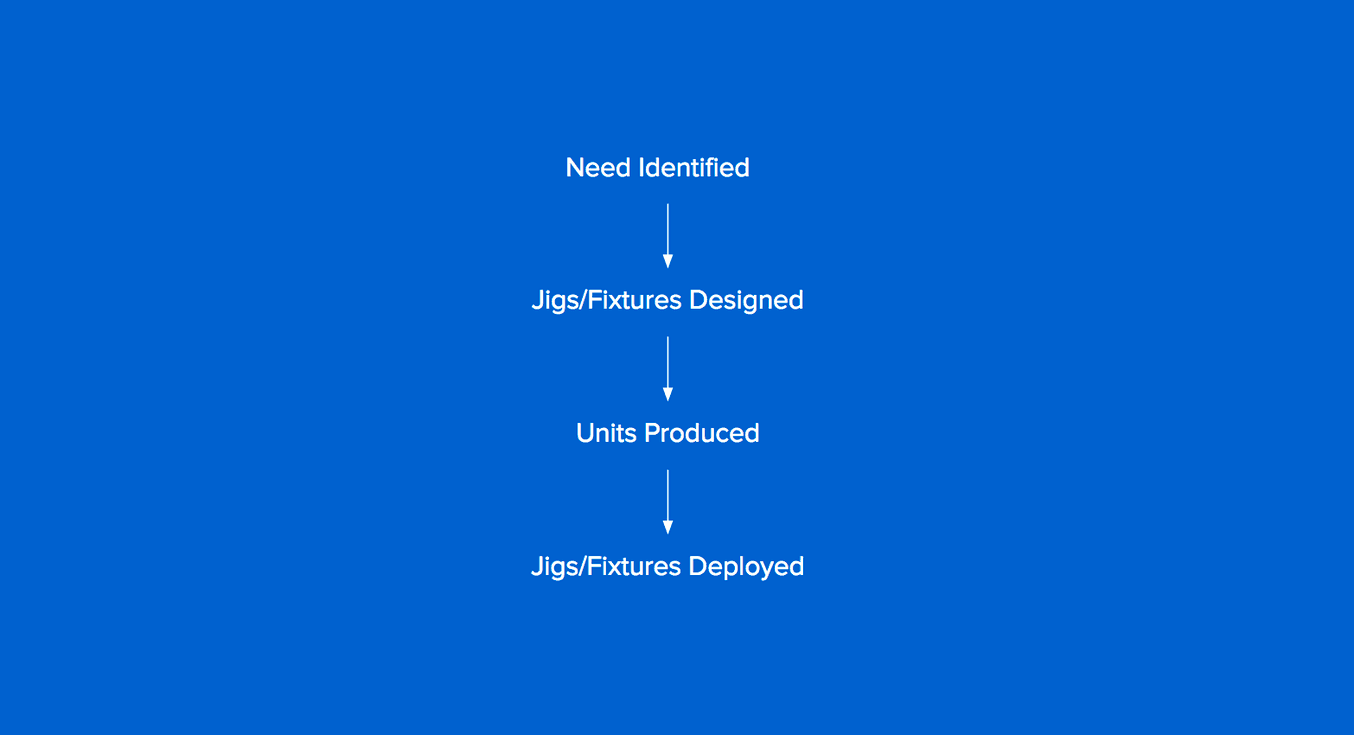
Additive-enabled workflow for producing jigs and fixtures in-house significantly cuts down the steps between identifying a need and integrating a solution on the factory floor.
Accessibility Leads to Innovation
Major process optimization occurs when lower level process changes (like bringing jig and fixture production in-house) enable more experimentation and unlock innovations that would be difficult to plan, but frequently become apparent when automated fabrication technologies like 3D printing are made available to engineers.
Traditionally, high quality 3D printers were costly and required skilled technicians, which lead to most companies deploying the technology with a top-down approach.
Top-Down Approach:
- 3D printers in a local printing hub.
- Highly capable industrial machines.
- Operated by dedicated, expert staff that consult on the introduction of 3D printing.
- Projects fully scoped and authorized before they start.
- High capital and operating costs.
As the cost of 3D printers has declined and accessibility increased, a new bottom-up approach to using the technology has emerged.
Bottom-Up Approach:
- 3D printers distributed throughout company.
- Inexpensive, accessible desktop machines.
- Operated by end-users who are experts on their own processes.
- Projects can be run as low-risk experiments.
- Low capital and operating costs.
- Cultural change: employees encouraged to innovate while 3D printing becomes integral.
The University of Sheffield Advanced Manufacturing Research Centre (AMRC)
“I needed units that staff members can be easily trained on and be successful with so that they want to use them again. The Form 2 is the first small SLA machine that I've used where I thought, ‘yeah, this is a game changer.’ In terms of machinery, it's so simple to use,” Cocking said. “The software is very intuitive, engineers can pick it up very quickly. It's easy for them to understand and grasp the basics, and from there on, they can learn themselves and can push their additive experience themselves. Currently, we have just over 100 engineers trained to use the Form 2 bank.”

Product Level Optimization
Product level optimization differs from part level and process level optimization in that it is often as much about enabling or prototyping new business models as it is about creating new products.
3D printing helps companies de-risk innovative concepts like mass customization by eliminating the need for hard tooling, which carries high costs and long lead times. With direct printing, companies are free to experiment continuously with new geometries, mechanisms, and product offerings in robust materials suitable for end use.

For example, Gillette used direct 3D printing in their Razor Maker initiative, which allowed customers to choose from an incredibly wide range of color and pattern combinations, and even included the ability to personalize razor handles with names. Producing goods on demand, with batch sizes of 1 in some cases, would be impossible to achieve cost effectively with traditional manufacturing practices.
Similar personalization or customization efforts are underway in orthotics, earbuds, and vehicle components. In all of these examples, customized or personalized goods enable optimized products that truly match individual bodies or tastes. Brands are better able to provide customers with exactly what they want, when they want it.
Expanding Accessibility
3D printing technologies have been available since the 1980s, but the opportunities for optimization are still rapidly expanding as companies develop new materials, computational tools, and operational frameworks.
Advances in low cost, high resolution printing are making the technologies accessible to businesses of all sizes, and reducing the gap between concept and execution. Read more about the latest generation of SLA printers and how LFS gives engineers and manufacturers the power to innovate every day.