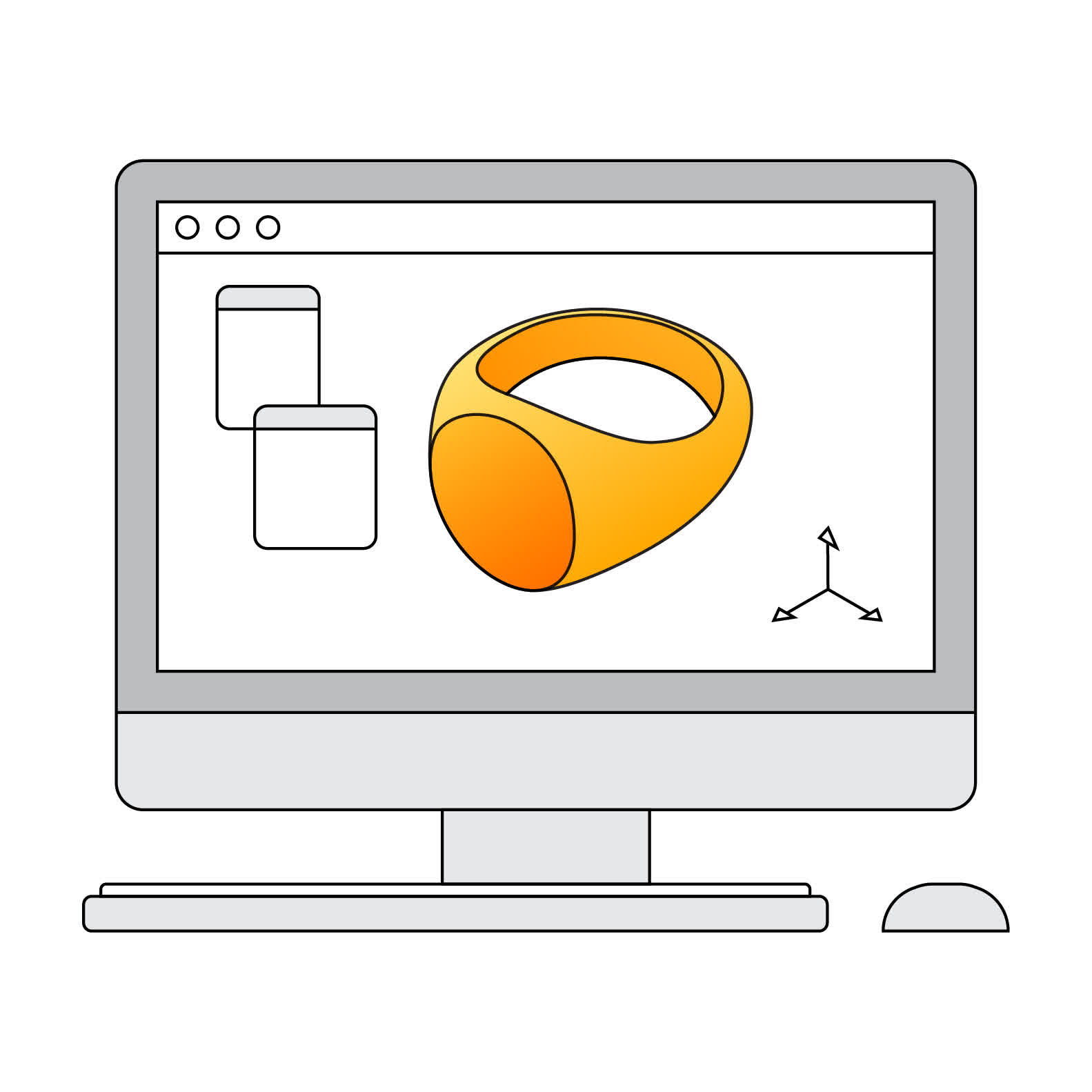
Casting is both a skill and an art form. The design of the piece to be cast is as important as the material properties for successful results. Pay attention to the design of individual features, the flow of material in the investment, and the printing configuration. Learn more about the best design parameters for common jewelry features, such as prongs, filigree, engraving, surfaces, raised text, and milgrain, in the white paper Jewelry 3D Printing: Basic Design Parameters, Supports, and Orientation [EN] [DE] [FR] [IT] [ZH] from Formlabs.
Print feature recommendations
When printing with True Cast Resin, Formlabs recommends designing models with wall thickness between 500 microns and 5 mm.
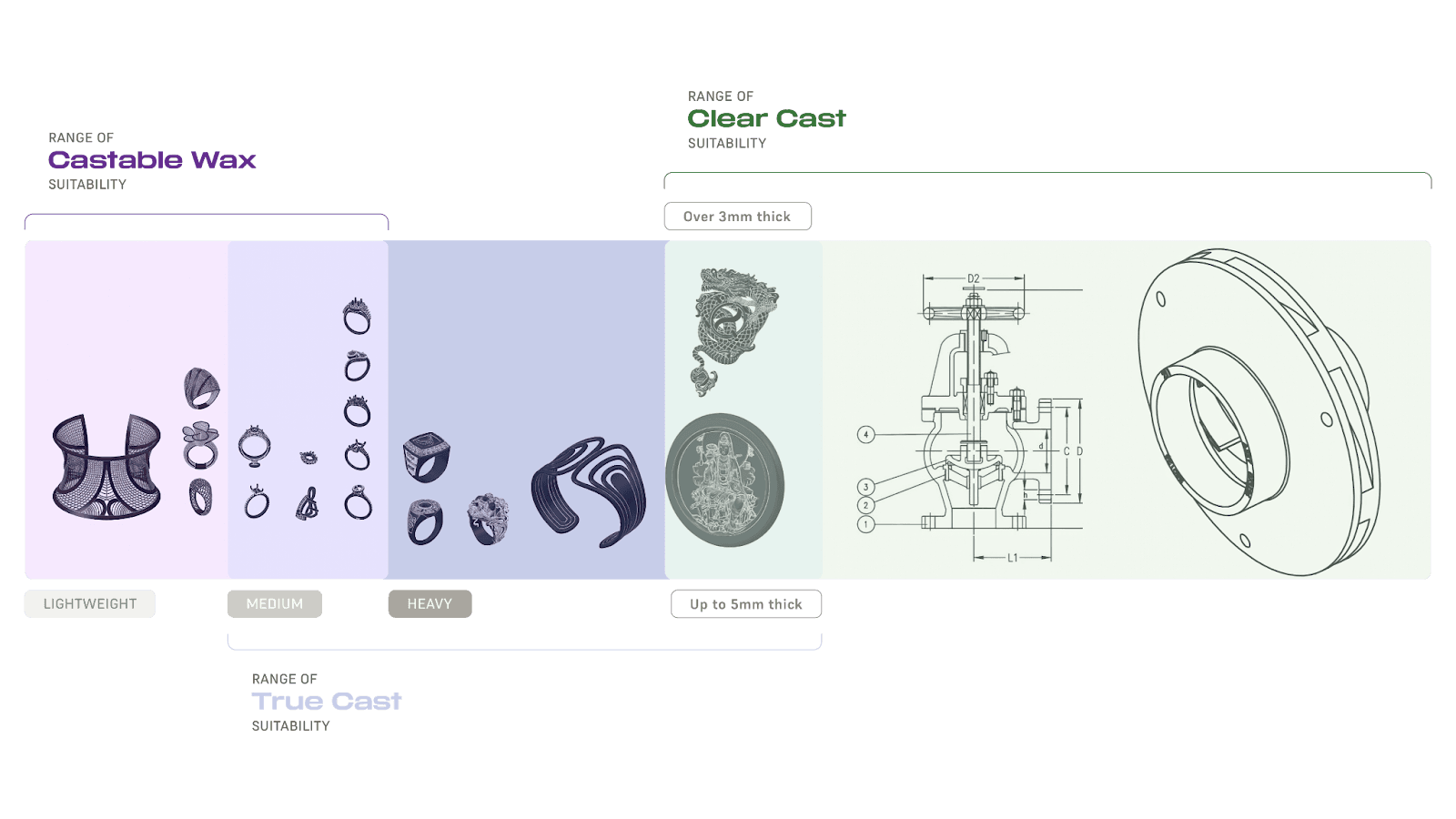
When choosing a casting resin, take the casting properties of each material into consideration. For smaller parts or wire filigree, use Castable Wax Resin. For medium to heavy jewelry or small engineering components, use True Cast Resin. For larger investment casting, use Clear Cast Resin.