
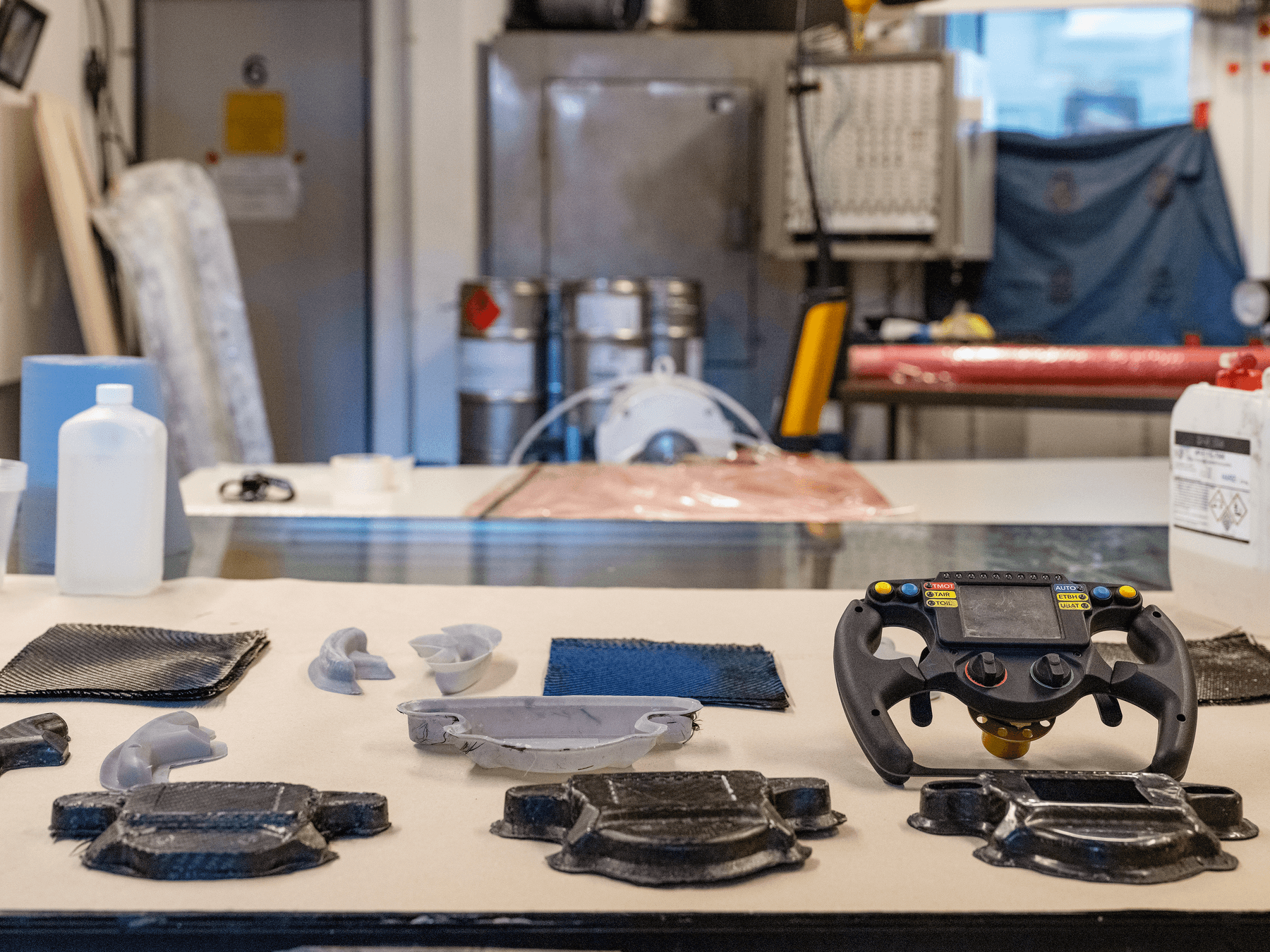
Fabrication de pièces composites
Fabrication de pièces composites
Les composites sont des matériaux très polyvalents et efficaces, qui combinent deux matériaux ou plus pour améliorer leurs qualités et leurs caractéristiques, telles que la résistance, l’efficacité ou la durabilité. Les composites sont constitués de fibres ou de particules de renforcement maintenues ensemble par une matrice composée de polymère, de métal ou de céramique. La résine peut également être utilisée pour maintenir ces fibres ensemble et créer un composite rigide. Les polymères renforcés de fibres (PRF) dominent le marché et ont favorisé l’émergence de nouvelles applications dans différents secteurs.
La fabrication PRF est un processus qui exige une main-d’œuvre importante et qualifiée, qu’il s’agisse de produire en série ou de créer un exemplaire unique. Les durées de cycle vont d’une à 150 heures en fonction de la taille et de la complexité de la pièce. Dans la fabrication de PRF, les fibres droites continues sont assemblées dans la matrice pour former des plis individuels, qui sont laminés couche par couche sur la pièce finale.
Le processus d’incorporation des fibres influence fortement les performances de la pièce. La résine thermodurcissable et son renfort sont mis en forme dans un outil ou un moule, puis polymérisés pour former un produit robuste. Il existe différentes techniques de stratification qui peuvent être classées en trois types principaux :
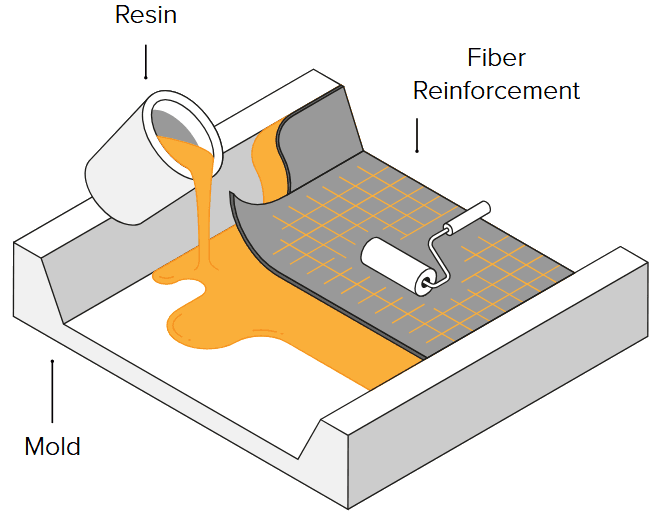
Drapage en voie humide
La fibre est découpée et disposée dans le moule, puis enduite de résine à la brosse, au rouleau ou au pistolet.
Préimprégné
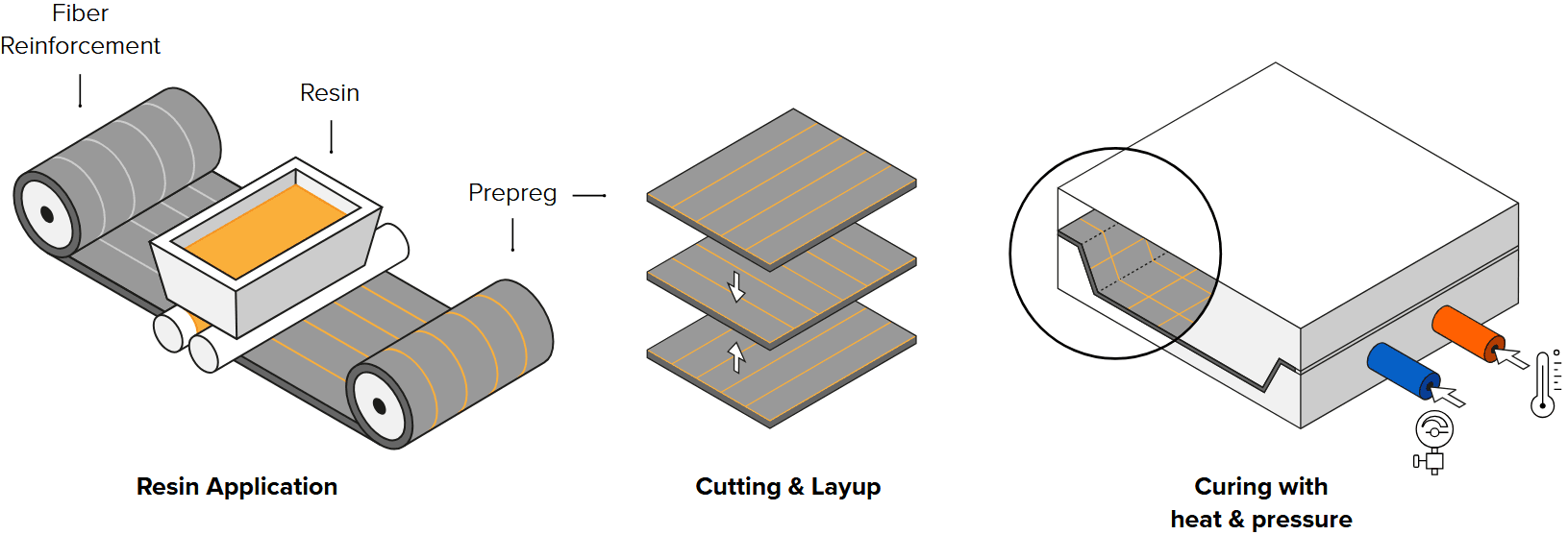
La résine est imprégnée dans la fibre à l’avance, puis stockée à froid pour inhiber la polymérisation. Ensuite, les plis de préimprégné sont placés dans le moule et polymérisés sous l’effet de la chaleur et de la pression dans un autoclave. Ce procédé permet de contrôler précisément la quantité de résine, mais il s’agit de la technique la plus coûteuse pour créer des pièces composites.
Moulage par transfert de résine (RTM, Resin Transfer Molding)
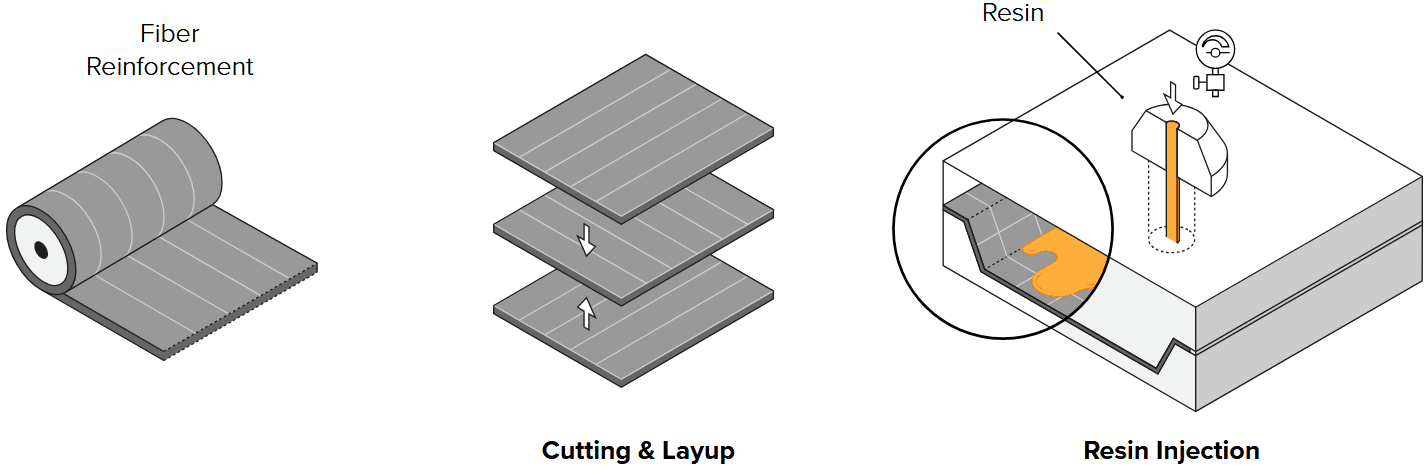
La fibre sèche est insérée dans un moule en deux parties. Le moule est refermé avant injection de la résine à haute pression dans la cavité. Cette technique est généralement automatisée et utilisée pour la fabrication à grande échelle.
La plupart des moules pour la fabrication de PRF sont produits en cire, en mousse, en bois, en plastique ou en métal par usinage CNC ou par fabrication artisanale. Les processus manuels et CNC nécessitent des travailleurs qualifiés et offrent peu de flexibilité en matière d’itérations de conception et d’ajustements de moules. L’impression 3D offre une solution pour produire rapidement des moules et des modèles à faible coût. Le remplacement des outils métalliques par des pièces en plastique imprimées en interne réduit les délais de production et accroît la flexibilité de la conception.
Matériaux recommandés par Formlabs
La technologie d’impression 3D permet de créer des pièces avec une finition de surface très lisse, ce qui est essentiel pour un moule de stratification. Elle permet aussi de produire des géométries complexes avec une grande précision. Le portefeuille de résines et de poudres de Formlabs comprend des matériaux techniques aux propriétés mécaniques et thermiques qui se prêtent bien à la fabrication de moules et de modèles.
| Matériau | Procédé | Détails |
|---|---|---|
| High Temp Resin | Préimprégné | Température de fléchissement sous charge (HDT) de 238 °C à 0,45 MPa. Résiste à la chaleur et à la pression d’un autoclave. Présente une bonne rigidité pour conserver sa forme pendant l’opération et un excellent niveau de détail. |
| Tough 1500 Resin | Stratification humide | Module de traction de 1,5 GPa et allongement à la rupture de 51 %. Solide et stable pendant la stratification, mais suffisamment flexible pour séparer la pièce du moule après la polymérisation. |
| Tough 2000 Resin | Stratification humide | Plus robuste que Tough 1500 Resin, bonne option pour les pièces plus grandes. |
| Rigid 10K Resin | Stratification à l’état humide Préimprégné | Température de fléchissement sous charge (HDT) de 218 °C à 0,45 MPa et module de traction de 10 000 MPa. Matériau de moulage solide, extrêmement rigide et stable à la chaleur, qui conserve sa forme sous pression et à haute température. |
| Nylon 12 Powder (SLS) | Stratification humide | Résistance aux chocs, niveau de détail élevé et grande précision dimensionnelle. Grande rigidité et durabilité. |
Considérations relatives à la conception
Lors de la conception d’une pièce imprimée pour la fabrication de pièces composites, suivez les meilleures pratiques de Formlabs pour la fabrication additive ainsi que les règles générales de conception des moules.
Recommandations générales :
- Concevez des pièces avec des angles de dépouille de 2 à 3°
- Arrondissez les bords
- Définissez un rayon minimum adapté à l’épaisseur de votre matériau pour aider les fibres à s’aligner sur les coins tout en évitant les inclusions d’air et pour créer des pièces de qualité répétables
- Incluez des broches de positionnement et des creux pour les moules qui nécessitent un alignement précis
- Incluez un dépassement de surface
- Ajoutez des lignes de découpe
Considérations relatives à l’impression
Suivez les meilleures pratiques de Formlabs en matière d’orientation des modèles et évitez d’imprimer des supports sur les surfaces de moulage. Si la géométrie le permet, imprimez le moule à plat sur le bord directement sur la plateforme de fabrication, afin d'éviter toute déformation. Imprimer sans supports fait aussi gagner du temps d’impression, de la main-d’œuvre et de la résine. Choisissez une surface de base qui minimisera les surplombs.
- Imprimez à la plus petite épaisseur de couche possible pour optimiser la résolution et l’étape de démoulage.
- Évitez de placer des supports sur les surfaces de moulage pour obtenir une meilleure finition de surface.
Considérations relatives au post-traitement
Suivez les bonnes pratiques de Formlabs pour le lavage et la post-polymérisation des impressions. Consultez les articles individuels sur les matériaux pour connaître les instructions spécifiques de lavage et de polymérisation.
Recommandations générales :
- poncez et polissez les surfaces du moule pour réduire la friction et améliorer le démoulage des pièces.
- Utilisez un agent de démoulage compatible avec la matrice composite pour permettre le démoulage.
Recommandations pour l’imprégnation à l’état humide :
- Suivez attentivement les instructions du fabricant de résine et lisez la fiche de sécurité avant utilisation.
- Pour éviter la formation de bulles d’air : après avoir mélangé et homogénéisé la résine, attendez deux minutes pour que tout l’air s’en échappe. Attendez à nouveau deux minutes après avoir appliqué la première couche de résine au pinceau. Si de petites bulles d’air subsistent, elles peuvent être éliminées par polissage et comblées lors du post-traitement.
- Polymérisez pendant 48 heures dans un sac sous vide.
- Poncez tous les bords pour finir.
Pour plus d’informations sur le processus de stratification humide, consultez le livre blanc Fabrication de pièces en fibre de carbone à l’aide de moules imprimés en 3D.
Instructions pour le préimprégné :
- Couvrir le moule de bande Kapton pour renouveler la surface à chaque itération de moulage.
- Suivez attentivement les instructions du fabricant de l’autoclave et lisez la fiche de sécurité avant utilisation.
- Placez les moules dans un sac sous vide avant la polymérisation dans l’autoclave.
- Les moules imprimés en High Temp Resin tolèrent une polymérisation lente à 38 °C pendant 10 heures, ou une polymérisation rapide à 126 °C pendant 1 heure sans dommage.
- Coupez les bords pour finir.
Pour plus d’informations sur le processus de préimprégnation, consultez le livre blanc Fabrication de pièces en fibre de carbone avec des moules imprimés en 3D.
Recommandations et limites pour l’utilisation finale
La fabrication avec polymère renforcé de fibres est un processus passionnant, mais complexe et gourmand en main-d’œuvre. Utiliser des moules et des modèles imprimés en 3D permet aux entreprises de réduire la complexité du processus de travail, d’améliorer leur flexibilité et les possibilités de conception, ainsi que de réduire les coûts et les délais de réalisation. Elle est particulièrement recommandée pour :
- La production à petite échelle de pièces aux géométries complexes et de haute précision.
- Production de moules à faible coût pour la fabrication de pièces composites, plus rapide que les méthodes traditionnelles d’usinage CNC.
- Itérations rapides de la conception et personnalisation des pièces.
Certaines limites sont à prendre en compte :
- Toutes les pièces imprimées par SLA ne sont pas compatibles avec une utilisation en autoclave. Consultez les propriétés des matériaux de chaque résine avant utilisation.
- Une exposition répétée au solvant peut dégrader les pièces imprimées en SLA.
- Les moules durent généralement 10 à 15 utilisations avant que des signes d’usure n’apparaissent ; ils ne sont pas recommandés pour la production à haut volume.
Ressources supplémentaires