
Formage de tôle
Formage de tôle
Le formage de tôle est actuellement le procédé le plus rentable pour fabriquer des pièces métalliques en grande quantité. Elle peut être hautement automatisée dans les usines ou manuelle dans les ateliers de métallurgie pour les pièces en petites séries. Il s’agit d’une procédure polyvalente, cohérente et de haute qualité pour créer des pièces métalliques précises avec un minimum de déchets de matériaux.
Le formage de la tôle est une opération qui nécessite beaucoup d’équipement et qui requiert des machines et des outils spécialisés en fonction des pièces. L’outil, également appelé forme ou matrice, est la partie de la machine de formage qui sert à plier la feuille. En général, les fabricants produisent leurs outils de formage en métal par usinage CNC en interne ou en sous-traitant à des prestataires de services.
Bien que les pièces de grande taille soient associées à des outils lourds, la plupart des ateliers de métallurgie produisent également toutes sortes de petits éléments nécessitant des forces de pliage plus faibles. Le remplacement de ces outils métalliques par des pièces en plastique imprimées en 3D en interne pour le prototypage et la production de petits volumes peut raccourcir les délais de développement et réduire les coûts de production. L’impression en interne permet aux ingénieurs de prototyper rapidement des pièces métalliques et d’itérer des conceptions d’outils aux géométries complexes, tout en réduisant la dépendance aux prestataires externes.
Le formage du métal consiste à appliquer des forces pour déformer plastiquement le matériau afin qu’il prenne la forme désirée. Il permet de réaliser des structures complexes avec un minimum de matériau et présentant une grande solidité. Le formage recouvre des traitements tels que le pliage, le filage, l’emboutissage ou l’étirage, à l’aide de matrices ou d’outils de poinçonnage.
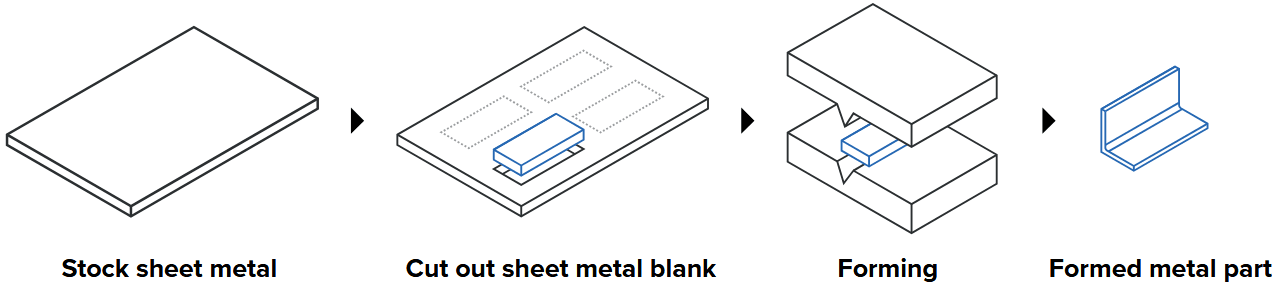
Le processus de formage de la tôle est simple :
- Une feuille de métal est découpée à partir d’un métal en stock pour créer des ébauches individuelles.
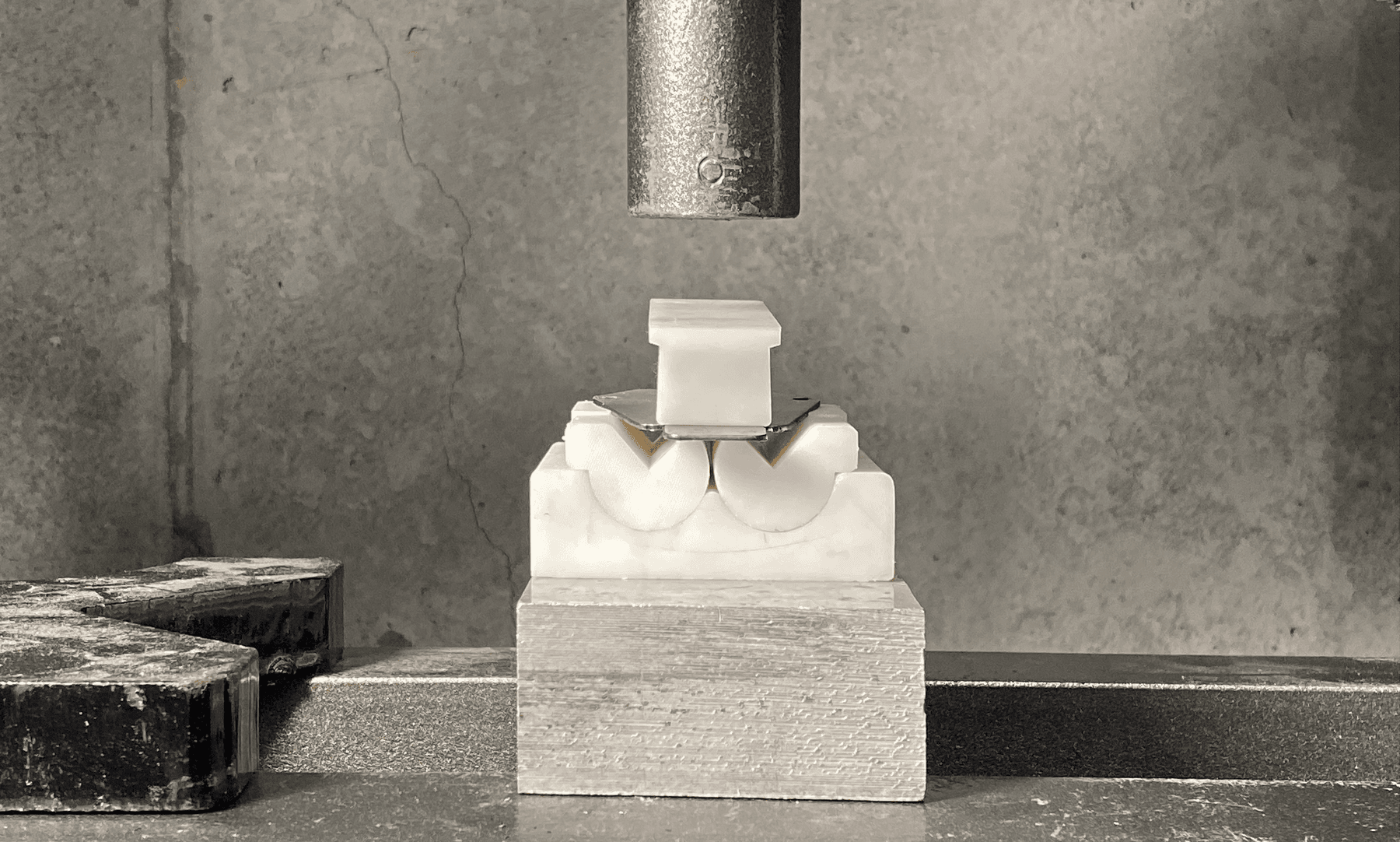
- L’ébauche est placée dans la machine de formage entre les deux outils.
- La matrice supérieure est soumise à une pression élevée par la machine. Elle pousse la tôle sur l’outil inférieur correspondant, ce qui lui donne la forme désirée.
Matériaux recommandés par Formlabs
Formlabs propose une large gamme de résines techniques et de poudres aux propriétés matérielles variées qui peuvent être utilisées pour optimiser le processus pour différentes applications.
- Rigid 10K Resin a une résistance à la rupture par traction élevée (88 MPa) et un module de traction élevé (11 GPa), ce qui lui confère une bonne rigidité qui aide les outils à supporter des charges élevées sans se déformer.
- Tough 2000 Resin et Tough 1500 Resin sont des choix appropriés lorsque les forces et les charges dynamiques sont plus faibles. Ces résines absorbent l’énergie des chocs sans se briser et doivent résister à l’usure, au martelage et aux traitements d’embossage.
- Nylon 12 Powder a une résistance à la rupture élevée (50 MPa) et convient mieux aux assemblages complexes et aux pièces durables.
- Draft Resin convient pour valider rapidement la géométrie du modèle. Formlabs ne recommande pas cette résine pour la production de pièces de formage de tôles.
Considérations relatives à la conception
La géométrie de l’outil est déterminante pour la réussite de l’opération de formage. La première chose à faire en regardant le fichier CAO de la pièce finale est de déterminer comment la plier et comment la former. Formlabs recommande de diviser chaque caractéristique en une étape de formage distincte de la procédure.
Recommandations générales :
- Le pliage de bords près d’un trou peut provoquer une déformation. Veillez à ce que l’outil supérieur appuie sur toute la surface de la partie supérieure.
- Prenez en compte l’élasticité du métal pour plier des parois à la verticale. Pliez les feuilles au-delà de 90° pour créer des parois verticales.
- Utilisez des rampes pour plier les bords au-delà de 90°.
- Laissez un espace entre les deux matrices, sinon la pièce risque de se casser. Certains outils de logiciels de CAO disposent d’une fonction appelée adaptabilité qui intègre automatiquement la tolérance.
Pour plus d’informations sur les considérations de conception, consultez le livre blanc Comment réaliser un outillage rapide pour le formage de tôles avec des matrices imprimées en 3D.
Considérations relatives à l’impression
Suivez les meilleures pratiques de Formlabs pour l’orientation des modèles et évitez d’imprimer des supports sur les surfaces de formation. Si la géométrie le permet, imprimez l’outil à plat sur le bord directement sur la plateforme de fabrication, afin de réduire la déformation.
Recommandations générales :
- Assurez un support suffisant pour éviter les déformations.
- Imprimez avec une hauteur de couche de 50 à 100 μm.
Considérations relatives au post-traitement
Suivez les bonnes pratiques de Formlabs pour le lavage et la post-polymérisation des impressions. Consultez les articles individuels sur les matériaux pour connaître les instructions spécifiques de lavage et de polymérisation.
Conseils pour réussir le formage de la tôle :
- Validez l’outil avec un matériau de plus faible épaisseur pour réduire les risques de rupture.
- Découpez la tôle vierge avant le formage. Les procédés de formage traditionnels coupent le matériau avec la matrice métallique. Cependant, les pièces imprimées en 3D ne sont pas assez solides pour perforer le métal. Formlabs recommande d’utiliser une cisaille d’établi, une cisaille manuelle, un foret, une découpe au jet d’eau, une découpe au plasma ou une découpe au laser pour couper la tôle brute.
- Utilisez de la lubrification pour éviter l’usure des outils et réduire les forces nécessaires au pressage.
- Les outils en plastique ne marquent pas la pièce pendant le processus de formage, il n’est donc pas nécessaire de polir.
Recommandations et limites pour l’utilisation finale
L’impression 3D d’outils en tôle en interne offre une flexibilité aux concepteurs et aux ingénieurs en réduisant le délai de plusieurs semaines à une journée. Pour la production de grands volumes, le prototypage de l’outil en plastique permet aux utilisateurs de vérifier la conception avant de s’engager dans un outil métallique coûteux. Pour la production de petites séries, les matrices imprimées permettent d’économiser des centaines de dollars par rapport à la sous-traitance de la pièce. Elle est particulièrement recommandée pour :
- Le prototypage de pièces en tôle telles que des supports, des protections et des brides.
- Production en petite série de géométries simples ou de complexité moyenne.
- Essayage et validation avant d’investir dans des matrices métalliques.
Certaines limites sont les suivantes :
- Ne convient pas aux panneaux de grande taille ou aux pièces à emboutissage profond nécessitant des forces de presse extrêmement élevées.
- Les dies imprimés peuvent se fissurer sous une pression excessive. Formlabs recommande de valider d’abord le moule avec une tôle de plus faible épaisseur.
- Les pièces imprimées ont une résistance limitée au cisaillement et ne peuvent pas couper ou perforer des matrices.
Ressources supplémentaires