Le moulage est à la fois une technique et un art. La conception de la pièce à mouler est aussi capitale que les propriétés du matériau pour obtenir de bons résultats. Une attention particulière doit être portée à la conception des caractéristiques spécifiques de la pièce, au comportement du matériau au moulage et à la configuration de l’impression. Pour en savoir plus sur les meilleurs paramètres de conception pour les caractéristiques courantes des bijoux, telles que les griffes, le filigrane, la gravure, les surfaces, le texte en relief et le mille-grain, consultez le livre blanc Impression de joaillerie en 3D : paramètres de conception de base, supports et orientation [[EN] [DE]] [[FR] [IT]] [[ZH] de Formlabs.][][]
Recommandations relatives aux caractéristiques d’impression
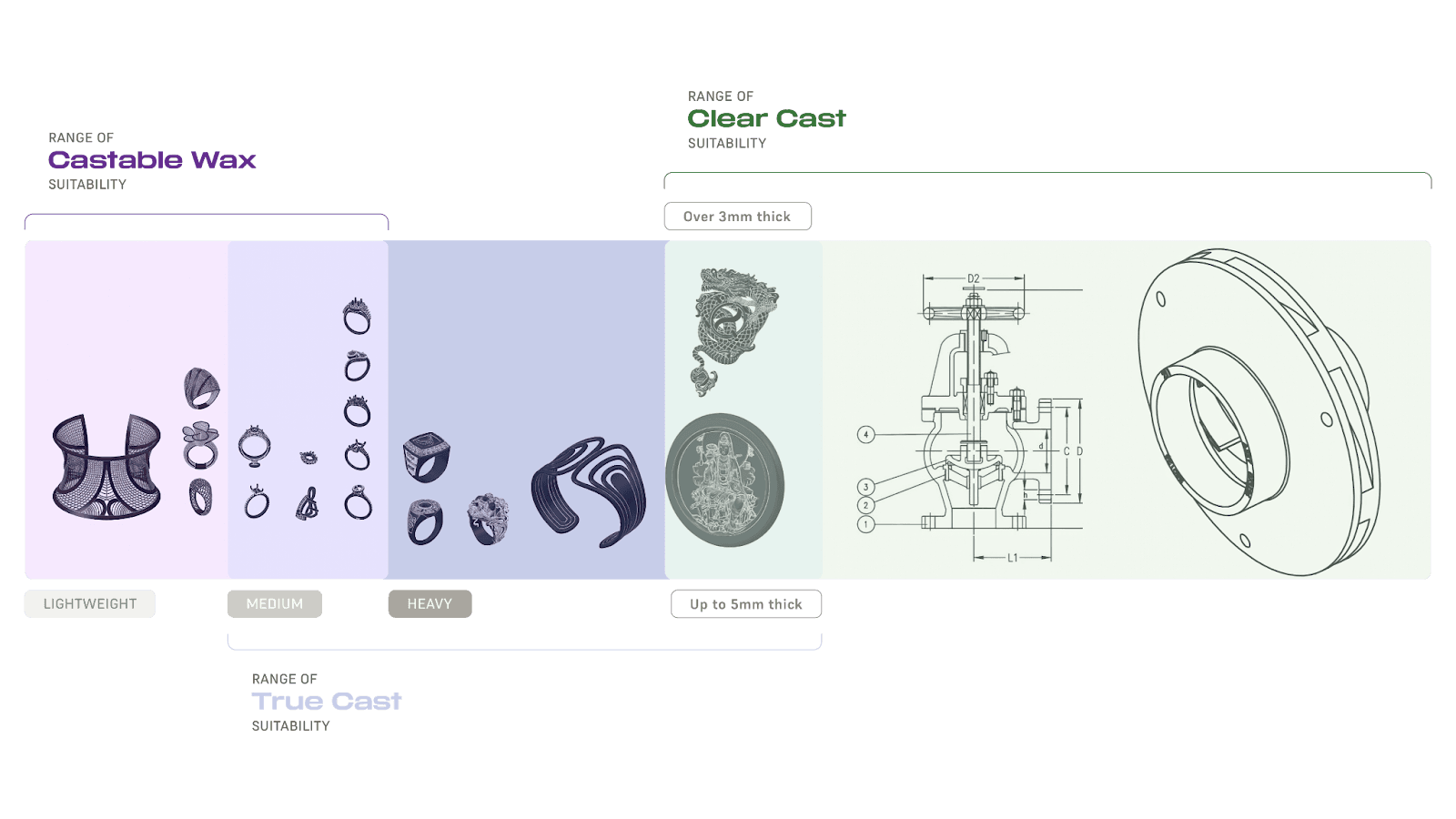
Lors de l’impression avec True Cast Resin, Formlabs recommande de concevoir des modèles avec une épaisseur de paroi comprise entre 500 microns et 5 mm.
Lors du choix d’une résine de moulage, il convient de tenir compte des propriétés des matériaux de moulage. Pour les petites pièces ou le filigrane, utilisez Castable Wax Resin. Pour les bijoux lourds ou de taille moyenne, ou les petits composants techniques, utilisez True Cast Resin. Pour les fonderies à modèle perdu de plus grande taille, utilisez Clear Cast Resin.