

Introduction au moulage pour les bijoux imprimés en 3D
La façon dont les joailliers travaillent est en train de changer, et les résines photopolymères moulables n'y sont pas étrangères. Des créateurs indépendants qui conçoivent et prototypent dans leurs ateliers aux fondeurs augmentant leur capacité et diversifiant leurs offres, les techniques de fabrication numérique jouent un rôle de plus en plus essentiel dans le développement d’une entreprise de joaillerie prospère. Dans ce guide, vous découvrirez comment mouler de superbes pièces de joaillerie imprimées en 3D sur des imprimantes Formlabs.
Introduction au moulage pour les bijoux imprimés en 3D
La façon dont les joailliers travaillent est en train de changer, et les résines photopolymères moulables n'y sont pas étrangères. Des créateurs indépendants qui conçoivent et prototypent dans leurs ateliers aux fondeurs augmentant leur capacité et diversifiant leurs offres, les techniques de fabrication numérique jouent un rôle de plus en plus essentiel dans le développement d’une entreprise de joaillerie prospère. Dans ce guide, vous découvrirez comment mouler de superbes pièces de joaillerie imprimées en 3D sur des imprimantes Formlabs.
Qu’est-ce que le moulage direct à la cire perdue ?
Le moulage direct à la cire perdue est une technique courante de fabrication de moules qui peut être utilisée pour fabriquer des pièces petites ou grandes dans toute une variété de métaux. Ce type de moulage, qui est apparu il y a environ 5000 ans permet aux créateurs de façonner une grande variété de matériaux. Cette technique est aussi l’une des plus faciles pour fabriquer des pièces en métal.
Dans le moulage à la cire perdue, un moule creux est créé à partir d’un modèle de référence sculpté à la main ou imprimé en 3D. Ce modèle qu’on appelle master est plongé dans un matériau de moulage réfractaire. On le laisse ensuite sécher, ce qui lui permet de durcir. Le modèle en cire ou en résine d’impression 3D est brûlé et laisse une empreinte négative dans le moule. Du métal en fusion est coulé dans cette cavité pour donner naissance à la pièce finale.
Les modèles complexes faits de cire sont compliqués à produire à la main. Dans un monde soumis à une forte demande ainsi qu’à des modes éphémères, il peut être difficile de suivre la cadence en fabriquant les bijoux à la main. Les matériaux avancés et les imprimantes 3D abordables, tels qu’en fabrique Formlabs sont en train de changer la façon de travailler des designers et des fabricants de bijoux, en apportant une qualité de niveau industrielle sur leur bureau, et en facilitant la production et l’ajustement de formes complexes qui, auparavant, requéraient des heures de travail méticuleux.

Essentiels
Produits par Formlabs
Fabriqués par des tiers
- Poudre de moulage Certus Prestige Optima
- Four (732 °C), appareil de fabrication du moule sous vide et système de fonderie Neutec J2R par exemple
- Pour un brûlage en intérieur, une ventilation active telle que Vent-A-Kiln
Pour plus d'informations sur l'utilisation de True Cast Resin, lisez notre article d'assistance Formlabs ici.

Réserver une consultation
Contactez nos experts en impression 3D pour une consultation individuelle afin de trouver la bonne solution pour votre entreprise, recevoir une analyse du retour sur investissement, des essais d’impression, et plus encore.
1. Conception en vue du moulage
Utilisez des logiciels CAO tels que RhinoGold, JewelCAD ou 3Design pour faire passer vos pièces du stade conceptuel à celui de modèle imprimé en 3D en suivant les meilleures pratiques décrites dans ce livre blanc.
Produits mentionnés :
True Cast Resin : Matériau chargé en cire destiné au moulage précis de bijoux et de composants techniques complexes d'une épaisseur maximale de 5 mm. Il permet d'obtenir des pièces d'une grande précision avec des surfaces extrêmement détaillées et lisses.
Castable Wax 40 Resin : Résine de moulage direct à haute teneur en cire offrant une excellente coulabilité et permettant une large gamme de caractéristiques de conception telles que des logements pour pierres et des gravures.
Castable Wax Resin: Résine à plus faible teneur en cire, offrant une haute résistance à l’état brut, adaptée aux structures ultra-fines telles que le filigrane.
|
CASTABLE WAX 40 RESIN | TRUE CAST RESIN | CLEAR CAST RESIN | ||
|---|---|---|---|---|---|
| Applications | Filigrane fin, bijoux légers et applications dentaires | Bijoux de taille moyenne et grande et petits composants techniques | Bijoux de taille moyenne et grande, médaillons, statuettes et petits composants techniques d’une épaisseur maximale de 5 mm. | Applications d'ingénierie exigeantes d'une épaisseur supérieure à 3 mm | |
| Compatibilité | Form 2 Form 3/+ Form 4 |
Form 2 Form 3/+ |
Form 4 | Form 2 Form 3/+ Form 4 |
ÉVITER LA FRACTURATION DU MATÉRIAU RÉFRACTAIRE
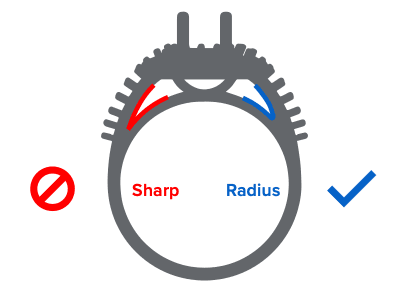
La conception des modèles traditionnels en cire partage de nombreux principes avec celle de modèles imprimés en 3D, comme par exemple l’importance d’un écoulement régulier le long des surfaces. Il s’agit d’éviter autant que possible la création de coins et d’arêtes saillants. Non seulement les bords saillants augmentent les turbulences dans l’écoulement du métal, mais ils concentrent aussi les contraintes de dilatation dans le moule.
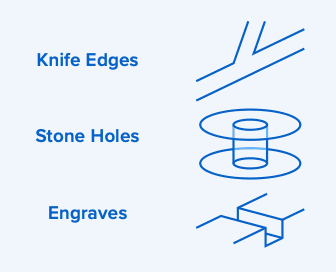
La concentration des contraintes de dilatation au même endroit provoque la fracturation du matériau réfractaire, qui est l’un des problèmes de qualité les plus fréquents dans le moulage à résine perdue. Les signes d’une fracturation du matériau réfractaire sont des détails en creux tels que les sertissures et les gravures qui ont été comblés sur la pièce moulée. La fracturation du matériau réfractaire s’accompagne généralement de surfaces de moulage rugueuses ou de points de piqûre dus aux débris de matériau réfractaire.
Outre les arêtes saillantes, il faut faire attention à la profondeur des éléments gravés. En règle générale, il faut que les canaux et les trous gravés soient plus larges que profonds. Ce principe est d’autant plus important si l’élément en creux est petit et que le produit de moulage devant remplir l’élément est fragile.
Dans l'écosystème Formlabs, True Cast Resin et Castable Wax 40 Resin sont conçues pour minimiser l'expansion et la fracturation du matériau réfractaire, ce qui permet une plus grande fiabilité lorsque des caractéristiques négatives sont requises. Comparez les résines de moulage joaillerie ici.
CAROTTES DE COULÉE
Des carottes de coulée fines peuvent être imprimées en 3D pour réduire la main-d’œuvre et améliorer le remplissage du moule dans les zones très détaillées. Prévoyez des carottes de coulée qui sont soit cylindriques, soit en forme d’entonnoir vers la pièce.
Les supports ajoutés dans PreForm ne doivent pas être utilisés comme carottes de coulée. Si vous comptez imprimer les carottes de coulée en 3D, nous recommandons de les intégrer dès le départ à votre modèle CAO.
Les carottes de coulée imprimées en 3D ne devraient être utilisées que là où des carottes en cire pourraient difficilement être placées, par exemple à un endroit où une carotte relie entre elles deux zones inaccessibles du modèle. Les carottes en cire traditionnelles entraînent une meilleure qualité des pièces moulées en permettant un apport en oxygène très rapide lors du brûlage.
POINTS DE FIXATION DES CAROTTES
Les modèles en résine ne fondent pas, ce qui signifie que des pièces volumineuses peuvent parfois être difficiles à attacher (et à maintenir fixées) aux carottes de coulée en cire. En ajoutant un point de fixation dans votre modèle CAO, vous pourrez vous épargner la frustration de voir un modèle imprimé en 3D flotter à la surface du moufle que vous venez de remplir. Ce point de fixation peut tout simplement être un trou à la base d’une bague ou un cylindre pouvant être rempli ou enveloppé de cire quand vous l’attacherez à une carotte de coulée.

PIÈCES ÉPAISSES ET DE GRANDE TAILLE
True Cast Resin convient à l’impression et au moulage de pièces de joaillerie épaisses jusqu’à 5 mm d’épaisseur, telles que des chevalières massives, tandis que Castable Wax 40 Resin peut accepter des sections transversales allant jusqu’à 4 mm dans la plupart des zones du modèle. Les zones les plus épaisses d’un modèle auront tendance à mieux se comporter au moulage plus elles seront proches de la carotte de moulage. Remarquez que pour le moulage à la cire perdue de grandes pièces avec des géométries de plus de 3 mm d'épaisseur, Clear Cast Resin est également une option.
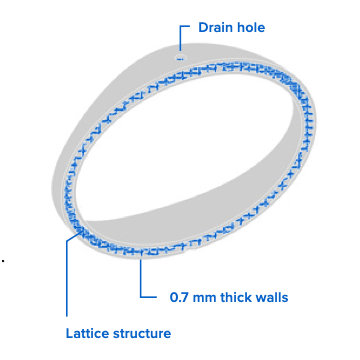
Castable Wax Resin est un autre matériau qui convient aux modèles à la fois massifs et de grande taille tels que les statues. De par sa résistance plus élevée à l’état brut, Castable Wax Resin permet d’évider les modèles en ne gardant qu’une enveloppe à faibles parois. Cette approche réduit au minimum les forces de dilatation qui s’exercent sur le matériau réfractaire lors du brûlage. Les pièces plus épaisses que 3 mm devraient être évidées et des trous de drainage devraient être ajoutés pour permettre à la résine de s’écouler hors de l’enveloppe.
Formlabs recommande des parois épaisses de 0,7 mm pour les modèles creux imprimés avec Castable Wax Resin. Une armature interne peut aussi être générée à l’intérieur de l’enveloppe du modèle pour améliorer la résistance à la manipulation des pièces creuses de grande taille. Lors de la création d’un modèle creux à parois fines avec Castable Wax Resin, vérifiez les zones du modèle où l’épaisseur de la paroi de l’enveloppe est presque égale (ou inférieure) au double des 0,7 mm minimaux. Ces zones pourraient être ignorées par le logiciel CAO lors de la génération du lattage, ce qui créerait des endroits où le modèle est trop épais pour être moulé. Les pièces trop épaisses ont tendance à causer des fractures de dilatation lors du brûlage.
FILIGRANE
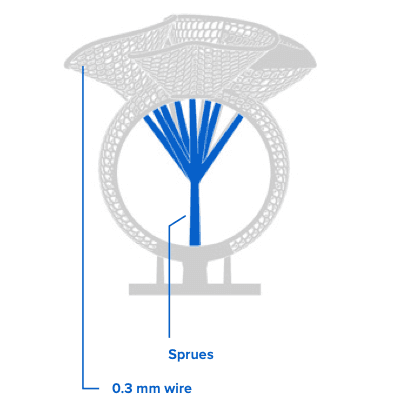
Le niveau de détail exceptionnel de Castable Wax Resin vous permet de créer des pièces comportant des filigranes complexes. Ces maillages de fil ultrafins sont difficiles à reproduire, mais leur moulage est possible moyennant une disposition minutieuse des carottes de coulée.
De tels maillages peuvent être imprimés avec une épaisseur de fil descendant jusque 0,3 mm. Les filigranes sont fragiles et facilement endommagés lors du retrait des supports. Concevez les pièces en filigrane pour qu’elles soient aussi autoportantes que possible.
Dans les modèles en filigrane, les carottes de coulée imprimées en 3D peuvent aussi jouer le rôle de « supports » à éliminer après le moulage. Pour éviter que du métal solidifie dans ces canaux étroits, ajoutez des carottes de coulée ramifiées qui achemineront le métal à de nombreux points sur le bord du maillage filigrane.
Remarque :
Les résines Castable Wax 40 Resin et True Cast Resin ne sont pas recommandées pour l'impression de filigranes, en raison de leur moindre résistance à l'état brut.

Commandez un échantillon gratuit
Examinez et constatez par vous-même la qualité Formlabs. Nous vous enverrons gratuitement un échantillon imprimé en 3D.
2. Préparation et impression des pièces pour le moulage
IMPRESSION
Les modèles de joaillerie peuvent être imprimés individuellement ou par lots sur les imprimantes 3D stéréolithographiques (SLA) de bureau de Formlabs.
Orientation
- Pour obtenir la meilleure qualité d’impression avec Castable Wax 40 Resin, nous recommandons d’imprimer les pièces à centre de gravité élevé, telles que les chevalières, en les inclinant et en les supportant plutôt que de manière parfaitement verticale.
- Les modèles de joaillerie plus légers et plus aériens ainsi que les pièces en Castable Wax Resin peuvent être imprimés verticalement.
- Pour les bagues et autres petites pièces imprimées en True Cast Resin, orientez verticalement afin de minimiser les points de contact des supports. Pour tous les autres modèles, orientez à 30–45 degrés par rapport à la plateforme de fabrication.
Inclinez les pièces à centre de gravité élevé pour de meilleurs résultats.
LAVAGE
Un lavage minutieux des pièces dans de l’alcool isopropylique à 90 % est essentiel à la propreté du moulage. Un excès de résine non polymérisée peut parasiter la polymérisation du matériau réfractaire, ce qui entraînera des défauts de moulage.
Laissez les pièces sécher complètement après les avoir retirées du bain d’alcool isopropylique. Utilisez de l’air comprimé pour vous assurer que l’alcool isopropylique s'est bien évaporé avant de passer aux phases de post-polymérisation et de fonderie. Si les pièces restent collantes au toucher après lavage et séchage, c’est qu’il est peut-être temps de remplacer votre alcool isopropylique.
Pour connaître les durées de lavage, consultez notre page d'assistance Formlabs.
POST-POLYMÉRISATION
La post-polymérisation n’améliorera pas le résultat du moulage, sauf si les pièces ont été insuffisamment lavées. Les pièces peuvent être post-polymérisées en option afin d’augmenter leur résistance à la manipulation si vous constatez des ruptures lors de l'ajout des carottes de coulée. Si vos pièces sont fragiles, nous recommandons de les post-polymériser après le retrait des supports. En effet, les pièces brutes sont plus flexibles et risquent moins de casser quand vous sectionnerez les supports. Les points de contact restants peuvent être poncés avec du papier de verre de grain 1 000 après post-polymérisation.
Pour les durées et les paramètres de post-polymérisation, voir ici pour la Form Cure V2, et ici pour la Form Cure V1.
Remarque :
Post-polymériser les pièces peut entraîner un léger rétrécissement (<1 %).
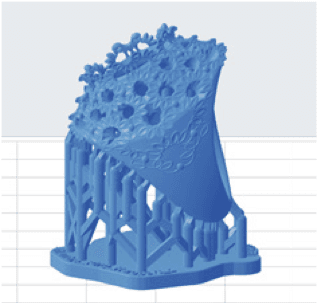
3. Montage de l’arbre de coulée
Attachez les pièces post-traitées à un arbre de coulée en cire à l’aide de cire fondue. Faites fondre la cire pour lisser la jonction entre chaque modèle imprimé et sa carotte de coulée.

Un stylo thermique à cire facilite le collage des modèles en résine sur l’arbre de coulée en cire.
Disposez les pièces les plus épaisses en bas et les plus fines en haut de l’arbre. Les pièces imprimées en 3D peuvent nécessiter légèrement plus d’espace entre elles qu’un arbre de coulée en cire traditionnel. Si vous moulez des pièces volumineuses à « parois fines », veillez à boucher à la cire tous les trous de drainage pour éviter que du produit de moulage pénètre à l’intérieur de la pièce imprimée.
PRODUITS DE POTEYAGE
Formlabs ne recommande pas de plonger les modèles imprimés en 3D dans un « film de poteyage ». Les films de poteyage peuvent interférer avec la faculté de la résine à perdre sa cire liquéfiée lors du chauffage.
Remarque :
Les modèles imprimés en résine ne fondent pas. Si vous rencontrez des difficultés pour fixer un modèle à une carotte de coulée, essayez d’appliquer une petite quantité de colle cyanoacrylate ou de résine époxy à prise rapide. Prévoir un point de fixation de la carotte de coulée sur le modèle peut aussi être efficace.
4. Préparation du moule
Les étapes qui suivent sont une procédure standard pour la préparation de tout moufle de moulage à la cire perdue. Une machine de coulée sous vide aide à mélanger le produit de moulage de manière homogène, à le dégazer et à le couler facilement et proprement. Cependant, il est aussi possible d’utiliser séparément un mélangeur et une chambre à vide.


1. Fixez un moufle de fonderie au socle des carottes de coulée. Si le moufle est perforé, enveloppez-le de ruban adhésif transparent pour contenir le produit de moulage.
2. Mélangez la poudre de moulage et l’eau distillée dans les proportions recommandées par le fabricant de la poudre.
Conseil :
Dissolvez de l’acide borique (à hauteur de 1 % du poids de l’eau) dans l’eau distillée avant le mélange pour augmenter la solidité du moule.
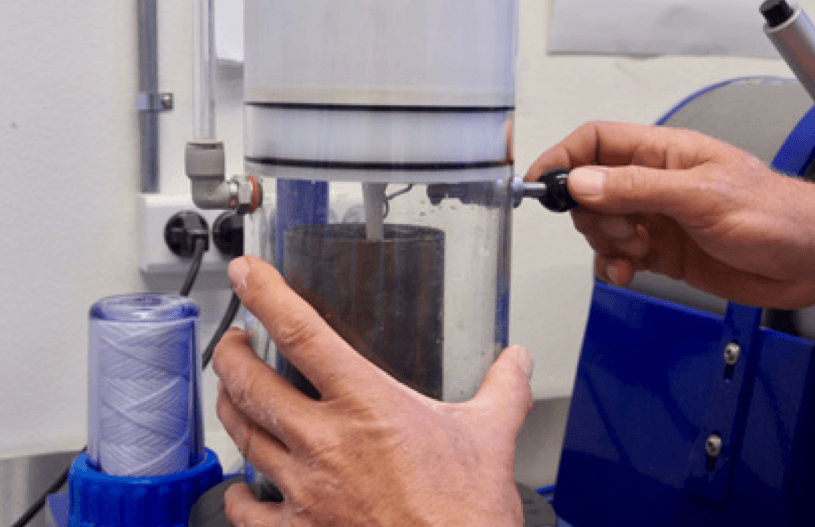
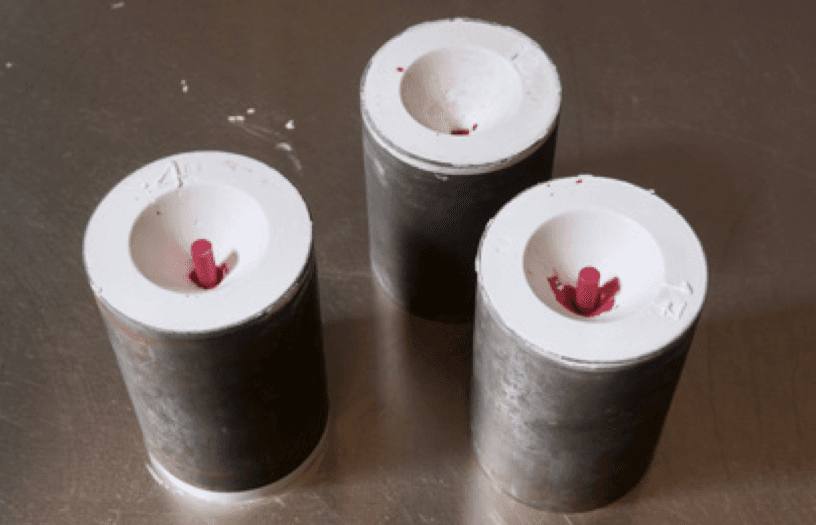
3. Versez lentement le produit de moulage sur la paroi du moufle en évitant de toucher l’arbre de coulée. Un remplissage sans à-coups aura moins tendance à générer de bulles. Utilisez une chambre à vide pour extraire toutes les bulles d’air du moufle. Laissez le produit de moulage durcir et sécher.
4. Détachez soigneusement la base de coulée en caoutchouc du moufle et laissez-le reposer dans un environnement exempt de vibrations pendant deux à six heures. Suivez scrupuleusement les consignes de sécurité du fabricant du produit de moulage. Nous recommandons le port d’un masque anti-poussière ou d’un respirateur.
CHOIX DU MATÉRIAU DE MOULAGE
Formlabs recommande la poudre de moulage Certus Prestige Optima pour la True Cast Resin, la Castable Wax 40 Resin et la Castable Wax Resin. Cependant, Castable Wax 40 Resin permet une plus grande liberté dans le choix des matériaux de moulage. Si vous moulez des modèles particulièrement élaborés, envisagez d’utiliser un produit de moulage à liaison phosphate plus robuste tel que Nobilium Microfire. Quand vous utilisez des produits de moulage alternatifs, respectez les recommandations de brûlage du fabricant.
5. Brûlage et coulée
Placez le châssis de moulage dans le four de brûlage et chauffez en respectant la courbe de brûlage recommandée. Ajustez le cycle de brûlage en fonction des instructions du fabricant du matériau de moulage, de la taille du moufle et de la quantité de matériau imprimé.
Formlabs recommande d’utiliser un four bien ventilé (avec admission et extraction d’air) pour garantir un apport en air dans toute la chambre de brûlage et pour évacuer sans risque toute la résine vaporisée.
BRÛLAGE COURT
Des cycles de brûlage nettement plus courts (quatre à huit heures) sont limités aux géométries légères et aux matériaux de moulage à liant phosphate haute résistance. Un produit de moulage à liaison phosphate permettra un brûlage plus rapide avec toutes les résines de moulage Formlabs.
Conseils :
- La ventilation est capitale mais elle peut réduire la température au sein du four. Surveillez la température du four et du moufle et ajustez votre processus pour développer une courbe de brûlage adaptée à votre propre équipement.
- Si vous utilisez une ventilation active, augmentez l’aspiration autant que possible pour améliorer le flux d’air dans tout le four.
- Si le four est plein, le brûlage de chaque moufle sera moins efficace. Associez un générateur d’oxygène ou une arrivée d’air basse pression au four pour augmenter le flux d’air.
COULÉE DU MÉTAL
Retirez le moule du four et coulez le métal. Des machines de coulée centrifuge ou sous-vide comme la Neutec J2R (USA) et la Indutherm MC-series (EU) sont simples à faire fonctionner et à contrôler. Après moulage, trempez prudemment le moule dans l’eau et débarrassez-le du produit de moulage.
COMPATIBILITÉ AVEC LES MÉTAUX PRÉCIEUX
Formlabs a testé des pièces coulées en or, en argent et en bronze à partir de modèles en True Cast Resin, Castable Wax 40 Resin et Castable Wax Resin. La compatibilité avec les métaux moulés est avant tout une propriété du produit de moulage. Différents métaux nécessitent des degrés de thermorésistance divers de la part du produit de moulage.
Les résines de moulage direct Formlabs nécessitent des températures d’au moins 732 °C pour compléter le cycle de brûlage. En cas de doute sur la compatibilité de la résine avec un matériau de moulage spécifique, consultez le fabricant.
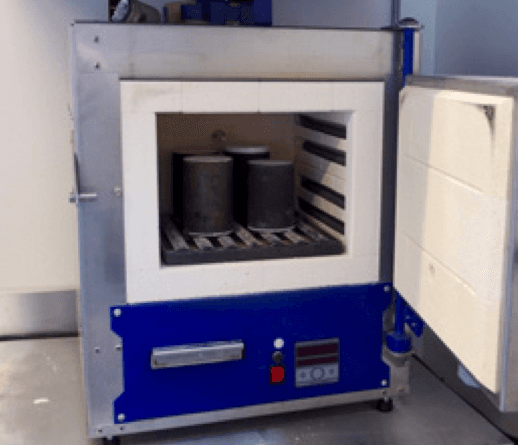
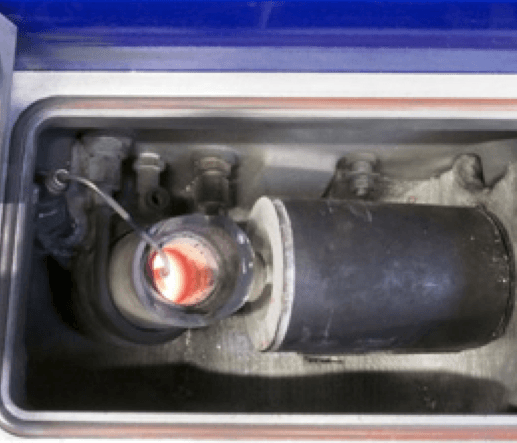

Placez les moufles dans un four de brûlage bien ventilé.
La coulée sous vide ou par centrifugation remplit mieux les détails fins.
Trempage et décochage du moufle par immersion dans l’eau.
6. Courbe de brûlage
Formlabs propose True Cast Resin, Castable Wax 40 Resin et Castable Wax Resin pour la coulée de bijoux par moulage à la cire perdue. Castable Wax 40 Resin est conçue pour offrir une flexibilité accrue de sa courbe de brûlage et ce matériau est plus indulgent avec ceux qui débutent dans le moulage en résine. Castable Wax Resin exige un respect plus strict des directives de brûlage et des contraintes géométriques pour obtenir un résultat de moulage de haute qualité.
Les courbes recommandées pour chaque matériau sont indiquées ci-dessous pour une utilisation avec Certus Prestige Optima ou un matériau de moulage équivalent.
True Cast Resin
Consultez ici un récapitulatif complet des durées et des températures en fonction du matériau de moulage et du métal dans notre guide d’utilisation de True Cast Resin.
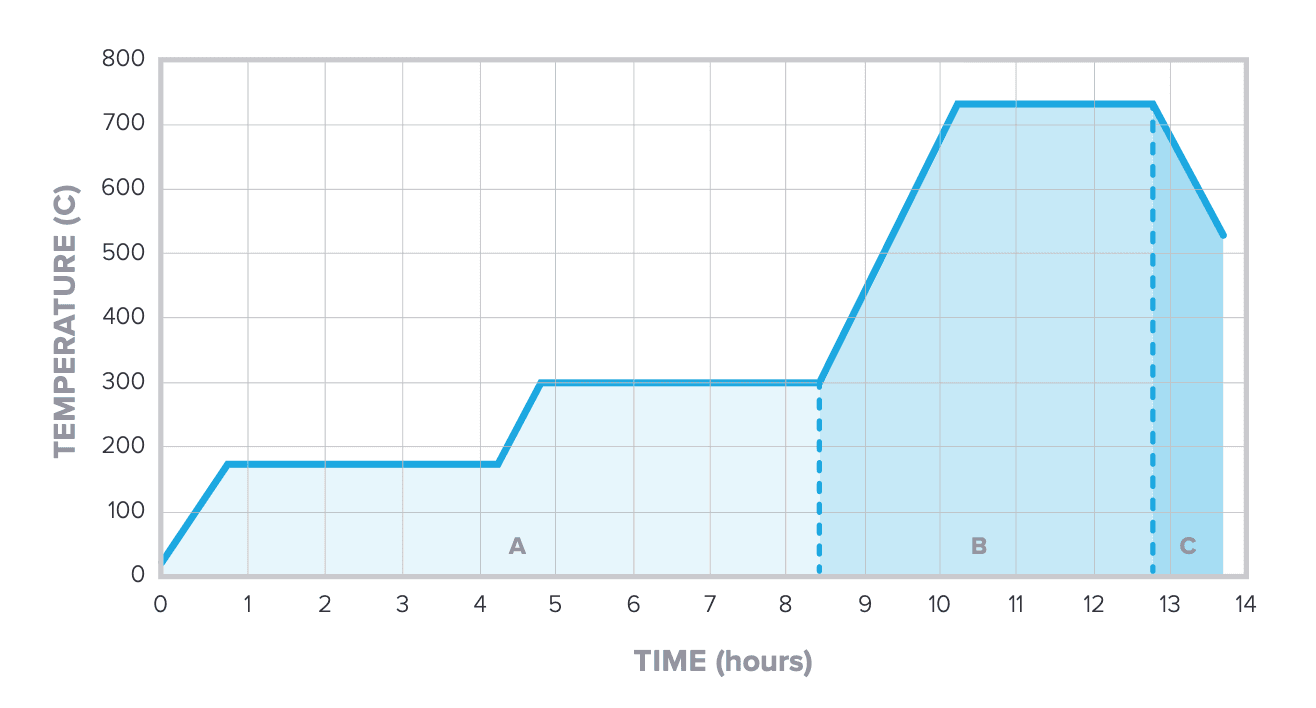
Castable Wax 40 Resin
|
Phase |
Délai |
Cycle en °C |
Cycle en °F |
|
|
Séchage du moufle chauffé |
180 minutes |
55 °C |
131 °F |
|
|
A |
Descente |
48 min |
2 °C/min. |
3,6 °F/min. |
|
Palier |
180 minutes |
150 °C |
302 °F |
|
|
Montée |
75 min |
2,0 °C/min. |
3,6 °F/min. |
|
|
Palier |
108 minutes |
300 °C |
572 °F |
|
|
B |
Montée |
108 minutes |
4,0 °C/min. |
7,2 °F/min |
|
Palier |
180 minutes |
732 °C |
1,350 °F |
|
|
C |
Baisse |
44 min |
-5 °C/min. |
-9 °F/min. |
|
Période de coulée |
Jusqu'à 2 heures |
Température de coulée souhaitée |
Température de coulée souhaitée |
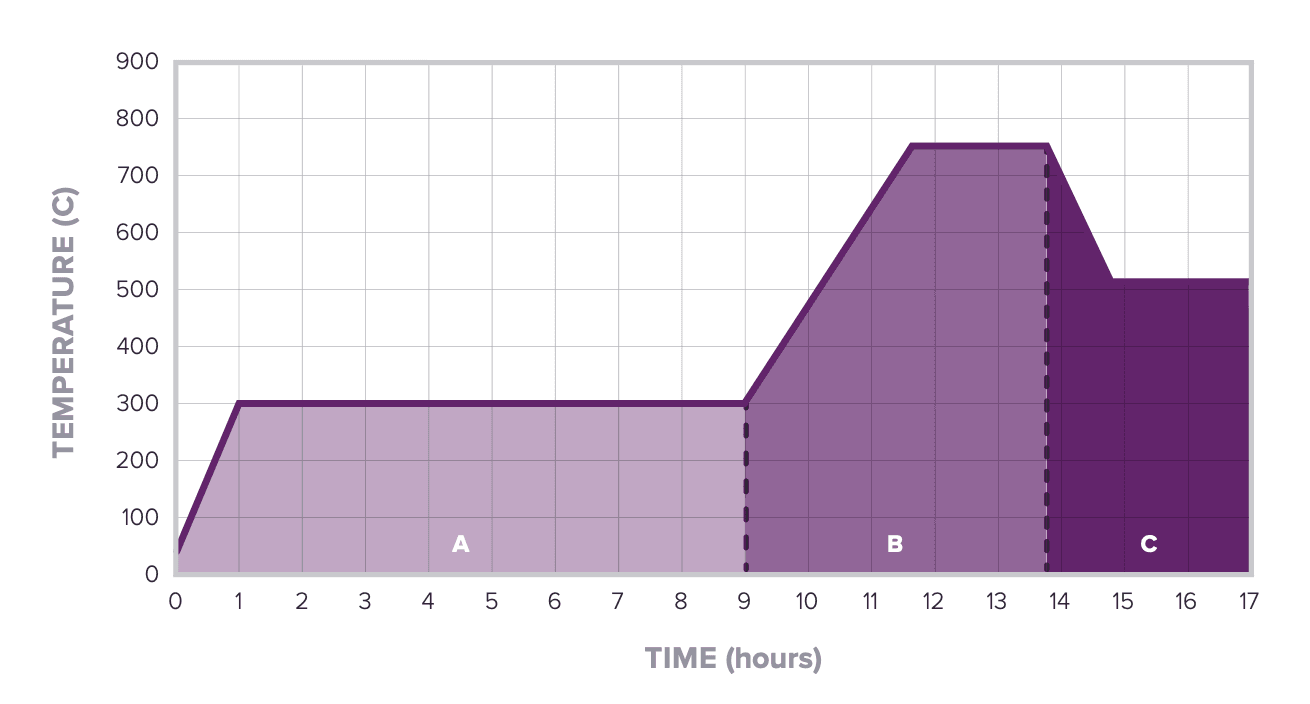
Castable Wax Resin
|
Phase |
Délai |
Cycle en °C |
Cycle en °F |
|
|
A |
Insérer les moufles |
0 min |
21 °C |
70 °F |
|
Montée |
60 min |
4,7 °C/min |
8,4 °F/min |
|
|
Palier |
480 min |
300 °C |
572 °F |
|
|
B |
Montée |
100 min |
4,5 °C/min |
8,1 °F/min |
|
Palier |
180 minutes |
750 °C |
1,382 °F |
|
|
C |
Baisse |
60 min |
-4,0 °C/min |
-7,1 °F/min |
|
Période de coulée |
Jusqu'à 2 heures |
Température de coulée souhaitée |
Température de coulée souhaitée |
Résolution des problèmes de moulage
|
Problème |
Cause |
Solution |
|
Trous ou gravures comblés et surfaces voisines piquées |
Fracturation localisée du matériau réfractaire due aux contraintes liées à la dilatation thermique de la résine. |
Ralentir la montée en température lors du brûlage. |
|
Ajouter un chanfrein aux éléments saillants du modèle dans le logiciel CAO. |
||
|
Réduire la profondeur des éléments gravés dans le logiciel CAO. |
||
|
Passer à Castable Wax 40 Resin (si le problème se pose avec Castable Wax Resin). |
||
|
Ajouter de l’acide borique pour renforcer le matériau réfractaire. |
||
|
Bavures du métal |
Matériau réfractaire trop faible qui se fissure à cause de la dilatation thermique d’une grande quantité de résine. |
Ralentir la montée en température lors du brûlage. |
|
Augmenter l’espacement des modèles en résine. |
||
|
Diminuer la proportion d’eau ajoutée au produit de moulage. |
||
|
Augmenter le temps de repos et de dégazage après avoir versé le produit de moulage. |
||
|
Envisager de changer de produit de moulage. |
||
|
Surfaces rugueuses (sans fracturation visible du matériau réfractaire) |
Bouillonnement de la résine dû à une température excessive avant l’élimination de la cire liquéfiée. |
Ralentir la montée en température lors du brûlage, augmenter la durée du palier à basse température. |
|
Oxygène insuffisant pour la combustion. |
Augmenter l’apport d’air dans le four de brûlage. |
|
|
Ajouter une carotte de coulée reliant la zone problématique à la carotte principale. |
||
|
Créer un léger vide d’air dans le moufle avant la coulée. |
||
|
Section transversale de la résine trop épaisse, pièce comprimée contre la paroi du moule lors de la combustion. |
Castable Wax 40 Resin :
Castable Wax Resin :
|
|
|
Petites bulles lors du moulage |
Le produit de moulage est trop visqueux. |
Augmenter la proportion d’eau ajoutée au produit de moulage. |
|
Le temps de repos du produit de moulage est trop court pour que le moufle soit complètement dégazé. |
Utilisez de l’eau froide lors du mélange du produit de moulage. |
Apprenez-en plus sur la fabrication de joaillerie numérique
Le processus d’impression fluide, la haute précision et la finition de surface lisse offerts par les imprimantes 3D Formlabs vous permettent de passer directement de la conception à la production. Que vous imprimiez en 3D des modèles d’essai pour les clients, des pièces de joaillerie personnalisées prêtes à mouler ou des masters de moule réutilisables pour une production de bijoux en série, Formlabs a le matériau qu’il vous faut. Découvrez les imprimantes 3D SLA Formlabs pour en savoir plus, ou contactez notre équipe commerciale afin de trouver la solution adaptée à votre application.

Ressources pour les bijoutiers et les fondeurs
Découvrez comment intégrer l’impression 3D à votre processus de travail. Téléchargez gratuitement des livres blancs, regardez des webinaires et lisez nos guides sur les processus de travail d’impression 3D pour la joaillerie.
Nous remercions tout particulièrement Lars Sögaard Nielsen et KEA (Copenhagen School of Design and Technology) d’avoir permis à Formlabs de documenter leur procédé de fonderie.