
Choosing the right powder
Choosing the right powder
Formlabs offers eight powders for customers to choose from, servicing a wide range of applications. Certain powders may be better suited for your specific applications than others. Read this article for expectations and guidelines for choosing the right powder based on a variety of factors.
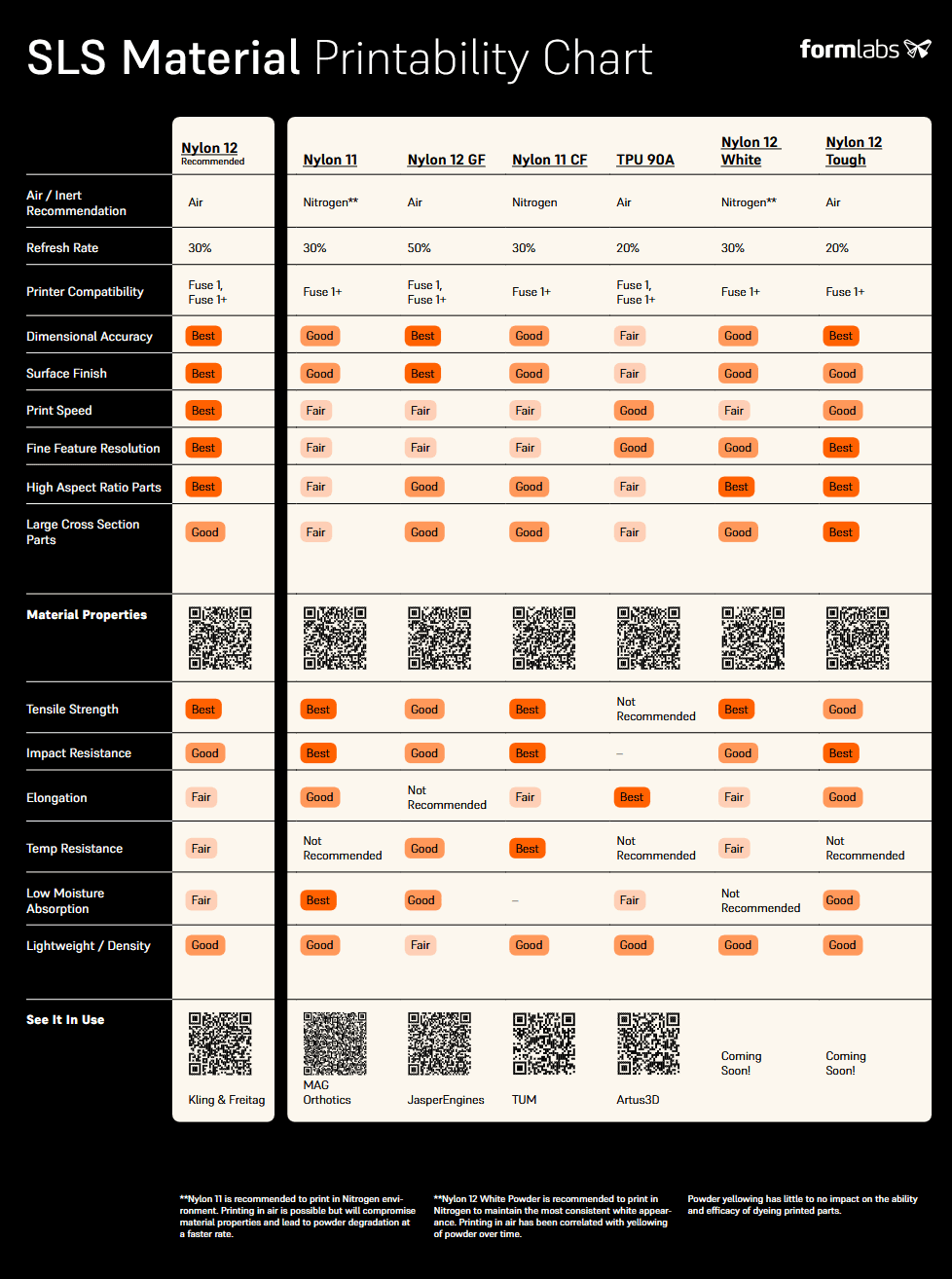
For a full-size PDF version of this chart, click here. For additional details on how dimensional accuracy, surface finish, and other metrics are assessed, read the sections on powder performance and part geometry considerations below.
Nylon 12 Powder requires little to no additional tuning beyond Formlabs standard recommendations. By following the Formlabs design guide and setup steps for Nylon 12 Powder, you can expect to print with success from the first build. Nylon 12 Powder is Formlabs top recommendation for a variety of applications, including quick-turnaround prototyping and high-mix and low-mix production, with excellent part yield.
The remaining SLS powders may require additional tuning beyond Formlabs standard recommendations, depending on the part or build. These additional steps may include:
- Varying part orientation and packing density in the build chamber to optimize part yield and print success
- Completing additional maintenance or calibration based on part yield and print success
- If experienced, using the Print Settings Editor to further dial in the best settings for your application
These materials are best suited for low-mix production, general prototyping, and other environments where you have the opportunity to determine the best settings for your work.
Printer/powder compatibility
Each powder has a unique formulation that allows it to be printed on the Fuse 1 generation, but there are constraints that customers should consider that may play a role in deciding if a powder matches their needs. These constraints are hardware-driven, and make an impact on the cost, time, and quality of the parts.
Fuse 1 vs. Fuse 1+ 30W
See the table below for information on which powders are compatible with which Fuse 1 generation printer.
| Fuse 1 compatible | Fuse 1+ 30W compatible |
|---|---|
| Nylon 12 Powder | Nylon 12 Powder |
| Nylon 12 GF Powder | Nylon 12 GF Powder |
| Nylon 11 Powder* | Nylon 12 Tough Powder |
| TPU 90A Powder | Nylon 12 White Powder |
| Nylon 11 Powder | |
| Nylon 11 CF Powder | |
| TPU 90A Powder |
*Formlabs strongly recommends printing Nylon 11 Powder on a Fuse 1+ 30W printer using nitrogen.
Air vs. inert atmosphere
Certain powders can be sensitive to oxidation in the build chamber. On Fuse 1+ 30W printers, using nitrogen is an effective way to combat this and maintain Formlabs-documented material properties. See the table below for a list of which powders should be printed using nitrogen.
| Air recommended | Nitrogen recommended |
|---|---|
| Nylon 12 Powder | Nylon 11 Powder* |
| Nylon 12 GF Powder | Nylon 11 CF Powder |
| Nylon 12 Tough Powder | Nylon 12 White Powder** |
| TPU 90A Powder |
*Nylon 11 Powder can be printed in air but will require a higher refresh rate due to material property and powder degradation. Printing Nylon 11 Powder in air is not recommended for newer users of the material.
**Print Nylon 12 White Powder in nitrogen to maintain the most consistent white appearance of the parts across multiple builds. Nylon 12 White Powder can be printed in air with the same refresh rate, but over multiple builds the powder will begin to yellow due to oxidation in the build chamber. If the end goal is to dye parts, the yellowing of the powder and parts will not impact the part’s dyeing capability.
Powder performance
Refresh rate
Refresh rate defines how much powder can be reused from a previous build. A lower refresh rate, which uses less fresh powder, is considered more cost effective. Experiment with refresh rates while working with your specific workflow. Formlabs recommends and validates settings to specific refresh rates, and cannot guarantee success outside the tested boundaries except for in a few key exceptions on specific materials.
The refresh rate advertised by Formlabs is decided by Formlabs as the best balance of cost, performance, and appearance. If your specific application requires more or less functional or aesthetic performance, a different refresh rate can be considered, but is not guaranteed to reflet Formlabs advertised performance specifications.
| Material | Recommended refresh rate |
|---|---|
| Nylon 12 Powder | 30% |
| Nylon 12 GF Powder* | 50% |
| Nylon 12 Tough Powder | 20% |
| Nylon 12 White Powder | 30% |
| Nylon 11 Powder** | 30% |
| Nylon 11 CF Powder | 30% |
| TPU 90A Powder | 20% |
*Nylon 12 GF Powder uses a standard refresh rate of 50%, but under specific guidance from Formlabs, a refresh rate of 70% may be used to troubleshoot part defects.
**If printing Nylon 11 Powder in air, Formlabs recommends using a refresh rate of 50%. Certain applications of Nylon 11 Powder in air may require even higher refresh rates to obtain desired results. Consult with Formlabs before adjusting refresh rates in Nylon 11 Powder past the standard recommendations.
Print speed
Print speed is an assessment of the speed at which a part can be sintered. Formlabs evaluates this metric based on the time required to complete a build that spans the entirety of the build chamber.
Dimensional accuracy
Dimensional accuracy is an assessment of the tolerance parts are able to reliably achieve without needing to adjust model orientation or geometry. The “Best,” “Good,” and “Fair” designations below are representative of dimensions printed in the XY plane. Dimensional accuracy along the Z-axis may also depend on part geometry and placement within the build chamber, but can be optimized in consultation with Formlabs Support.
For more information about dimensional accuracy, see our white paper on Measuring SLS Dimensional Accuracy and Print Repeatability.
- Best: Prints are likely to come out true to size (within 0.5%), with high consistency across different areas of the build volume. Few or no adjustments to the model geometry or orientation should be necessary.
- Good: Parts are prone to occasional dimensional inaccuracy of >0.5%. The error may be greater in different areas of the build volume or may result from bulk distortion or warping of the material during cooling. Some adjustments to the model geometry or orientation may be necessary.
- Fair: Parts are prone to dimensional inaccuracy of >0.5%. These results may vary more from build to build or across locations in the build volume compared to other powders. Adjustments to the model geometry or orientation are likely necessary for optimal results.
Surface finish
Surface finish is an assessment based on the correctability of surface defects by reprinting or reorienting the parts, as well as the overall perceived smoothness of the parts when printed without any defects.
- Best: Parts are smooth and repeatable from print to print across the bed. Some minor print artifacts may occur but are largely correctable by reprinting or repositioning the model.
- Good: Parts are not smooth but are repeatable from print to print. Some variability may occur across the print volume. Minor artifacts may occur but are largely correctable by reprinting, repositioning the model, and routine printer maintenance.
- Fair: Parts are not smooth or repeatable from print to print. Outcomes may vary based on material age, lot, or part geometry. Defects will be correctable through tuning but may happen more frequently than with other powders.
Part geometry considerations
Fine feature resolution
The assessment of fine feature resolution compares each powder’s ability to print sharp and crisp fine features. Powders with fair fine feature resolution are not recommended if the fine feature is critical to part performance.
- Best: Fine features are resolved. For best performance, fine features may need to be resized to meet the minimum feature sizes for your powder.
- Good: Some fine features, particularly those smaller than the minimum feature sizes, will not resolve.
- Fair: Fine features do not resolve clearly. This material is not an ideal choice if your application requires fine details.
High aspect ratio parts
High aspect ratio parts are defined as parts where the height of the part exceeds the base of the part by at least a 2:1 ratio.
- Best: Parts printed with high aspect ratios will print true to geometry. Some long and thin parts spanning the height of the build volume may show warping in specific scenarios.
- Good: Parts printed with high aspect ratios will print but are prone to some warping. Adjusting part locations and positioning may be required. Not all high aspect ratio parts will be suitable for this material.
- Fair: High aspect ratio parts may not be suitable for this material.
Large cross section parts
Large cross section parts are defined as bulky parts where there is a significant amount of material sintered together in a single layer. Certain powders hold their shape better and have fewer surface defects with this type of geometry.
- Best: Large parts will print dimensionally accurate and without surface defects.
- Good: Large parts may not be dimensionally accurate but are still printable and should not have surface defects.
- Fair: Large parts may have dimensional inaccuracies as well as surface defects. Consider your dimensional requirements before using this material for large part applications.
Material properties
Which powder is right for your application also depends on your required material properties. The table at the top of this article lists several commonly-referenced material properties. Review each technical data sheet (TDS) to understand the capabilities of each powder.
Example use cases
For examples of how each Formlabs SLS powder can be used for different applications, check out these customer stories:
| Material | Use case |
|---|---|
| Nylon 12 Powder | Kling & Freitag |
| Nylon 12 GF Powder | Jasper Engines |
| Nylon 12 White Powder | Coming soon |
| Nylon 12 Tough Powder | Coming soon |
| Nylon 11 Powder | MAG Orthotics |
| Nylon 11 CF Powder | TUM |
| TPU 90A Powder | Artus3D |