
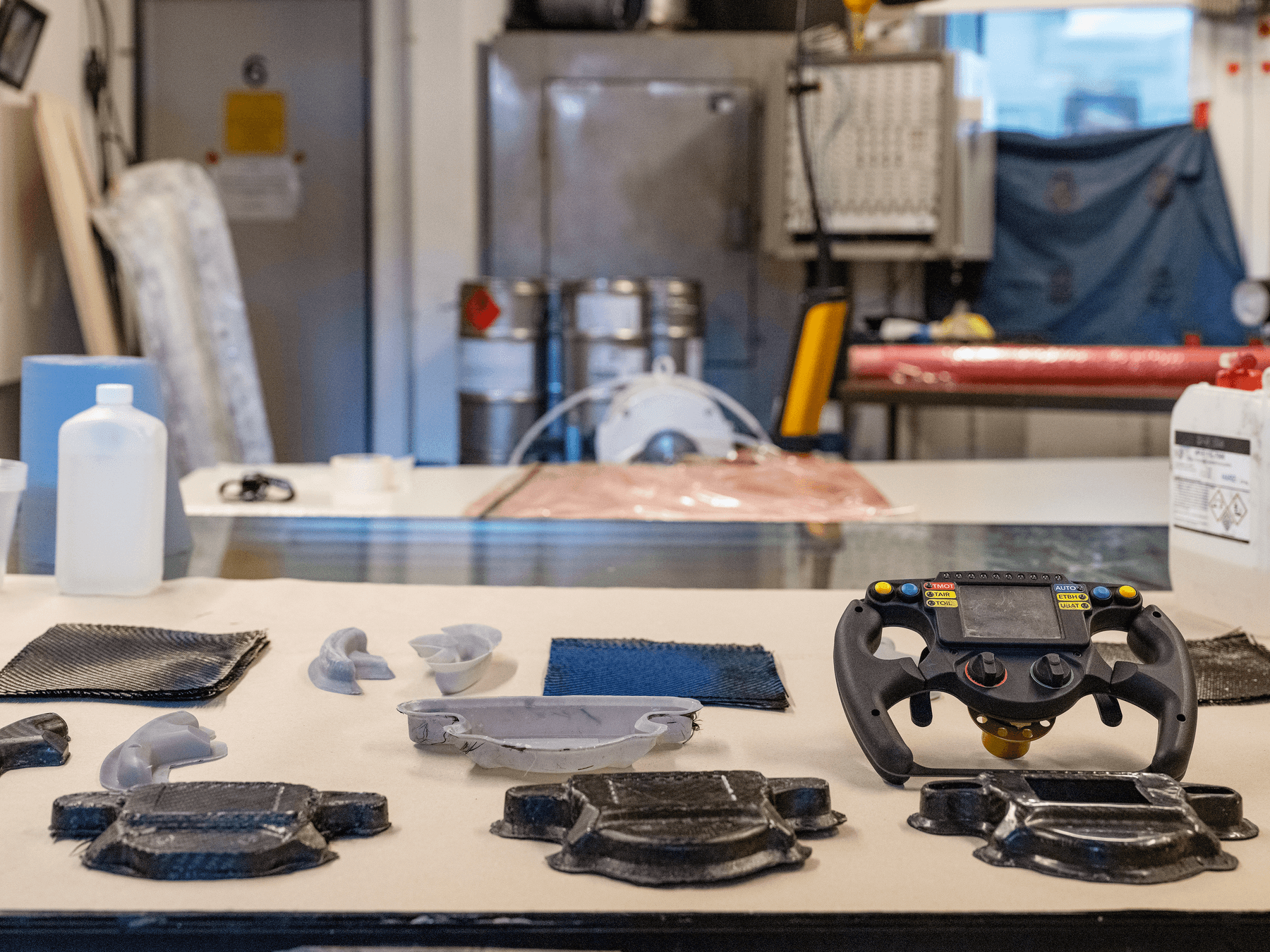
Produzione di parti composite
Produzione di parti composite
I materiali compositi sono materiali altamente versatili ed efficienti, che combinano due o più materiali per migliorare qualità e caratteristiche come resistenza, efficienza o durata. I compositi sono costituiti da fibre o particelle di rinforzo tenute insieme da una matrice costituita da polimeri, metallo o ceramica. La resina può essere utilizzata anche per tenere insieme queste fibre e creare un composito rigido. I polimeri di fibra rinforzata (FRP) dominano il mercato e hanno dato una spinta importante all’introduzione di nuove applicazioni in svariate industrie.
La produzione con materiali fibrorinforzati (FRP) è un processo impegnativo sia per la realizzazione di una singola parte, sia per la produzione in serie. I tempi di ciclo variano da un’ora a 150 ore a seconda delle dimensioni e della complessità della parte da realizzare. Nella fabbricazione dei materiali compositi in fibra di vetro, le fibre continue e dritte vengono unite nella matrice per formare singoli strati, che vengono laminati strato per strato sulla parte finale.
Il processo di incorporazione delle fibre influisce notevolmente sulle prestazioni della parte. La formatura delle resine termoindurenti e del relativo rinforzo viene effettuata all’interno di uno strumento o di uno stampo. Quindi i materiali vengono polimerizzati in modo da formare un prodotto robusto. Esistono svariate tecniche di laminazione, che si possono raggruppare in tre tipi principali:
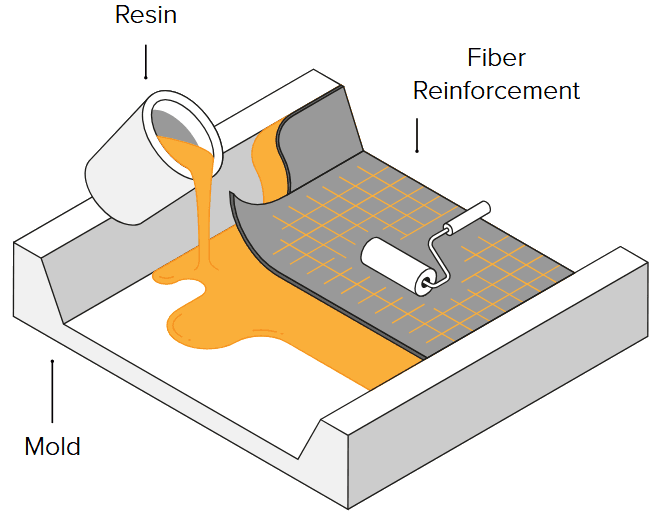
Wet lay-up
La fibra viene tagliata e stesa all’interno dello stampo, quindi si applica la resina con un pennello, un rullo o una pistola a spruzzo.
Pre-preg
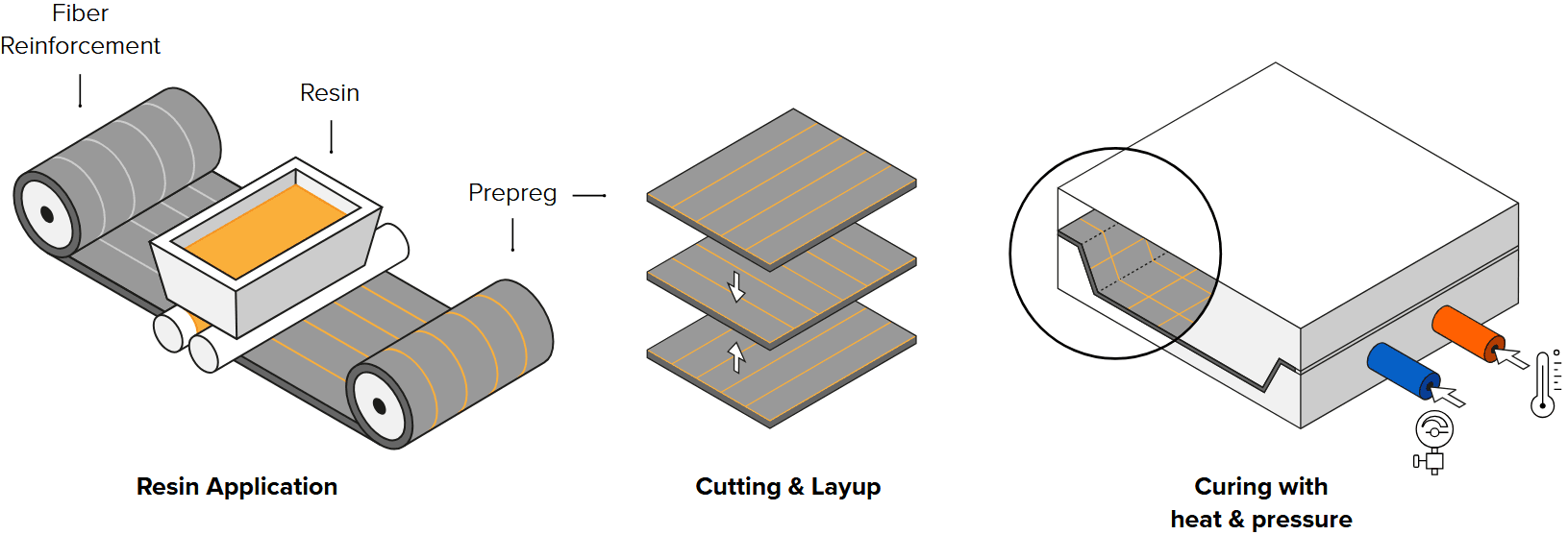
La resina viene infusa nella fibra in anticipo e poi conservata a freddo per inibire la polimerizzazione. Successivamente, gli strati di prepreg vengono inseriti nello stampo e polimerizzati con calore e pressione in un'autoclave. Questo processo controlla con precisione la quantità di resina, ma è la tecnica più costosa per creare parti composite.
Stampaggio a trasferimento resina (RTM)
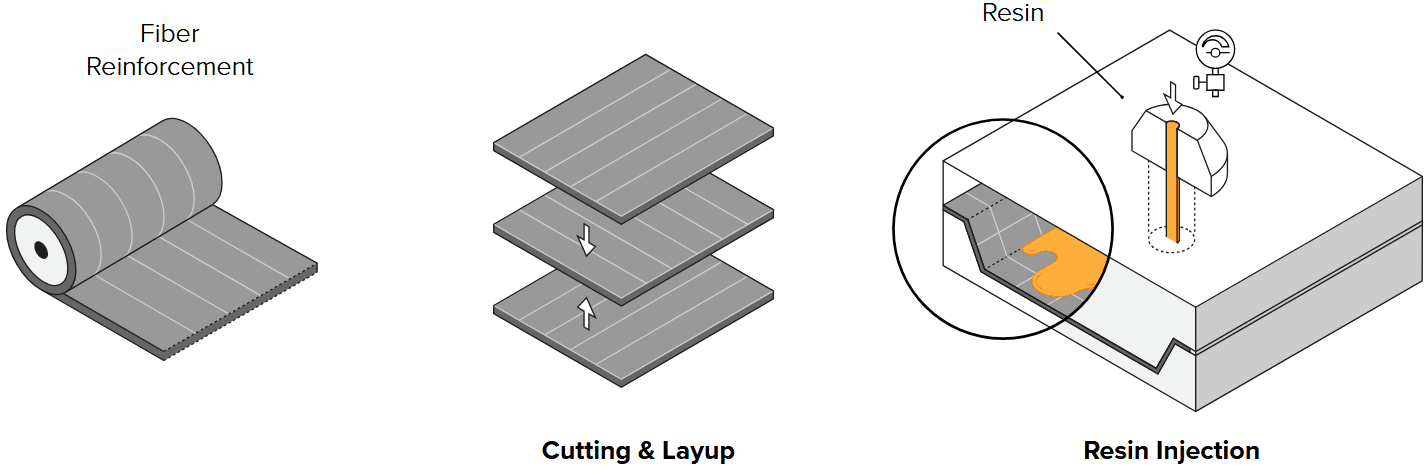
La fibra asciutta viene inserita in uno stampo a due parti. Lo stampo viene chiuso e all’interno viene iniettata resina ad alta pressione. È un processo solitamente automatizzato e impiegato per la produzione su larga scala.
La maggior parte degli stampi per la produzione di materiali compositi in fibra di vetro viene prodotta in cera, schiuma, legno, plastica o metallo tramite lavorazione CNC o artigianale. Sia i workflow manuali che quelli CNC richiedono personale specializzato e offrono poca flessibilità per quanto riguarda le iterazioni di progettazione e le regolazioni degli stampi. La stampa 3D offre una soluzione per la produzione rapida di stampi e modelli a costi ridotti. Sostituire gli strumenti in metallo con parti in plastica stampate internamente riduce i tempi di produzione e aumenta la flessibilità di progettazione.
Materiali consigliati da Formlabs
La stampa 3D crea parti con una finitura superficiale molto liscia, essenziale per uno stampo a stratificazione. in quanto permette di riprodurre geometrie complesse con la massima precisione. Il portfolio di resine e polveri di Formlabs comprende materiali ingegneristici con proprietà meccaniche e termiche che si adattano perfettamente alla produzione di stampi e modelli.
| Materiale | Processo | Dettagli |
|---|---|---|
| High Temp Resin | Prepreg | Temperatura di deflessione a caldo (HDT) di 238 °C a 0,45 MPa. In grado di resistere al calore e alla pressione di un'autoclave. Presenta una buona rigidità per mantenere la forma durante l'operazione e un ottimo livello di dettagli. |
| Tough 1500 Resin | Infilatura a umido | Modulo di trazione di 1,5 GPa e allungamento a rottura del 51%. Forte e resistente durante la laminazione, ma sufficientemente flessibile da separare la parte dallo stampo dopo la polimerizzazione. |
| Tough 2000 Resin | Laminazione a umido | Più robusta della Tough 1500 Resin, è una buona opzione per pezzi di grandi dimensioni. |
| Rigid 10K Resin | Laminazione a umido Prepreg | Temperatura di deflessione a caldo (HDT) di 218 °C a 0,45 MPa e un modulo di elasticità a trazione di 10 000 MPa. Materiale per lo stampaggio resistente, estremamente rigido e stabile dal punto di vista termico, che mantiene la sua forma sotto pressione e ad alte temperature. |
| Nylon 12 Powder (SLS) | Laminazione a umido | Resistente agli urti, dettagli precisi e ottima accuratezza dimensionale. Elevata rigidità e resistenza. |
Considerazioni di progettazione
Quando progetti una parte stampata per la produzione di parti composite, segui le buone pratiche di Formlabs per la produzione additiva e le regole generali per la progettazione degli stampi.
Linee guida generali:
- Progetta le parti con angoli di sformo di 2-3°
- Arrotonda i bordi
- Imposta un raggio minimo appropriato per lo spessore del materiale per aiutare le fibre ad allinearsi sugli angoli evitando l'inclusione di aria e per creare parti di qualità ripetibile
- Includi perni di posizionamento e rientranze per gli stampi che richiedono un allineamento preciso
- Includi la fuoriuscita della superficie
- Aggiungi linee di rifilatura
Considerazioni sulla stampa
Segui le buone pratiche di Formlabs per l'orientamento dei modelli ed evita di stampare i supporti sulle superfici di stampaggio. Se la geometria dello stampo lo consente, stampalo in piano con il bordo inferiore direttamente sulla piattaforma di stampa in modo da ridurre la deformazione. Stampare senza supporti ti permetterà inoltre di risparmiare tempo, manodopera e resina. Scegli come base una superficie che permetta di ridurre al minimo le sporgenze.
- Stampa con il minor spessore dello strato possibile in modo da ottimizzare la risoluzione e la fase di distacco.
- Evita i supporti sulla superficie di stampaggio per ottenere una migliore finitura superficiale.
Considerazioni sulla post-elaborazione
Segui le buone pratiche di Formlabs per il lavaggio e la polimerizzazione post-stampa delle parti. Per le istruzioni specifiche sul lavaggio e la polimerizzazione, consulta i singoli articoli sui materiali.
General guidelines:
- Sand and polish mold surfaces to reduce friction and improve part release.
- Utilizza un agente distaccante compatibile con la matrice composita per facilitare il processo di rimozione dallo stampo.
Linee guida per la laminazione a umido:
- Segui attentamente le istruzioni del produttore della resina e leggi la scheda di sicurezza prima dell'uso.
- Per evitare intrusioni d’aria, dopo aver mescolato, attendi due minuti per consentire all’aria intrappolata nella resina di fuoriuscire. Ripeti l’operazione dopo aver applicato la prima mano di resina. Se dovessero rimanere piccole bolle d’aria, potrai riempirle e lucidarle in fase di post-elaborazione.
- Lascia polimerizzare per 48 ore in una membrana per formatura sottovuoto.
- Carteggia tutti i bordi per rifinire.
Per ulteriori informazioni sul processo di laminazione a umido, consulta il whitepaper Produzione di parti in fibra di carbonio con stampi stampati in 3D.
Linee guida per i prepreg:
- copri lo stampo con nastro Kapton per rinnovare la superficie a ogni iterazione di stampaggio.
- Segui attentamente le istruzioni del produttore dell'autoclave e leggi la scheda di sicurezza prima dell'uso.
- Posiziona gli stampi in un sacchetto sottovuoto prima della polimerizzazione in autoclave.
- Gli stampi stampati in High Temp Resin tollerano una polimerizzazione lenta a 38 °C per 10 ore o, in alternativa, una polimerizzazione rapida a 126 °C per 1 ora senza subire danni.
- Rifinisci i bordi.
Per ulteriori informazioni sul processo di prepreg, consulta il whitepaper Produzione di parti in fibra di carbonio con stampi stampati in 3D.
Raccomandazioni e limitazioni per l'uso finale
La produzione con polimeri di fibra rinforzata è un processo entusiasmante, ma complesso e impegnativo. L’uso di stampi e modelli realizzati in 3D permette di ridurre la complessità del workflow, migliorare la flessibilità e la libertà di progettazione, nonché ridurre i costi e i tempi di realizzazione. È particolarmente consigliata per:
- Produzione su piccola scala di parti con geometrie complesse e alta precisione.
- Produzione di stampi a basso costo per la produzione di parti composite più veloce rispetto ai metodi CNC tradizionali.
- Iterazione rapida del design e personalizzazione delle parti.
Alcune limitazioni includono:
- Non tutte le parti stampate con la tecnologia SLA sono compatibili con l'uso in autoclave. Consulta le proprietà dei materiali di ciascuna resina prima dell'uso.
- L'esposizione ripetuta al solvente può degradare le parti stampate in SLA.
- Gli stampi durano in genere 10-15 utilizzi prima che compaiano segni di usura; non sono consigliati per la produzione ad alto volume.
Risorse addizionali
- Produzione di parti in fibra di carbonio con stampi stampati in 3D documento tecnico