
Formatura della lamiera
Formatura della lamiera
Al giorno d'oggi, la formatura della lamiera rappresenta la procedura di formatura più conveniente per la produzione di parti in grandi quantitativi. Può essere altamente automatizzata nelle fabbriche o azionata manualmente nelle officine metalmeccaniche per le parti di piccole serie. Si tratta di un procedimento versatile, affidabile e di alta qualità per creare parti metalliche accurate con uno spreco di materiale limitato.
La formatura della lamiera è un'operazione che richiede molte attrezzature e macchinari specifici per le parti, oltre a strumenti specializzati. Lo strumento, noto anche come matrice o stampo, è la parte della macchina di formatura che piega il foglio. In genere, i produttori realizzano i loro strumenti di formatura in metallo tramite lavorazione CNC interna o affidandosi a fornitori di servizi esterni.
Sebbene le parti di grandi dimensioni siano associate ad attrezzature pesanti, la maggior parte delle officine metalmeccaniche produce anche tutti i tipi di elementi di piccole dimensioni che richiedono forze di piegatura inferiori. Sostituire questi strumenti metallici con parti in plastica stampate in 3D internamente per la prototipazione e la produzione in piccoli volumi può ridurre i tempi di sviluppo e i costi di produzione. La stampa in-house consente agli ingegneri di prototipare rapidamente parti metalliche e iterare progetti di strumenti con geometrie complesse, riducendo al contempo la dipendenza da fornitori esterni.
La formatura dei metalli comporta l’applicazione di forze allo scopo di deformare in modo plastico il materiale fino a ottenere la forma desiderata. Questo permette di creare strutture complesse caratterizzate da una grande resistenza, mediante l'utilizzo di una quantità minima di materiali. La formatura include trattamenti come piegatura, rotazione, tensione e allungamento, che vengono somministrati grazie all'uso di stampi o punzoni.
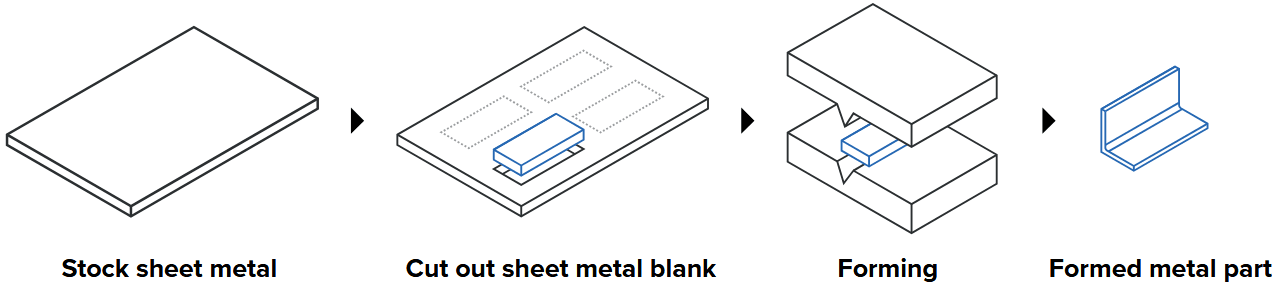
Il processo di formatura della lamiera è semplice:
- un foglio di metallo viene tagliato da un metallo grezzo per creare singoli pezzi grezzi.
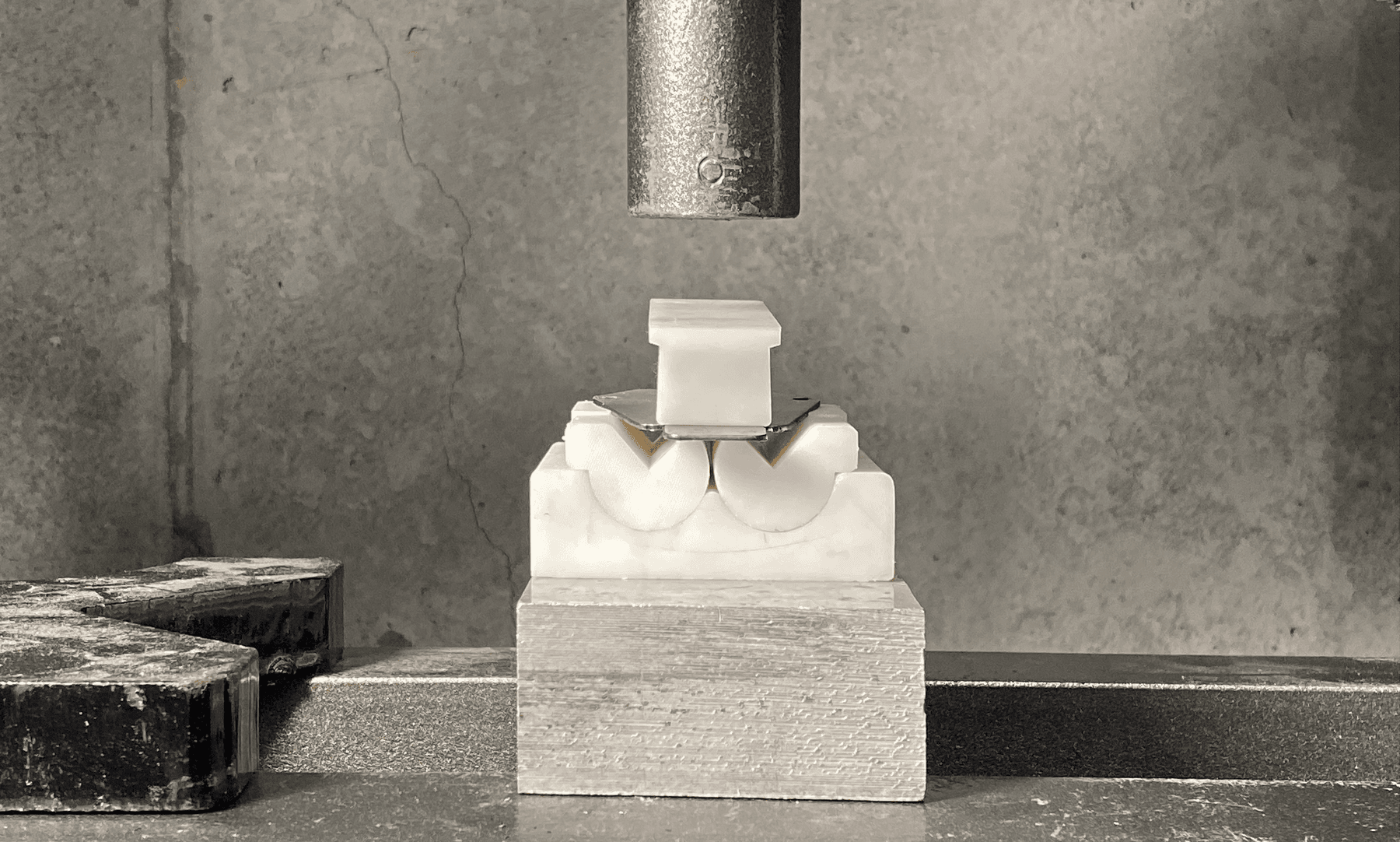
- La base viene posizionata all'interno della macchina per la formatura, tra due strumenti.
- Grazie alla forza somministrata dalla macchina, lo strumento superiore spinge la lamiera e la costringe ad aderire allo stampo inferiore corrispondente, piegandola fino a ottenere l'effetto desiderato.
Materiali consigliati da Formlabs
Formlabs offre un'ampia gamma di resine e polveri tecniche con diverse proprietà dei materiali che possono essere utilizzate per ottimizzare il processo per diverse applicazioni.
- La Rigid 10K Resin ha un'elevata resistenza alla trazione (88 MPa) e un modulo di trazione (11 GPa), che garantiscono una buona rigidità e aiutano gli strumenti a sopportare carichi elevati senza deformarsi.
- La Tough 2000 Resin e la Tough 1500 Resin sono scelte adatte quando sono coinvolte forze e carichi dinamici inferiori. Queste resine assorbono l'energia dell'impatto senza rompersi e dovrebbero resistere all'usura, alla martellatura e ai trattamenti di goffratura.
- La Nylon 12 Powder ha un'elevata resistenza alla trazione (50 MPa) ed è più adatta per assemblaggi complessi e parti resistenti.
- La Draft Resin è adatta per convalidare rapidamente la geometria del moncone. Formlabs non consiglia questa resina per la produzione di parti per la formatura della lamiera.
Considerazioni di progettazione
La geometria dello strumento è fondamentale per il successo dell'operazione di formatura. La prima cosa da fare quando si osserva il file CAD per la parte finale è decidere come piegarla e formarla. Formlabs consiglia di suddividere ogni caratteristica in una fase di formatura specifica della procedura.
Linee guida generali:
- piegare le flange vicino a un foro può provocare una distorsione. Assicurati che lo strumento superiore prema sull'intera superficie della parte superiore.
- Tieni in considerazione l'elasticità del metallo durante la piegatura delle pareti verticali. Piega i fogli oltre i 90° per creare pareti verticali.
- Utilizza le rampe per piegare le flange oltre i 90°.
- Lascia uno spazio tra i due monconi, altrimenti la parte potrebbe rompersi. Alcuni software CAD dispongono di una funzione chiamata adattività che integra automaticamente la tolleranza.
Per ulteriori informazioni sulle considerazioni di progettazione, consulta il documento tecnico Come eseguire l'attrezzaggio rapido per la formatura della lamiera con matrici stampate in 3D.
Considerazioni sulla stampa
Segui le buone pratiche di Formlabs per l'orientamento dei modelli ed evita di stampare i supporti sulle superfici di formatura. Se la geometria lo consente, stampa lo strumento in piano sul bordo direttamente sulla piattaforma di stampa, in modo da ridurre la deformazione.
Linee guida generali:
- assicurati che il supporto sia sufficiente per evitare deformazioni.
- Stampa con uno spessore dello strato di 50-100 μm.
Considerazioni sulla post-elaborazione
Segui le buone pratiche di Formlabs per il lavaggio e la polimerizzazione post-stampa delle stampe. Per le istruzioni specifiche sul lavaggio e la polimerizzazione, consulta gli articoli relativi ai singoli materiali.
Consigli per il successo della formatura della lamiera:
- convalida lo strumento con un materiale di spessore inferiore per ridurre le probabilità di rottura.
- Tagliare la lamiera prima della formatura. I processi di formatura tradizionali tagliano il materiale con lo stampo in metallo. Tuttavia, le parti stampate in 3D non sono abbastanza resistenti da perforare il metallo. Formlabs consiglia di utilizzare una cesoia da banco, una cesoia manuale, una punta da trapano, un getto d'acqua, un taglio al plasma o un taglio laser per tagliare la lamiera grezza.
- Utilizza la lubrificazione per prevenire l'usura degli strumenti e ridurre le forze necessarie per la pressatura.
- Gli strumenti in plastica non segnano il foglio durante il processo di formatura, quindi la lucidatura non è necessaria.
Raccomandazioni e limitazioni per l'uso finale
La stampa 3D di strumenti in lamiera in-house offre flessibilità a designer e ingegneri riducendo i tempi di consegna da settimane a un giorno. Per la produzione di grandi volumi, la prototipazione dello strumento in plastica permette di verificare il progetto prima di investire in uno strumento in metallo costoso. Per la produzione di piccole serie, la stampa degli stampi permette di risparmiare centinaia di euro rispetto all'esternalizzazione della parte. È particolarmente consigliata per:
- Prototipazione di parti in lamiera come staffe, protezioni e flange.
- Produzione in lotti ridotti di geometrie semplici o di media complessità.
- Prova e convalida prima di investire in dime in metallo.
Alcune limitazioni:
- Non adatta per pannelli di grandi dimensioni o parti a stampaggio profondo che richiedono forze di pressatura estremamente elevate.
- I monconi stampati possono rompersi se sottoposti a una pressione eccessiva. Formlabs consiglia di convalidare prima lo stampo con una lamiera di spessore inferiore.
- Le parti stampate hanno una resistenza al taglio limitata e non possono essere tagliate o punzonate.
Risorse addizionali