
Termoformatura
Termoformatura
La termoformatura è un processo di produzione in cui fogli di plastica vengono riscaldati e stratificati su uno stampo per creare un prodotto finale. È ampiamente utilizzata per produrre imballaggi monouso per alimenti e medicinali, beni di consumo ed elettrodomestici, ma anche per applicazioni pesanti come componenti automobilistici e parti interne di treni. La termoformatura può essere utilizzata per la produzione di parti singole o in serie con costi unitari da bassi a moderati.
Tradizionalmente, gli strumenti per la termoformatura, detti anche stampi o forme, sono fabbricati in metallo con macchine a controllo numerico per le grandi produzioni, oppure in legno o materiali compositi (schiuma o fibra di vetro) per lotti più piccoli. La produzione di quantità limitate di parti termoformate per prototipi o lotti di piccole dimensioni di solito non è un'opzione praticabile. La realizzazione di attrezzature rapide con parti stampate in 3D è un modo economico e veloce per produrre parti in quantità limitate.
Materiali consigliati da Formlabs
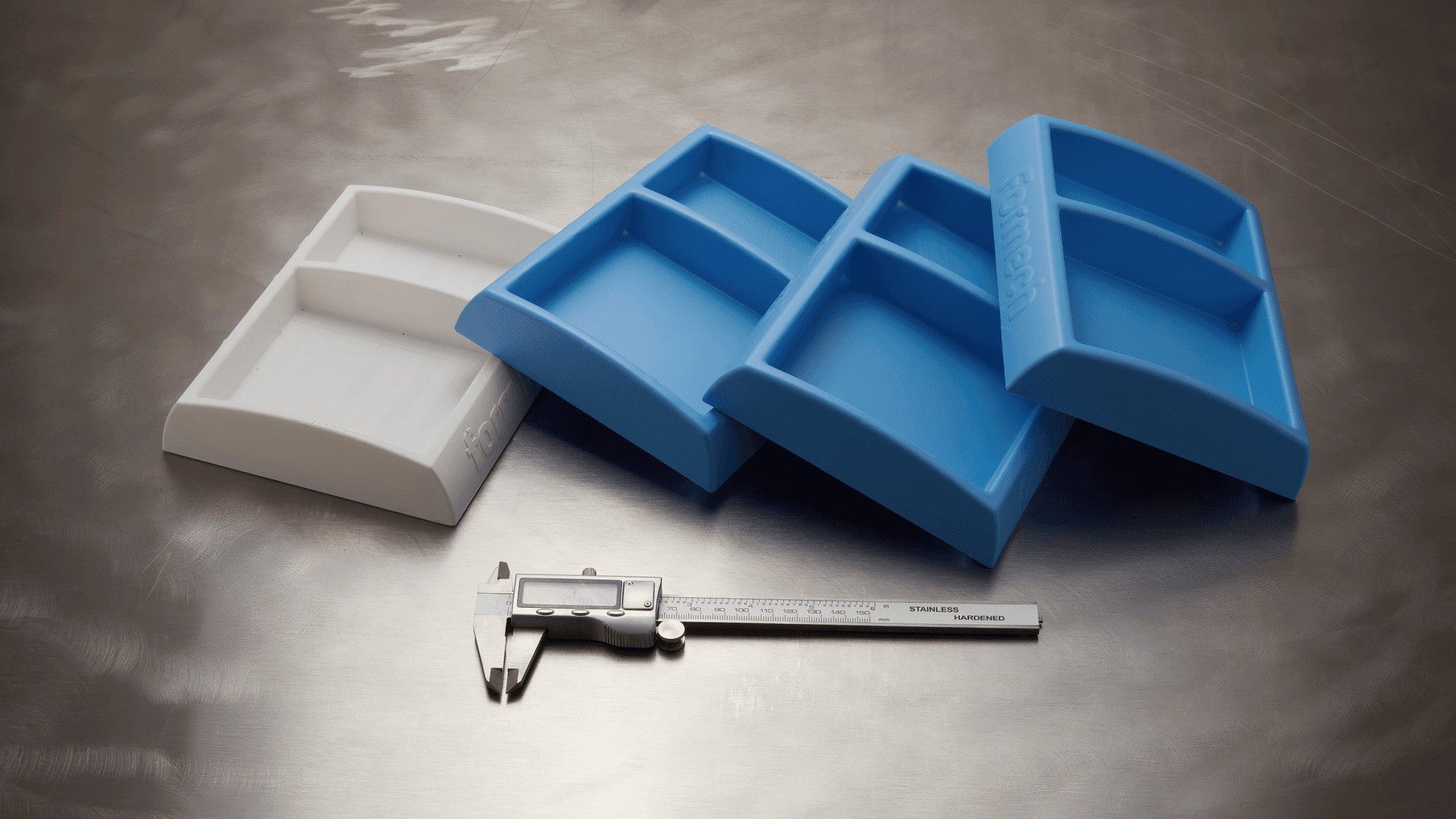
Formlabs consiglia in genere tre materiali per la termoformatura: la Draft Resin, la Grey Resin o la Rigid 10K Resin.
- La Draft Resin è ideale per la realizzazione di singoli strumenti o piccoli lotti per la prototipazione rapida. La bassa risoluzione non è ideale per i dettagli precisi, ma la velocità di stampa è ideale per parti di grandi dimensioni, progetti semplici, prototipi iniziali e iterazioni rapide.
- La Grey Resin è ideale per la stampa di singoli pezzi o piccoli lotti con finitura superficiale di alta qualità e dettagli precisi. La precisione, l'uniformità e la semplicità di rimozione dei supporti della Grey Resin la rendono preferibile per le parti di piccole dimensioni se la velocità non è un problema.
- La Rigid 10K Resin è la scelta migliore per gli strumenti esposti a condizioni di formatura più difficili. Questa resina è un materiale per uso industriale ad alta concentrazione di vetro ed è adatto a realizzare serie limitate di decine di parti con tempi di ciclo simili a quelli di produzione. La Rigid 10K Resin ha una temperatura di distorsione termica di 218 °C a 0,45 MPa e un modulo di elasticità di 10.000 MPa. Queste caratteristiche ne fanno un materiale per lo stampaggio robusto, estremamente rigido e stabile dal punto di vista termico, in grado di mantenere la propria forma quando sottoposto alla pressione e alla temperatura necessarie per realizzare parti accurate.
La tabella seguente mostra una sintesi dei nostri consigli. Un numero maggiore di punti indica prestazioni migliori in determinate condizioni:
| Criteri | Draft Resin | Gray Resin | Rigid 10K Resin |
|---|---|---|---|
| Tempi di stampa più brevi | * * * | * | * |
| Costi dei materiali più bassi | * * * | * * * | * |
| Facilita la rimozione dei supporti | * | * * * | * * |
| Finitura superficiale migliorata | * | * * * | * * |
| Aumento dello spessore del foglio | * | * | * * * |
| Aumento del tempo di formatura | * | * | * * * |
| Riduzione del tempo di raffreddamento | * | * | * * * |
| Aumento del numero di cicli | * | * | * * * |
Considerazioni di progettazione
Quando progetti una parte stampata per la formatura a caldo, segui le buone pratiche di Formlabs per la produzione additiva e per la formatura a caldo.
Per migliorare l'aspirazione e la finitura superficiale:
- Crea delle cavità nello stampo per far circolare l'aria e ridurre il volume di resina, risparmiando sui costi dei materiali e sui tempi di stampa.
- Formlabs consiglia uno spessore minimo delle pareti di 1-2 mm.
- Includi le prese d'aria con il diametro consigliato in base allo spessore del foglio. Incorpora piccoli fori di sfiato all'esterno dello stampo per ottenere un'estrazione più completa e una distribuzione uniforme del vuoto sulle superfici, in modo da migliorare la qualità delle parti.
- Per le parti stampate in Grey Resin: utilizza fori di sfiato di 0,5 mm di diametro.
- Per le parti stampate in Draft Resin o Rigid 10K Resin: utilizza sfiati con un diametro di 1 mm.
- Evita i bordi taglienti per ridurre le probabilità di formazione di materiale a ragnatela.
- Evitare la presenza di supporti sulle superfici di stampaggio.
Per prolungare la vita utile dello strumento:
- Aggiungi una rete di costole seguendo la topologia della parte per rinforzare il supporto meccanico ed evitare la deformazione.
- Aggiungere degli intagli sui rinforzi per far circolare l'aria.
- Aumenta gli angoli di bozza di almeno 2-3° per facilitare l'estrazione dallo stampo.
- Realizzare elementi di assemblaggio per fissare lo strumento alla struttura della termoformatrice.
- Integra i fori filettati nel modello.
- In caso di variazioni dimensionali, esegui la rifinitura con un trapano dopo la stampa.
- Prevedere un numero sufficiente di componenti di assemblaggio per evitare rotture durante l'estrazione della parte.
- Aggiungi delle strisce piatte alla base del modello per fissare lo strumento con del nastro biadesivo in schiuma. Fai attenzione, perché la schiuma potrebbe comprimersi sotto il calore durante il processo e limitare il flusso di aspirazione.
- Nel caso di stampi di grandi dimensioni e volumi elevati, inserire canali di raffreddamento per regolare la temperatura dello strumento.
- Se non si possono evitare sottosquadri o altre geometrie difficili da rimuovere dallo stampo, progettare lo strumento in più parti. Facilita l'espulsione delle parti con i collassabili e aggiungi magneti per tenere insieme le parti.
- Incorporare una linea di ritaglio nella progettazione CAD dello strumento per ritagliare il materiale in eccesso dopo lo stampaggio. Solleva la parte durante il processo di formatura sottovuoto per ridurre al minimo gli errori a livello di macchina.
Considerazioni sulla stampa
Segui le buone pratiche di Formlabs per l'orientamento dei modelli.
Evita di stampare i supporti sulle superfici di formatura. Se la geometria dello stampo lo consente, stampalo in piano con il bordo inferiore direttamente sulla piattaforma di stampa in modo da ridurre la deformazione. Stampare senza supporti ti permetterà inoltre di risparmiare tempo, manodopera e resina. Scegli come base una superficie che permetta di ridurre al minimo le sporgenze.
Considerazioni sulla post-elaborazione
Una volta stampati gli strumenti, lava accuratamente le prese d'aria e i canali di raffreddamento con alcool isopropilico seguendo le buone pratiche di Formlabs e asciuga la parte utilizzando una pistola ad aria compressa per rimuovere eventuali residui di resina che potrebbero indurirsi all'interno dei fori. Esegui la polimerizzazione post-stampa secondo le linee guida di Formlabs. Per le istruzioni specifiche sul lavaggio e la polimerizzazione post-stampa, consulta i singoli articoli sui materiali.
- Esegui la finitura dello strumento con la levigatura, la fresatura da scrivania o la foratura per soddisfare le dimensioni critiche.
- Pulisci le parti stampate con la Rigid 10K Resin con olio minerale per rimuovere eventuali residui di polvere dalla superficie.
- Considera la possibilità di filettare lo strumento stampato su una piastra che può essere installata sul termoformatore.
- Utilizza distaccanti come Slide o Sprayon per facilitare l'estrazione e i distaccanti in silicone.
- Usa buoni strumenti di taglio per rifinire la parte finale, come cesoie per i fogli sottili e dischi da taglio Dremel per i fogli di spessore superiore a 1,5 mm.
Raccomandazioni e limitazioni per l'uso finale
Gli stampi per la termoformatura stampati in 3D possono essere utilizzati sia su macchine da banco che su macchine industriali per produrre in modo efficiente ed economico decine di prototipi funzionali, parti per la produzione pilota e parti per uso finale. È particolarmente consigliata per:
- Esigenze di produzione a breve e medio termine
- Cicli di produzione da 20-50 pezzi
- Tempi di consegna da 3 a 7 volte più brevi rispetto agli strumenti tradizionali
Alcune limitazioni includono:
- Degrado degli stampi stampati in Draft Resin o Grey Resin nel tempo
- Per fogli molto sottili (0,5 mm) con un tempo di ciclo breve (80 s), la qualità della formatura sottovuoto diminuisce dopo circa 10 iterazioni e la parte è più difficile da rimuovere dallo stampo.
- Evita di formare plastiche altamente abrasive o di spessore elevato senza averle testate.
Risorse addizionali