Silikonkautschuk ist ein vielseitiges Material, das sich aufgrund von mechanischen Eigenschaften wie Hitzebeständigkeit und Biokompatibilität hervorragend für Anwendungen in der Medizin eignet. Von maßgefertigten Hörgeräten bis hin zu speziellen Griffen für medizinische Geräte, weichen anatomischen Modellen und Prothetik – Silikon ist ein wichtiges Material für die Gesundheitsbranche.
In diesem Leitfaden zeigen wir auf, wie mit dem Formlabs-Ecosystem echte Silikonteile für Anwendungen im Gesundheitswesen hergestellt werden können, unter anderem durch den Druck mit Silicone 40A Resin auf Formlabs' SLA-3D-Druckern (Stereolithografie) oder durch den Silikonguss mit SLA-3D-gedruckten Werkzeugen (einschließlich Spritzguss in zweiteiligen Formen, Umspritzung und Formpressen).

Expertenteam kontaktieren
Ob Sie patientenspezifische chirurgische Instrumente erstellen möchten oder maßgetreue biokompatible Prototypen von Medizinprodukten: Wir stehen Ihnen zur Seite. Treten Sie mit unserem Expertenteam für 3D-Druck in Kontakt, um die richtige Lösung für Sie und Ihr Unternehmen zu finden.
Fertigung von Silikonteilen
Weiche, gummiartige Teile kommen im gesamten Gesundheitswesen zum Einsatz, von weichen Anatomiemodellen bis hin zu Prothetik und anderen Wearables. Robuste, biegsame und dehnbare Teile aus echtem Silikon lassen sich mithilfe von zwei Methoden in das Fertigungsportfolio integrieren: durch direkten 3D-Druck mit Silicone 40A Resin oder Silikonguss mit SLA-3D-gedrucktem Werkzeug.
Silikon ist ein beliebtes Material zur Herstellung weicher Medizinprodukte für die Endverwendung. Es kann auch zur Herstellung von weichen Formwerkzeugen für den Guss harter Materialien verwendet werden, ein Verfahren, das als „Silikonformenbau“ bekannt ist. Dieser Leitfaden behandelt nur die Fertigung von Silikonteilen, bei der weiche, gummiartige Teile durch den direkten 3D-Druck mit SIlicone 40A Resin oder durch Gießen von Silikon in 3D-gedruckte Formwerkzeuge hergestellt werden. Weitere Informationen über die Fertigung harter Teile mittels Silikonformenbau finden Sie im entsprechenden Leitfaden.
Dieser Bericht beinhaltet Beispiele für die Produktion von Silikonteilen mit einer Vielzahl von Methoden. Dazu gehören:
-
Direkter 3D-Druck von Silikon: Teile aus Silikon werden mit Silicone 40A Resin direkt auf den 3D-Druckern der Form-Serie hergestellt. Diese Methode eignet sich am besten für die Herstellung komplexer Geometrien, die durch Gussprozesse nicht erreicht werden können.
-
Formpressen von Silikonmasse: Schnell aushärtende Silikonmasse wird in zwei Hälften einer 3D-gedruckten Form gefüllt, welche mit einem Schraubstock zusammengepresst werden. Diese Methode wird häufig für die Prototypen von Dichtungen angewandt und kommt dem in der Massenproduktion eingesetzten Werkzeug sehr nahe.
-
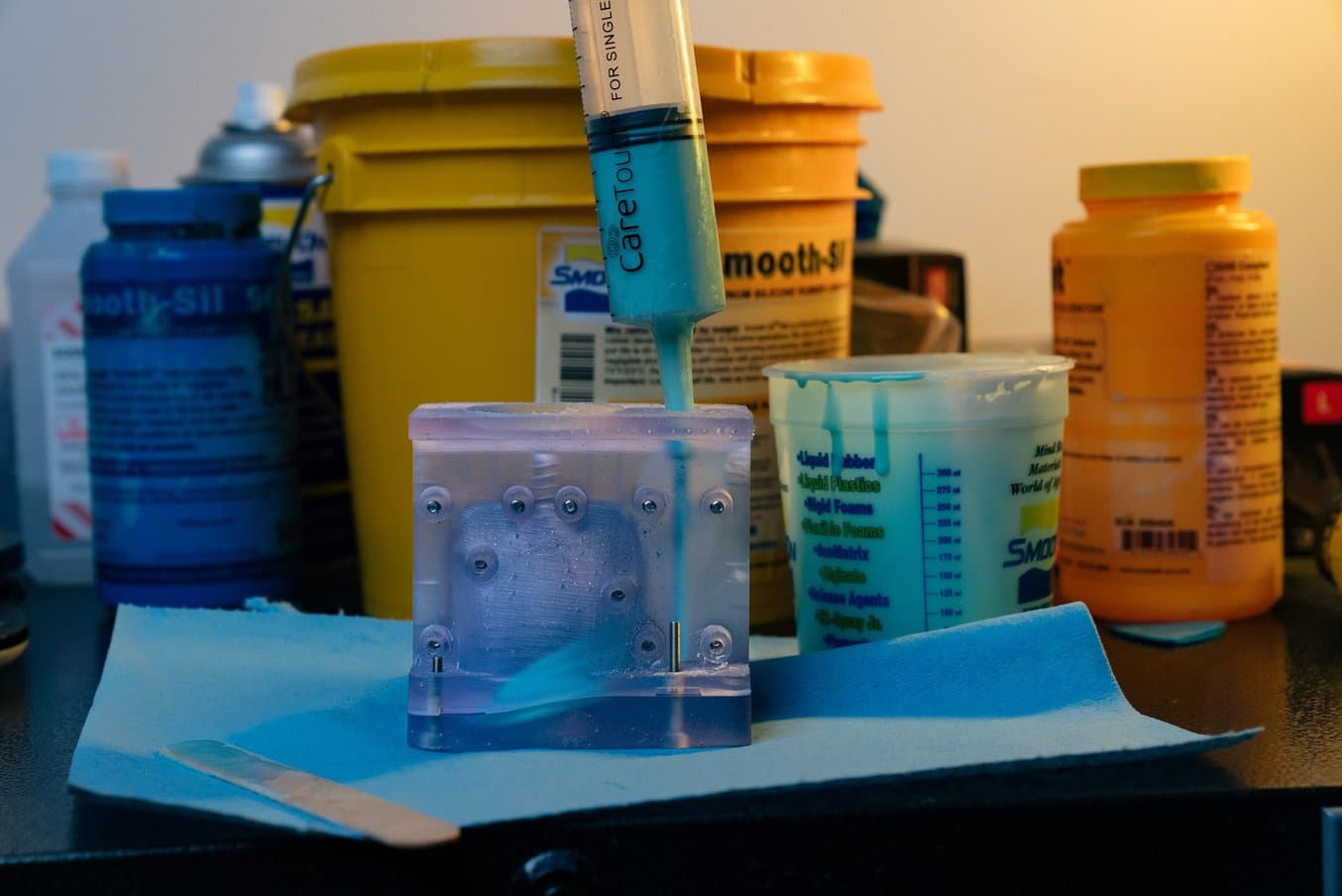
Form zum Einspritzen flüssigen Silikons: Dies ist die gängigste Methode zum Formen eines durchgängigen Prototypteils aus Silikon mit einer zwei- oder mehrteiligen Form. In vielen Fällen wird der Prozess des Befüllens mit Silikon aufgrund des Formdesigns durch die Schwerkraft unterstützt. Das Silikon wird über einen Kanal am oberen Ende der Form eingefüllt und der Hohlraum der Form füllt sich von unten stetig auf. Am Ende tritt flüssiges Silikon durch Auslässe und Luftkanäle am oberen Ende der Form aus.
-
Umspritzen zur vollständigen oder partiellen Umhüllung von festen Einlegeteilen mit Silikon: Ein festes Teil wird in eine zwei- oder mehrteiligen Form eingesetzt. Anschließend wird flüssiges Silikon in den Hohlraum der Form eingespritzt, sodass es das Einlegeteil zum Teil oder vollständig umschließt.
-
Verlorene Formen für individuelle Teile aus Silikon: Die Form ist hierbei eine dünne, eierschalenartige Hülle (< 1 mm), die den Hohlraum für den Silikonguss lückenlos umschließt. Nachdem das Silikon ausgehärtet ist, wird die 3D-gedruckte, schalenartige Form zerbrochen und abgelöst, um das Silikonteil freizugeben. Da eine solche verlorene Form nicht wiederverwendet werden kann, wird diese Technik nur für einzelne, kundenspezifische Teile angewandt. Einen detaillierten Schritt-für-Schritt-Leitfaden zur Fertigung von verlorenen Eierschalenformen finden Sie hier, mit Fokus auf Otoplastiken aus Silikon.
Die verschiedenen Methoden für Design, Druck und Guss haben branchen- und anwendungsübergreifend einige grundlegende Schritte gemeinsam. In diesem Bericht stellen wir Ihnen an einem ausführlichen Beispiel das Design einer Form zum Einspritzen von Silikon vor, wobei wir auch auf Tipps und bewährte Praktiken von den hier erwähnten Kunden eingehen.
Arten von Silikon
Silikone sind eine Gruppe von Polymeren, deren Molekülketten die Elemente Silizium und Sauerstoff enthalten und die sich beim Aushärten von einem Gel oder einer Flüssigkeit in einen sehr biegsamen und dehnbaren Feststoff verwandeln. Sie sind vielseitige Materialien mit Hochleistungseigenschaften wie hervorragender elektrischer Isolierung, Hitzebeständigkeit, chemischer Beständigkeit, hoher Reißfestigkeit und Biokompatibilität, weshalb sie in anspruchsvollen Branchen wie dem Gesundheitswesen sehr beliebt sind.
Silikon-Elastomere sind auf dem Markt dominant und lassen sich in drei Kategorien einteilen:
-
Flüssigsilikone (Liquid Silicone Rubbers, LSR) sind hochleistungsstarke Silikone, die für gewöhnlich zur Herstellung starker technischer Komponenten mit engen Toleranzen genutzt werden, wie etwa Dichtungen oder elektrischer Anschlüsse. Sie werden unter hohen Temperaturen verarbeitet, oft mittels Spritzguss, und kommen in der Großserienproduktion zum Einsatz.
-
Hochtemperaturvernetzende Silikone (HTV) oder auch Heat Cured Rubber (HCR-Silikone) bieten eine erstklassige Beständigkeit gegenüber Temperaturen und Alterung und eignen sich daher ideal für Kabel oder Isolierungen in Medizinprodukten. Sie werden meist mittels eines Platinkatalysators ausgehärtet und erhalten ihre Form durch Extrusion oder Formpressen mit Vulkanisation unter Druck und Hitze. Entdecken Sie, wie der Silikon-Experte SIOCAST HTV-Silikonformen um 3D-gedruckte Urmodelle herum formt.
-
Raumtemperaturvernetzende Silikone (RTV) sind verhältnismäßig einfacher zu verarbeiten und bieten hervorragende mechanische und thermische Eigenschaften, die sich gut für Dichtungen und Medizinprodukte sowie die Ummantelung elektrischer Komponenten und den Formenbau eignen. Die Formgebung erfolgt bei Raumtemperatur, für gewöhnlich durch Spritzguss, Formpressen oder Guss.
In diesem Bericht behandeln wir Anwendungen mit RTV-Silikonen. Wir gehen auf Techniken ein, die in jeder Anlage für das Prototyping oder die Produktentwicklung betriebsintern durchgeführt werden können. Einige spezifische Arten von RTV-Silikonen sind folgende:
-
Silicone 40A Resin: Silicone 40A Resin ist ein RTV-Silikon aus einer Komponente und ergibt Teile aus 100 % Silikon mit erstklassiger Elastizität, Chemikalienbeständigkeit und thermischer Stabilität. Die Teile werden direkt auf dem Form 3/3B gedruckt und mit einem Gemisch aus Isopropylalkohol (IPA) und Essigsäure-n-butylester sowie anschließend mit Wasser, Hitze und UV-Licht nachbearbeitet.
-
Flüssige RTV-Silikone: Flüssige Silikone bestehen in der Regel aus zwei Komponenten oder einer Komponente mit einem Zusatz geringer Mengen eines Katalysators. Es gibt zwei gemeinhin verfügbare Kategorien. Platinkatalysierte Silikone kosten mehr, bieten aber eine bessere langfristige Formbeständigkeit bei sehr geringfügiger Schrumpfung nach der vollständigen Aushärtung. Zinnkatalysierte Silikone sind kostengünstiger, aber langfristig weniger beständig, und neigen zu stärkerer Schrumpfung. Die Aushärtezeit liegt zwischen zehn Minuten und mehreren Stunden.
-
Polydimethylsiloxan (PDMS): PDMS ist ein flüssiges RTV-Silikon mit spezifischer chemischer Struktur, das in der Polymerkette aus Silizium und Sauerstoff auch Methylgruppen enthält. Dieses flüssige Polymer wird weitläufig als Schmiermittel oder als viskoser Zusatzstoff in Konsum- oder Industriegütern verwendet. In ausgehärteter Form kommt PDMS in einer Reihe von Forschungsanwendungen zum Einsatz. Seine hohe optische Transparenz und die Fähigkeit, auch kleinste Oberflächenstrukturen und Kanäle abzubilden, machen PDMS perfekt für die Mikrofluidik und weiche Lithografie. Viele Formulierungen von PDMS härten bei Raumtemperatur innerhalb von 48 Stunden aus oder können bei erhöhter Temperatur in weniger als einer Stunde ausgehärtet werden.
-
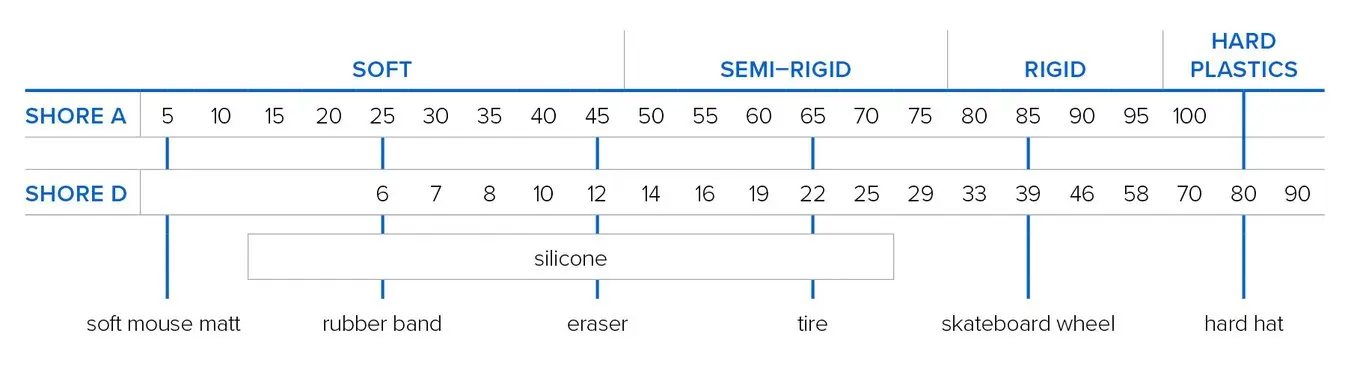
Silikonmasse: Hierbei handelt es sich um Zwei-Komponenten-Kitt, dessen Komponenten von Hand zu gleichen Anteilen vermischt werden. Der in diesem Bericht behandelte Silikonkitt besitzt eine Shore-Härte von 40A (siehe untenstehende Skala), was etwa der Härte eines Radiergummis entspricht. Diese Art von Silikon kann im Schmuckfachhandel erworben werden und wird häufig zur Herstellung von Wachsmodellen für den Metallguss verwendet. Das Silikon selbst dient jedoch gut zur Nachbildung formgepresster Dichtungen.
Haut- und Schleimhautverträglichkeit und Lebensmittelechtheit
Manche Anwendungen erfordern mehr Vorsicht als andere, wenn es um Kontakt mit dem menschlichen Körper oder mit Nahrungsmitteln geht. Überprüfen Sie stets das Materialsicherheitsdatenblatt des Silikonherstellers, um zu gewährleisten, dass der Einsatz für Ihre Anwendung ungefährlich ist. Beachten Sie, dass flüssige Zwei-Komponenten-Silikone, die als hautverträglich ausgewiesen sind, für gewöhnlich einen Platinkatalysator nutzen.
Silicone 40A Resin wird derzeit gemäß ISO 10993-1 für die folgenden Biokompatibilitätsendpunkte als Produkt mit Hautkontakt bewertet: ISO 10993-5:2009, 10993-23-2021:2021, ISO 10993-10:2021.
Shore-Härteskala
Gummiartige Materialien wie Silikonkautschuke können für verschiedene Härtegrade formuliert werden, die von sehr weich bis sehr hart reichen. Dies wird durch den jeweiligen Wert auf der Shore-Härteskala angezeigt. Weichere Materialien werden auf der Shore-Härteskala A gemessen, härtere auf der Shore-Härteskala D. Die untenstehende Tabelle liefert einen hilfreichen Vergleich mit gängigen Haushaltsgegenständen.
Entscheidung zwischen Druck und Guss
Ob der direkte 3D-Druck oder sonstige Formverfahren für Silikon für Sie optimal sind, hängt von den spezifischen Anforderungen Ihrer Anwendung oder Ihres Arbeitsablaufes ab. Folgende Charakteristika der einzelnen Methoden sollten berücksichtigt werden:
-
Komplexe Geometrien: Nicht alle Geometrien sind durch Gussverfahren realisierbar. Bei Anwendungen, die komplexe Geometrien erfordern, ist der direkte 3D-Druck vorzuziehen.
-
Farbe: Silicone 40A Resin ist schwarz. Für Anwendungen, die transparente oder farbige Teile erfordern, kann der Silikonguss eine bessere Wahl sein.
-
Dauer: Das Entwerfen von Teilen für den direkten 3D-Druck geht schneller als das Formdesign. Weiterhin beansprucht der Druck eines einzelnen Silikonteils deutlich weniger Zeit als der Druck einer Form und deren Ausgießen mit Silikon. Wenn die Zeit begrenzt ist, bietet sich in der Regel der direkte 3D-Druck an.
-
Geruch: Bei Druckabschluss weist Silicone 40A Resin einen Geruch auf, der erst nach einer gewissen Zeit verzieht. Dies lässt sich durch die Nachhärtung des Teils in einer Mischung aus Wasser und dem Raumerfrischer Febreze HD beschleunigen. Dennoch sollte der Silikonguss womöglich vorgezogen werden, wenn der Geruch des Materials für die Anwendung unmittelbar von Bedeutung ist.
-
Biokompatibilität: Verschiedene Arten von Silikon weisen unterschiedliche Grade von Biokompatibilität auf. Silicone 40A Resin wird derzeit gemäß ISO 10993-1 auf seine Hautverträglichkeit geprüft. Für Anwendungen, die einen höheren Grad an Biokompatibilität erfordern, bietet sich der Silikonguss womöglich eher an.
-
UV-Einstrahlung: Die mechanischen Eigenschaften von Silicone 40A Resin verschlechtern sich bei wiederholter Einwirkung von UV-Licht. Für Anwendungen, bei denen die Teile häufig direktem Sonnenlicht ausgesetzt werden, stellt der Silikonguss vermutlich die bessere Alternative dar.
Für medizinische Anwendungen, in denen gummiartige Teile benötigt werden, Silikon sich aber nicht gut eignet, können alternative Formlabs-Elastomere in Betracht gezogen werden: etwa BioMed Elastic 50A Resin oder BioMed Flex 80A Resin für SLA oder TPU 90A Powder für den SLS-3D-Druck.
| Material | Drucker | Maximale Zugfestigkeit | Spannung bei 100 % Dehnung | Bruchdehnung |
|---|---|---|---|---|
| Formlabs Silicone 40A Resin | Form 4/B Form 3/B/+ | 7,2 MPa | 4,5 MPa | 135 % |
| BioMed Elastic 50A Resin | Form 4/B Form 3/B/+ | 2,3 MPa | 1,3 MPa | 150 % |
| BioMed Flex 80A Resin | Form 4/B Form 3/B/+ | 7,2 MPa | 4,5 MPa | 135 % |
| TPU 90A Powder | Fuse 1+ 30W | 8,7 MPa (X/Y) 7,2 MPa (Z) | 7,2 MPa (X/Y) 7,0 MPa (Z) | 310 % (X/Y) 110 % (Z) |
Überblick über den Druck mit Silicone 40A Resin
Silicone 40A Resin basiert auf der Pure Silicone Technology™, einem neuen, zum Patent angemeldeten Verfahren, das auf dem Stereolithografie-Ecosystem (SLA) von Formlabs beruht und die Produktion von Teilen aus 100 % Silikon ermöglicht, und zwar betriebsintern und innerhalb von Stunden. Es ist ideal für Anwendungen, die Biegsamkeit, Haltbarkeit und Widerstandsfähigkeit gegen wiederholtes Dehnen, Biegen oder Kompression erfordern.
| Materialeigenschaft | Silicone 40A Resin |
|---|---|
| Shore-Härte | 40A |
| Bruchdehnung | 230 % |
| Reißfestigkeit | 12 kN/m |
| Rückprallelastizität | 34 % |
| Temperaturbereich | -25 °C bis 125 °C |
Die Anwendungen für Silicone 40A Resin sind vielfältig und reichen von Rapid Prototyping, Beta-Tests und Validierungsphasen in der Produktentwicklung bis hin zur kosteneffizienten Fertigung von Endverbrauchsteilen in kleinen Stückzahlen oder kundenindividueller Fertigung. Das Material eignet sich auch für die Fertigung von Medizinprodukten, patientenindividueller Prothetik, audiologischen Komponenten und für die Herstellung von Teilen mit komplexen Geometrien, die mit herkömmlichen Methoden nur schwer zu fertigen sind.

Der direkte Silikon-3D-Druck mit Silicone 40A Resin ist die ideale Lösung für eine Vielzahl von Anwendungen, vom Rapid Prototyping bis hin zu Fertigungshilfen, Werkzeug und Kleinserienfertigung oder Einzelanfertigungen.
Die Markteinführung von Silicone 40A Resin liefert eine Lösung für langzeitige Herausforderungen konventioneller Methoden zum Silikon-3D-Druck, wie etwa hohe Kosten und technische Einschränkungen. Durch die Option zum Druck mit einem Klick sparen Kunden mit Silicone 40A Resin Zeit, da keine Gussform entworfen und hergestellt oder Silikon ausgegossen werden muss. Des Weiteren eröffnen sich neue Designmöglichkeiten, da auch komplexe Geometrien umgesetzt werden können, die mit konventionellen Methoden schwer zu erzielen sind. Diese erschwingliche und unkomplizierte Lösung macht es möglich, hochwertige Teile für die Endverwendung zu produzieren, ohne Kompromisse in Sachen Preis, Qualität oder Geschwindigkeit einzugehen.
Überblick über den 3D-Druck von Werkzeug für Silikonguss
Formen zur Herstellung von Silikonteilen werden konventionellerweise durch CNC-Bearbeitung aus Aluminium- oder Stahlblöcken gefertigt. Dies gilt sowohl für zwei- oder mehrteilige Spritzgussformen für Flüssigsilikone (LSR) als auch für Formpresswerkzeuge mit einem einzigen Hohlraum zur Anwendung mit einer erhitzten HCR-Silikonplatte, die unter Druck und hohen Temperaturen ausgehärtet wird. Solche Metallformen werden für gewöhnlich in der Massenproduktion eingesetzt. Kommen Sie beim Prototyping zum Einsatz, fallen wochenlange Durchlaufzeiten und Werkzeugkosten im drei- oder vierstelligen Bereich an, wodurch kleine Designänderungen und deren Tests nur eingeschränkt möglich sind.
Der Desktop-3D-Druck stellt eine leistungsstarke Lösung zur schnellen und kostengünstigen Herstellung von Formwerkzeugen dar. Er erfordert wenig Ausrüstung und erlaubt es geschultem Personal somit, seine Aufmerksamkeit anderen, höherwertigen Aufgaben zuzuwenden. Durch betriebsinternen 3D-Druck integrieren Hersteller und Produktdesigner das Rapid Tooling in den Prozess der Produktentwicklung, sodass das Design und die Materialauswahl noch vor dem Übergang zur Massenproduktion validiert werden können. Auf diese Weise iterieren sie schneller, beschleunigen die Produktentwicklung und bringen bessere Produkte auf den Markt. Werkzeug, das aus SLA-Kunstharzen von Formlabs 3D-gedruckt wird, bietet für die Prototypenfertigung, kleine Produktionschargen und die kundenspezifische Fertigung zahlreiche Vorteile hinsichtlich des Produktdesigns. RTV-Silikone mit zwei Komponenten können in eine zwei- oder mehrteilige Form aus dem 3D-Drucker eingespritzt und RTV-Silikonmasse in die Hälften eines 3D-gedruckten Formpresswerkzeugs gefüllt werden. Werkzeug aus dem 3D-Drucker eröffnet dem Produktdesign eine breite Palette an Silikonen mit Zinn- oder Platinkatalysator sowie eine große Bandbreite an Härtegraden, Farben und Transparenzgraden oder auch spezielle Funktionen wie Hautverträglichkeit.

Herstellung von Silikonteilen mit 3D-gedruckten Werkzeugen
Dieser Bericht bietet eine schrittweise Anleitung zu 3D-gedruckten Formwerkzeugen für die Produktion von Silikonteilen, einschließlich bewährter Praktiken und Fallstudien von Kunden.
Der Stereolithografie-3D-Druck (SLA) ist die ideale Wahl zur Formenherstellung für den Silikonguss, da SLA-Teile eine glatte Oberflächenbeschaffenheit und eine hohe Präzision aufweisen. RTV-Silikone bilden feine Oberflächendetails aber auch -mängel genau ab, sodass die Oberflächenqualität des Formwerkzeugs direkt auf die Oberfläche des fertigen Teils übertragen wird. Eine Form aus einem Schmelzschichtungsdrucker (FDM) würde beispielsweise sichtbare Abdrücke von Schichtlinien auf dem Silikonteil hinterlassen.
Der SLA-3D-Druck mit BioMed Clear Resin oder Clear Resin von Formlabs macht es hingegen möglich, das Einspritzen des Silikons zu beobachten, sodass die Entstehung von Luftblasen oder Leerräumen kontrolliert werden kann und erkennbar ist, wo abgerundete Ecken oder zusätzliche Lüftungsöffnungen notwendig sind. Der SLA-3D-Druck lässt außerdem eine höhere Designkomplexität zu. In eine 3D-gedruckte Form können Hinterschneidungen oder sonstige komplexe Geometrien eingefügt werden, die mit CNC-Bearbeitung unmöglich oder unerschwinglich wären.

PSYONIC ummantelt die Finger der Ability Hand durch Silikonumspritzung. Einige Formen beinhalten einen Einsatz aus Tough 2000 Resin, der den von Silikon einzuschließenden „Knochen“ in der Form verankert.
Auch in ihrer mechanischen Leistung sind Formlabs' BioMed Clear Resin und Clear Resin vielseitig. Das gleiche Material kann sowohl für extrem dünne, eierschalenartige Gussformen verwendet werden, die sich zur Freigabe eines Silikonteils leicht abbrechen lassen, als auch für robuste Formpresswerkzeuge, die zahlreiche Male zur Dichtungsringproduktion genutzt werden. Und schließlich verringern preiswerte Fertigungslösungen für den Benchtop die Durchlaufzeiten; Designteams können eine Form 3D-drucken und schon am nächsten Tag mit dem Silikonguss beginnen.
Bei der Verwendung in 3D-gedruckten Formen bildet RTV-Silikonkautschuk filigrane Oberflächendetails wie geprägten Text genau ab. Darüber hinaus sind die meisten gussfähigen Silikone nicht chemisch adhäsiv und lassen sich nach der Aushärtung einfach von 3D-gedruckten Formen abziehen. Eine mechanische Verbindung ist möglich, wenn das Silikon auf eine sehr poröse Oberfläche wie gewebten Stoff gegossen wird. In manchen Fällen kann eine chemische Verbindung mit besonderen Bindemitteln gefördert werden.
Da zur Verarbeitung von RTV-Silikonen weder hohe Temperaturen noch hoher Druck erforderlich sind, lässt es sich auch bei der Prototypenentwicklung mit eingeschränkter Ausrüstung leicht formen. Dadurch sinken die Einstiegskosten, die zur Einführung weicher Bauteile im Designportfolio eines Unternehmens notwendig sind.
Kompatibilität von Kunstharzen für 3D-Druck und Silikonen
Kommt ein Gusswerkstoff wie Silikon in Kontakt mit einer 3D-gedruckten Form, muss die chemische Interaktion der beiden Materialien bedacht werden. Beim Guss von Silikonen mit Platinkatalysator in SLA-Formen stellt sich eine besondere Herausforderung: Das Kunstharzmonomer kann die Aushärtung des Silikons beeinträchtigen und eine ungehärtete, zähe Oberfläche hinterlassen. Es lassen sich aber dennoch Teile aus hochwertigen Silikonen mit Platinkatalysator herstellen, indem die Formen aus dem SLA-Drucker vollständig gereinigt und ausgehärtet werden und indem Schutzbeschichtungen und Formtrennmittel eingesetzt werden.
Es gibt zahlreiche mögliche Kombinationen von Silikon, Kunstharz, Schutzbeschichtungen und Formtrennmitteln, die ausprobiert werden können. Wir haben uns bei Kunden aus verschiedenen Branchen nach erfolgreichen Arbeitsprozessen erkundigt und die Rückmeldungen unten zusammengefasst. Viele dieser Einblicke sind auch in die Entwicklung unseres eigenen schrittweisen Arbeitsablaufs eingeflossen.
| Branche | Anwendung | Art der Form | Silikon | Kunstharz | Bewährte Praktiken |
|---|---|---|---|---|---|
| Produktdesign | Beta-Prototypen Hautkontakt | Umspritzform | Nicht spezifiziert (Platinkatalysator) | Clear Resin | Vaseline als Formtrennmittel |
| Produktdesign | Endverwendung | Verlorene Form | Smooth-On Mold Max (Zinnkatalysator) | Clear Resin | Kein Formtrennmittel; verlorene Form / Einmalform |
| Produktdesign | Prototypen | Formpresswerkzeug | Castaldo Quick-sil (Kitt) | Clear Resin | Allzweck-Formtrennmittel von Smooth-On |
| Produktdesign | Prototypen Hautkontakt | Form zum Einspritzen | Nicht spezifiziert (Platinkatalysator) | Dental LT Clear Resin Clear Resin Grey Resin | Jedes Allzweck-Formtrennmittel |
| Produktdesign | Prototypen Hautkontakt | Form zum Einspritzen Umspritzung | Smooth-On Dragon Skin 20 (Platinkatalysator) | Clear Resin | Krylon Crystal Clear Acrylic Spray + Ease Release 200 |
| Fertigung / Gesundheitswesen | Endverwendung | Form zum Einspritzen Umspritzung | Smooth-On Dragon Skin 20 (Platinkatalysator) | Clear Resin | Kein Formtrennmittel nötig |
| Fertigung / Gesundheitswesen | Endverwendung Schleimhautkontakt | Verlorene Form | Nicht spezifiziert (Platinkatalysator) | BioMed Amber Resin | Kein Formtrennmittel; verlorene Form / Einmalform |
| Audiologie / Gesundheitswesen | Endverwendung Hautkontakt | Verlorene Form | BioPor AB 40 von Dreve | Clear Resin BioMed Clear Resin | Kein Formtrennmittel; verlorene Form / Einmalform |
| Unterhaltungsindustrie | Modelle und Requisiten Hautkontakt | Form zum Einspritzen Offene Form | Smooth-On FX Pro (Platinkatalysator) | Black Resin >br>Grey Resin | Formtrennmittel nicht immer nötig |
| Unterhaltungsindustrie | Modelle und Requisiten Reproduktion von Teilen | Offene Form Silikonform | Verschiedene mit Platin- und Zinnkatalysator von Smooth-On | Clear Harz Grey Resin | XTC-3D High Performance 3D Print Coating |
| Unterhaltungsindustrie | Modelle und Requisiten Reproduktion von Teilen | Silikonform | Nicht spezifiziert (Platinkatalysator) | Clear Resin | SEM Flexible Primer Surfacer Sprühlack |
| Unterhaltungsindustrie | Modelle und Requisiten Hautkontakt | Form zum Einspritzen | Platsil Gel-25 von Polytek (Platinkatalysator) | Rigid 10K Resin | Smooth-On Super Seal Beschichtung und Ease Release 200 |
| Hobby | Reproduktion von Teilen | Offene Form Silikonform | Smooth-On OOMOO 30 (Zinnkatalysator) | Grey Resin | Allzweck-Formtrennmittel von Smooth-On |
Obwohl die Kombinationen von Materialien offensichtlich unterschiedlich ausfielen, waren sich unsere Kunden in Folgendem einig:
- Stellen Sie sicher, dass die Teile vollständig gereinigt und ausgehärtet sind. Die 3D-gedruckte Form muss gründlich in sauberem IPA gewaschen werden, damit die Oberfläche nach dem Trocknen nicht klebt. Die Form sollte außerdem vollständig ausgehärtet werden, um den Anteil nicht umgesetzter Monomere in den SLA-Druckteilen zu reduzieren. Für diesen Vorgang ist der Form Cure eine ideale Option. Teile aus Clear Resin erhalten beim Aushärten einen gelben Farbstich, was ein guter Indikator für die vollständige Aushärtung der Form ist.
- Probieren Sie eine Schutzbeschichtung aus. Es sind viele Beschichtungen aus Acryl oder Epoxidharz erhältlich, die als Aerosol-Spray in einem einzigen Arbeitsschritt aufgetragen werden (z. B. Krylon Crystal Clear Acrylbeschichtung) oder mit einem Pinsel in zwei Schichten aufgestrichen werden (z. B. XTC-3D von Smooth-On). Bei einem sehr geringen Materialverbrauch bilden beide Arten von Beschichtungen eine glänzende, glasartige Oberflächenschicht im Inneren der Form. Eventuell müssen die Beschichtungen mehrfach aufgetragen werden. Befolgen Sie die Anweisungen des Herstellers bezüglich Trocken- oder Aushärtezeiten.
- Nutzen Sie ein Formtrennmittel, wenn Silikon mit einem anderen Material in Kontakt kommt. Dies vereinfacht das Entformen und verringert Silikonrückstände im Inneren der Form, sodass diese leichter in weiteren Gussvorgängen wiederverwendet werden kann. In vielen Fällen reicht ein Allzweck-Formtrennmittel des Silikonherstellers aus (z. B. Stoner Dry film e408). Eine dünne Schicht Formtrennmittel genügt. Befolgen Sie bitte auch hier die Anweisungen des Herstellers bezüglich empfohlener Trocken- oder Aushärtezeiten.

Der neue Form 4B: Schnellere Fertigung, höhere Präzision, behördliche Konformität
Seien in unserem Webinar dabei, in dem wir einen exklusiven Blick auf den Form 4B werfen und erklären, wie er die Produktion ankurbelt, eine beispiellose Genauigkeit erreicht und sich problemlos in Ihre Prozesse einfügt (mit Hinweisen zur regulatorischen Äquivalenz).
Weitere bewährte Praktiken
Einige Silikonformulierungen, wie etwa PDMS, sind für eine gehemmte Aushärtung bei Kontakt mit SLA-3D-gedrucktem Werkzeug anfälliger als andere. Wir haben zusätzliche Schritte zur Problembehebung aufgelistet, die von Formlabs-Kunden bereitgestellt wurden und auf unsere grundlegenden Richtlinien für flüssige RTV-Silikone aufbauen.
- Spülen Sie die Form mit Aceton ab. Die 3D-gedruckte Form mit einer Druckflasche Aceton zu bespritzen kann dabei helfen, nach dem Standard-Waschvorgang in IPA verbleibendes Lösungsmittel und Ablagerungen zu entfernen.
- Härten Sie die Form übermäßig aus. Bei 3D-gedrucktem Werkzeug aus Clear Resin erhöhen Sie die Nachhärtezeit von 15–20 Minuten auf 60–120 Minuten bei 60 °C.
- Warten Sie nach der Nachbearbeitung 24–48 Stunden ab. Lassen Sie die Form bei Raumtemperatur und Umgebungsbelichtung stehen, bevor Sie Beschichtungen auftragen und das Silikon einfüllen. Es hilft, wenn die Oberflächen der Form während dieses Schrittes offenem Luftstrom ausgesetzt sind.
- Verwenden Sie eine Epoxidharzbeschichtung. Eine Versiegelung aus Zwei-Komponenten-Epoxidharz kann eine effektive Barriere zwischen dem Silikon und der 3D-gedruckten Form bilden.
- Nutzen Sie einen Katalysator in höherer Konzentration. Bei der Verwendung von Zwei-Komponenten-Silikonen empfehlen wir, eine etwas größere Menge der Katalysatorkomponente hinzuzufügen. Falls ein kleiner Anteil des Katalysators durch die Oberfläche der Form gehemmt wird, kann dies durch den zusätzlichen Katalysatorgehalt kompensiert werden, sodass keine klebrige Silikonoberfläche entsteht.

Proben der BioMed-Kunstharze
Jedes Probestück umfasst geprägte und hervorgehobene Merkmale, Ausschnittstärken von 0,5–2 mm sowie behördliche Regulierungen des jeweiligen Kunstharzes.
Auswahl eines Formtyps
Auch wenn die Ergebnisse der unterschiedlichen Formgebungsverfahren ähnlich aussehen, gibt es einige Kriterien, die bei der Auswahl der Art der Form beachtet werden sollten. Dazu zählen die Geometrie des endgültigen Teils, die Möglichkeit von Hinterschneidungen und Löchern im Design, das Produktionsvolumen und die für den Guss vorgesehenen Materialien. In der untenstehenden Tabelle haben wir einige Richtlinien aufgeführt.
| Art der Form | Teilgeometrie | Materialien | Produktionsvolumen |
|---|---|---|---|
| Formpresswerkzeug | Keine Hinterschneidungen | Silikonkitt mit hohem Härtegrad | Dutzende von Durchgängen |
| Form zum Einspritzen | Kleine Hinterschneidungen | Flüssige Zwei-Komponenten-Silikone | Dutzende von Durchgängen |
| Umspritzform | Umhüllen von Einlegeteilen, kleine Hinterschneidungen | Flüssige Zwei-Komponenten-Silikone | Dutzende von Durchgängen |
| Verlorene Form | Große Hinterschneidungen und Löcher integrierbar | Flüssige Zwei-Komponenten-Silikone | Einmalige Verwendung |
Silikonguss Schritt für Schritt
Das Formlabs-Team hat ein Schritt-für-Schritt-Verfahren zur Herstellung von Produktprototypen aus Silikon entwickelt, indem es verschiedene Aspekte der erfolgreichen Prozesse von Formlabs-Kunden kombiniert hat. Eines der unten dargestellten Projekte ist ein Silikonschlüsselanhänger mit einem integrierten Ortungsgerät für Apple AirTag. Bei dem anderen Projekt handelt es sich um eine von OXO entworfene Dichtung. Die Designrichtlinien gehen auf alle entscheidenden Schritte ein, vom Importieren der Geometrie als Referenz bis hin zum Hinzufügen von Ausrichtungshilfen für umspritzte Hardware. Wir haben auch eine neuartige Methode zum Einfüllen von Silikon angewendet, bei der eine Epoxidharzpistole mit einer 1:1-Mischdüse zum Einsatz kommt, die von Dame Products empfohlen wurde.
Viele der gelisteten Schritte und bewährten Praktiken gelten für alle Arten von Formen gleichermaßen. In den einzelnen Schritten der Anleitung ist jeweils angegeben, ob sie für das Einspritzen von Formen, das Umspritzen oder das Formpressen relevant sind.
Informationen über eierschalenartige verlorene Formen finden Sie im schrittweisen Leitfaden in Formlabs' audiologischem Whitepaper 3D-Druck maßgefertigter Otoplastiken aus Silikon.
Was wird benötigt?
Von Formlabs:
- Formlabs BioMed Clear Resin oder Clear Resin
- Kompatibler Formlabs-SLA-Drucker mit aktueller Firmware
- PreForm (aktuelle Software-Version)
- Kompatible Konstruktionsplattform
- Kompatibler Harztank
- Form Wash, Form Wash L oder Finish Kit
- Form Cure oder Form Cure L
Von Drittanbietern:
Gussprozess: Form zum Einspritzen oder Umspritzen
| Artikel | Zulieferer | Anmerkungen |
|---|---|---|
| Hochglanz-Acrylspray | Krylon | Schutzbeschichtung |
| Ease Release 200 | Mann Release Technologies | Formentrennmittel |
| Apple AirTag | Ummantelte Hardware | |
| Dragon Skin 20 | Smooth-On | Zwei-Komponenten-RTV-Silikon mit Platinkatalysator |
| Silc Pig | Smooth-On | Farbpigmente |
| Rührhölzer | ||
| Epoxidharzkartusche | McMaster-Carr | Verhältnis 1:1 |
| Pistole zur Epoxidharzabgabe | McMaster-Carr | |
| Mischdüse | McMaster-Carr | |
| C-Klammer oder Federklammer | ||
| Gewebeklebeband | ||
| Vakuumkammer und Pumpe (optional) | Amazon | |
| Druckkessel (optional) | Amazon |
Formprozess: Kompression Formwerkzeug
| Artikel | Zulieferer | Anmerkungen |
|---|---|---|
| Ease Release 200 | Mann Release Technologies | Formtrennmittel |
| Castaldo Quick-Sil | Castaldo | |
| Schraubstock |
Design des Formwerkzeugs
Umspritzform
- Referenz importieren Wenn Sie vorhaben, ein anderes Objekt mit Silikon zu umspritzen, importieren Sie Ihr Referenzteil oder Substrat in eine CAD-Software Ihrer Wahl. In diesem Beispiel haben wir eine digitale Nachbildung eines Apple AirTags importiert.
Form zum Einspritzen, Umspritzung oder Formpressen
- Silikonteil entwerfen Zusammen formen das Silikon und jegliche ummantelte Objekte das Basisvolumen. Bei umspritzten Teilen sollten Sie für die Silikonhülle eine Mindeststärke von 2 mm anstreben. In unserem Formpressbeispiel verfügt das Objekt um eine komplette Durchgangsbohrung. Wir empfehlen, Kerne als separate Objekte zu definieren. Betrachten Sie das Silikonteil und den Kern zusammen als Basisvolumen.
- Formenblock entwerfen Erstellen Sie einen Block, der Ihr Basisvolumen umgibt und sich mindestens 1 cm über die äußere Hülle Ihres Teils hinaus erstreckt.
- Form aufteilen Für eine einfache zweiteilige Form teilen Sie Ihr Basisvolumen in zwei Teile auf, und zwar entlang einer bestimmten Oberfläche, definiert durch die Trennlinie. Beginnen Sie damit, die Trennlinie oder Trennebene durch eine Formschrägenanalyse zu bestimmen. Beachten Sie, wo die zwei Hälften der Form sich öffnen, um sicherzustellen, dass das Silikonteil sich leicht aus der Form entnehmen lässt. Um Hinterschneidungen zu vermeiden, kann statt einer geraden Linie auch eine Kontur als Trennlinie gewählt werden. Extrudieren Sie die Trennlinie danach in eine Oberfläche, an welcher Sie dann die Form aufteilen. Für komplexe Formen, die aus mehr als zwei Teilen bestehen, kann dieser Vorgang mehrere Male wiederholt werden, um die erforderliche Form zu erhalten.
- Basisvolumen vom Formenblock abziehen Nutzen Sie in Ihrer CAD-Software die Boolesche Subtraktion, um den Hohlraum der Form aus dem massiven Block zu abzuziehen. Im Fall unseres Formpresswerkzeugs wird die jeweilige Kernkomponente mittels Boolescher Addition auf einer Seite der Form wieder hinzugefügt, sodass effektiv zwei Trennlinien entstehen.
- Formschrägen überprüfen Es macht Sinn, hier anzuhalten und zu überlegen, wie die Formteile sich nach dem Einspritzen des Silikons lösen werden. Unsere Kunden empfehlen für Produktprototypen aus Silikon Formschrägen von mindestens 2°. Dieser Aspekt ist beim Formendesign für Silikonteile jedoch weniger kritisch. Da Silikonkautschuk bei der Entformung starke Deformationen zulässt, lassen sich auch Winkel von bis zu 90° oder sogar leichte Hinterschneidungen handhaben. Wir empfehlen, an diesem Punkt die Formschrägenanalyse Ihrer CAD-Software zu nutzen, um rote Bereiche, die über dem Schwellenwert für Formschrägen liegen, zu erkennen und anzupassen.
Form zum Einspritzen, Umspritzung
- Anguss entwerfen Wenn Sie sich zum Auffüllen von Vertiefungen im Hohlraum der Form auf die Schwerkraft stützen, platzieren Sie die Öffnung des Angusses weit oben auf dem Formblock und verbinden Sie ihn über eine U-Form mit einem großzügigen Biegeradius am tiefstmöglichen Punkt mit dem Hohlraum. Durch das Auffüllen an diesem Punkt beugen Sie der Entstehung von Luftblasen vor. Subtrahieren Sie den Anguss mittels Boolescher Subtraktion vom Formblock. Für gewöhnlich befindet sich die Zentralachse des Angusses auf der Trennebene. Eine andere Konfiguration wäre die Nutzung eines kurzen Angusses, der direkt mit dem Hohlraum verbunden ist; die Hauptlüftungsöffnung läge dann auf der gegenüberliegenden Seite.
- Lüftungskanäle bestimmen Beim Einfüllen von Silikon in einen geschlossenen Raum wird Luft verdrängt. Daher muss eine Belüftungsöffnung an dem Punkt der Form platziert werden, der sich als Letztes füllen wird. In unserem Beispiel wird diese am oberen Ende des Formblocks eingefügt. Beim Einfügen zusätzlicher Lüftungsöffnungen sollte beachtet werden, an welchen Stellen Luft mit hoher Wahrscheinlichkeit eingeschlossen wird, und Lüftungskanäle sollten speziell mit Stellen wie scharfen Biegungen, Ecken oder Bereichen, wo die Fließfronten zusammentreffen, verbunden werden. Lüftungsöffnungen sind normalerweise zylindrisch (~ 0,5–2 mm Durchmesser) und verbinden Bereiche des Hohlraums mit dem oberen Ende der Form. Genau wie beim Anguss ist es hilfreich, die Achse von Lüftungsöffnungen entlang der Trennebene auszurichten. Sobald Sie diese Elemente platziert haben, entfernen Sie sie mittels Boolescher Subtraktion aus dem Formblock.
Form zum Einspritzen, Umspritzung oder Formpressen
- Ausrichtungsmerkmale hinzufügen Solche Merkmale richten einzelne Teile des Formblocks korrekt aufeinander aus und fixieren sie. Lassen Sie zwischen zusammengehörigen Ausrichtungsmerkmalen einen Versatzabstand von ~ 0,1 mm.
Umspritzform
- Ausrichtungsstifte für die zu umspritzenden Komponenten hinzufügen Wenn Sie ein Teil mit Silikon umspritzen bzw. umhüllen, muss dieses fest in der Form fixiert sein, damit es während des Gießens nicht verrutscht. Nutzen Sie zur Fixierung des Teils so wenig Ausrichtungsstifte wie möglich und streben Sie einen Stiftdurchmesser von ca. 1,25 mm an. Die Stifte sollten in Zugrichtung oder senkrecht zur Trennlinie der Form ausgerichtet sein. Beachten Sie, dass Ausrichtungsstifte kleine Löcher in der Oberfläche des Silikonteils hinterlassen. Falls nötig, können diese nach dem Entformen mit ein wenig Flüssigsilikon aufgefüllt werden, das Sie dann aushärten lassen.
Form zum Einspritzen, Umspritzung
- Weitere Elemente in die Form einfügen Ein Beispiel für zusätzliche Formelemente ist eine Füllrinne. Eine solche Rinne dient für überfließendes Silikon sowohl am Anguss als auch an den Lüftungsöffnungen und kann auch als eine durchgängige Rinne entworfen werden, die alle Angüsse und Lüftungsöffnungen abdeckt. Die Rinne ist auch ein Speicher flüssigen Silikons, das während des Aushärtens in die Form eintreten kann, indem es in den Hohlraum fließt, um Luftblasen oder Lücken aufzufüllen oder um Silikon zu kompensieren, das während des Aushärtens in den Leerraum zwischen Teilen der Form eintritt. Im vorliegenden Beispiel haben wir eine 10 mm tiefe Rinne eingefügt.
-
Einlasskanüle einfügen Wir empfehlen, eine Einlasskanüle einzufügen, die der Form Ihrer Injektionsspritze entspricht. Wir haben sie in unserem Beispiel etwas zu groß und mit einem Winkel von 6° entworfen, damit eine Reihe verschiedener Injektionsspritzen und Mischdüsen hineinpassen.
-
Hebelpunkte einfügen Hebelpunkte können hinzugefügt werden, um das Öffnen der Form nach dem Aushärten zu erleichtern. Dabei handelt es sich um kleine, rechteckige Aussparungen entlang der Trennebene, in welchen ein Schlitzschraubendreher oder anderes Werkzeug angesetzt werden kann, um die Teile der Form voneinander zu lösen. Die Aussparungen in unserem Beispiel reichen vom Rand der Form 5 mm tief.
-
Abrundungen oder Fasen einfügen Fügen Sie an winkligen Merkmalen Abrundungen oder Fasen ein. Dies ist nach der Festlegung der Geometrie der Form normalerweise der letzte Schritt. Indem Sie Abrundungen einfügen, um die Kanten der Form weniger scharf zu gestalten, unterstützen Sie auch den Druckvorgang. Wird ein Formblock direkt auf der Konstruktionsplattform gedruckt, erleichtern abgeschrägte äußere Ecken das Ablösen des Teils nach dem Druck. Zudem mindern sie die Bildung von Kunstharzgraten um scharfe Ecken herum.
Druck der Form
Form zum Einspritzen, Umspritzung oder Formpressen
- Kunstharz wählen Viele Kunstharze eignen sich, doch zur Visualisierung des Silikonflusses beim Guss sind Clear Resin und BioMed Clear Resin die ideale Wahl.
- Form drucken Wir empfehlen den Druck mit einer Schichthöhe von 50 Mikrometern, um ein ausgewogenes Verhältnis zwischen glatter Oberfläche und kurzer Druckzeit zu erzielen. Da Silikon feine Oberflächendetails wie etwa Schichtlinien abbildet, kann für einige ästhetische Anwendungen auch eine Schichthöhe von 25 Mikrometern erforderlich sein. Richten Sie die Teile auf der Konstruktionsplattform so aus, dass wichtige Innenflächen frei von Stützspuren bleiben. In einigen Fällen kann es sich anbieten, den Block flach auf der Konstruktionsplattform zu positionieren.
- Form waschen und nachhärten Es ist unabdinglich, überschüssiges Kunstharz mit IPA gründlich von der Form abzuspülen, da ungehärtetes Kunstharz das Aushärten des Silikons beeinträchtigen kann. Die Form sollte außerdem vollständig ausgehärtet werden, um den Anteil nicht umgesetzter Monomere in den SLA-Druckteilen zu reduzieren. Für Clear Resin umfasst die empfohlene Einstellung 15 Minuten bei 60 °C. Für BioMed Clear Resin umfasst die empfohlene Einstellung 60 Minuten bei 60 °C. Die voreingestellten Zeit- und Temperatureinstellungen des Form Cure sind hierfür geeignet. Die äußere Oberfläche der Form kann auf einen hohen Transparenzgrad poliert werden. Durch Auftragen von Mineralöl auf die äußeren Oberflächen können Kratzer aufgefüllt und eine besonders klare Durchsicht auf den Silikongussprozess erreicht werden.
Vorbereitung der Form
Form zum Einspritzen, Umspritzung
- Beschichtungen und Formtrennmittel auftragen Tragen Sie Beschichtungen und Formtrennmittel auf. Die Nutzung von Formtrennmittel sollten Sie immer dann in Betracht ziehen, wenn zwei verschiedene Materialien miteinander in Kontakt kommen. Das beinhaltet eingebettete Hardware, die in eine umspritzte Silikonhülle eingefügt und danach wieder entfernt werden soll. Ziehen Sie unsere Tabelle mit Arbeitsabläufen von Kunden zurate, um Empfehlungen zu erhalten. Befolgen Sie die Richtlinien auf der Verpackung Ihres gewählten Materials und lassen Sie die Beschichtungen vollständig aushärten oder trocknen, bevor Sie zum nächsten Schritt übergehen.
- Einlegeteile/Hardware einfügen Ausrichtungsstifte helfen dabei, das zu umspritzende Teil korrekt zu positionieren.
- Form schließen und einspannen Klemmen Sie die Form vorsichtig zu, angefangen in Zugrichtung. Stellen Sie dabei sicher, dass die Teile der Form und jegliche eingeschlossene Elemente richtig ausgerichtet bleiben. In unserem Beispiel nutzen wir eine 3D-gedruckte Nachbildung eines Apple AirTags, die aus Rigid 10K Resin gefertigt wurde.
Vorbereitung des Silikons
Form zum Einspritzen, Umspritzung
Wenn Sie Pigmente einarbeiten, vermischen Sie diese mit der B-Komponente, bevor Sie mit den untenstehenden Schritten fortfahren.
Eine häufige Sorge beim Gießen von Silikon ist, dass kleine Luftblasen in der Form eingeschlossen werden. Dies führt zu Hohlräumen im fertigen Gussteil. Um Luftblasen zu vermeiden, empfehlen wir einige zusätzliche Vorgänge, wie zum Beispiel das Entgasen des Flüssigsilikons in einer Vakuumkammer vor dem Befüllen der Form. Eine allgemeine Richtlinie ist, die Viskosität Ihrer Formulierung flüssigen RTV-Silikons zu überprüfen. Liegt sie über 18 000 cP (Centipoise), sollte das Silikon entgast werden. Liegt sie unter diesem Schwellenwert, ist der Vorgang des Entgasens womöglich nicht nötig. Eine andere empfohlene Technik ist, die gefüllte Form während der Aushärtung des Silikons in einer Druckkammer zu platzieren, um eventuell eingeschlossene Luftblasen aufzulösen und zu verkleinern. Es können auch ohne Entgasung oder Aushärtung in einer Druckkammer hochwertige Prototypen erstellt werden; mit diesen zusätzlichen Methoden lassen sich jedoch nahezu perfekte Teile erzielen.
Wannenmethode
- Entgasen Sie die Komponenten A und B separat unter Vakuum, falls nötig.
- Vermischen Sie die Komponenten A und B sorgfältig. Die zwei Komponenten des Silikons werden normalerweise zu gleichen Anteilen vermischt. Lassen Sie die Mischung erneut unter Vakuum oder vorsichtig an der Luft entgasen.
Mischdüsenmethode
- Entgasen Sie die Komponenten A und B separat unter Vakuum, falls nötig.
- Füllen Sie jede Seite eines Epoxidharzkartuschensystems mit einer Komponente (A oder B) und nutzen Sie dazu unterschiedliche Spritzen. Indem Sie das Silikon weit oberhalb der Kartusche in einem dünnen Strahl eingießen, vermeiden Sie, dass neue Luft in das Silikon gemischt wird.
- Entgasen Sie die Komponenten A und B. Positionieren Sie die Kartuschen aufrecht und lassen Sie die Gase allmählich aus dem Silikon entweichen. Da die Komponenten A und B des Silikons getrennt bleiben, kann die Kartusche mehrere Tage im gefüllten Zustand verbleiben, bevor Sie sie benutzen.
Formpresswerkzeug
- Komponenten A und B gründlich mischen Mischen Sie gleiche Mengen der Komponenten A und B der Silikonmasse und kneten Sie sie von Hand. Der Silikonkautschuk beginnt nach 90 Sekunden auszuhärten, also sollten die Komponenten so kurz wie möglich geknetet werden, bis sie eine einheitliche Farbe aufweisen.
Formung des Silikons
Form zum Einspritzen, Umspritzung
Wannenmethode
- Füllen Sie die entgaste Silikonmischung in eine Spritze. Drehen Sie die Spritze anschließend um, sodass die Düse nach oben zeigt. Lassen Sie eventuelle Lufteinschlüsse nach oben steigen. Betätigen Sie den Spritzenkolben, um die Luft herauszulassen, und geben Sie auch eine kleine Menge Silikon ab, damit sicher keine Luftblasen in der Spritze bleiben. Setzen Sie die Spritze in den Anguss und füllen Sie die Form langsam, bis das Silikon aus den Lüftungsöffnungen austritt. Falls Ihr Modell über eine Auffangrinne verfügt, füllen Sie auch diesen Bereich der Form.
Mischdüsenmethode
- Setzen Sie die Epoxidharzpistole zusammen. Setzen Sie die Kartuschen in die Pistole ein und schrauben Sie die Mischdüse auf. Es ist hilfreich, etwas Flüssigkeit aus der Düsenspitze zu drücken, um sicherzustellen, dass das Epoxidharz ausreichend vermischt ist.
- Befüllen Sie die Form. Setzen Sie die Düse der Epoxidharzpistole in den Anguss und befüllen Sie die Form langsam, bis das Silikon aus den Lüftungskanälen austritt. Falls Ihre Form über eine Füllrinne verfügt, füllen Sie auch diese auf.
Druckkessel verwenden (optional)
- Optional können Sie die Form in einen Druckkessel setzen und den vom Silikonhersteller empfohlenen Luftdruck anwenden (z. B. ~ 30 psi). Dadurch schrumpfen in der Form eingeschlossene Luftblasen und das Material wird aus der Rinne in das Innere der Form gezwungen. Lassen Sie das Silikon je nach den Anweisungen des Herstellers unter Druck aushärten.
Formpresswerkzeug
- Silikon in die Form drücken Das Silikon sollte in beide Seiten der Form gedrückt werden und dabei alle Details und Vertiefungen ausfüllen. Überschüssiges Material wird an den Rändern der Form übertreten.
- Form zusammenpressen Die Form sollte senkrecht zur Trennlinie zusammengepresst werden. Die Oberflächen in Pressformen berühren sich erst dann vollständig, wenn Druck angewendet wird. Schließen Sie den Schraubstock behutsam, bis er sich nicht weiter schließen lässt. Der empfohlene Silikonkautschuk Castaldo Quick-Sil härtet in 20 Minuten vollständig aus.
Aushärtung des Silikons und Fertigstellung
Form zum Einspritzen, Umspritzung oder Formpressen
Die Aushärtezeit kann zwischen 10 Minuten und mehreren Stunden liegen, je nach der chemischen Zusammensetzung des Silikons.
- Ausrichtung der Form bestimmen Beim Schwerkraftgießen, wie in unserem Beispiel, kann die Form aufrecht ausgerichtet bleiben, ohne dass beim Aushärten des Silikons ein zusätzlicher Versiegelungsschritt nötig ist. Wird eine Form von einem Ende zum anderen gefüllt, würde das Silikon zurückfließen, wenn die gefüllte Form auf der Arbeitsfläche abgelegt wird. Es wird empfohlen, den Anguss nach dem Einfüllen mit Gewebeklebeband zu verschließen. Formpresswerkzeuge sollten während der Aushärtung in den Schraubstock gespannt bleiben.
- Silikonteil entformen und zuschneiden Ein gewisses Maß an Gratbildung entlang der Trennebene ist normal. Entfernen Sie zunächst ausgetretenes Silikon von der Außenseite der Form. Stemmen Sie die Form auf, indem Sie einen Schlitzschraubendreher oder ein anderes flaches Werkzeug in den Hebelpunkt einsetzen und es leicht drehen, um die Versiegelung aufzubrechen. Entnehmen Sie das Silikonteil vorsichtig und beachten Sie, dass Sie eventuell Silikon von den Lüftungskanälen abschneiden müssen. Nachdem Sie das Silikonteil aus der Form entnommen haben, schneiden Sie den Anguss und die Lüftungskanäle mit einer scharfen Rasierklinge oder einem Seitenschneider vom Teil ab. Verbleibende Unebenheiten können mit angefeuchtetem feinem Schleifpapier vorsichtig entfernt werden. Schließlich können Sie das Formteil mit Wasser und Seife abwaschen, um Rückstände von Schleifpapier und Formtrennmittel zu entfernen.
- Für den nächsten Guss vorbereiten Die Formen können mehrfach verwendet werden. Eventuell müssen Sie Lüftungsöffnungen mit einem spitzen Werkzeug säubern und/oder neues Formtrennmittel auftragen, bevor die Form wieder mit Silikon gefüllt werden kann. Es kommt häufig vor, dass sich unvollständig ausgehärtetes Silikon in der schmalen Lücke zwischen den Formhälften ansammelt. Dieses kann mit einem sauberen Tuch abgewischt werden.
- Design Es ist normal, einige Iterationen eines Formendesigns zu durchlaufen, nachdem der vollständige Arbeitsablauf getestet wurde. Einige mögliche Designänderungen sind z. B. die Vergrößerung der Verbindungsstellen oder deren Abstände, die Verschiebung von Ausrichtungsstiften, damit die umspritzten Objekte vollkommen fixiert sind, oder das Hinzufügen von Lüftungsöffnungen in Bereichen, die beim Befüllen zum Einschluss von Luftblasen neigen.

Dame Products verwendet 3D-gedruckte Formwerkzeuge für das Umspritzen.
Übergang vom Prototyping zur Produktion
Material der Form: Formwerkzeuge für die Produktion bestehen normalerweise aus zerspantem Aluminium oder Stahl.
Ausrichtungsstifte für die Umspritzung: Die Ausrichtungsstifte für das Umspritzen sind auf der Ebene der Haupttrennlinie der Form ausgerichtet und nicht senkrecht dazu. Sie sind außerdem darauf angelegt, in der Form aus- und wieder eingefahren zu werden, sodass eine Silikonschicht ohne Vertiefungen oder Löcher von Ausrichtungsstiften entsteht.
Formschrägen: Unsere Kunden empfehlen für Produkte aus Silikon Formschrägen von mindestens zwei Grad. Obwohl die Formen für Prototypen oder Kleinserienfertigung aus diesem Bericht auch tiefe Hinterschneidungen umsetzen können, müssen Silikonteile mit solchen Geometrien vorsichtig aus der Form gehebelt werden und ließen sich mit einem automatisierten Spritzgusssystem schwer replizieren.
Einrichtung des Spritzgusses: Formen zum Schwerkraftgießen sind für die Prototypenfertigung auf der Werkbank eine sehr zuverlässige Wahl. Bei schneller Massenproduktion befinden sich der Ein- und Auslass auf gegenüberliegenden Seiten der Form.
Silikonmaterialien: Die chemische Zusammensetzung des in der Produktion verwendeten Silikons ähnelt zwar den in diesem Whitepaper vorgestellten RTV-Materialien, doch sowohl flüssiger Silikonkautschuk (LSR) für den Spritzguss als auch HCR-Silikone für das Formpressen haben beim Einfüllen in die Form meist eine niedrige Temperatur und werden dann bei erhöhten Temperaturen ausgehärtet.
Silikon-3D-Druck Schritt für Schritt
Was wird benötigt?
Von Formlabs:
- Formlabs Silicone 40A Resin
- Kompatibler Formlabs-SLA-Drucker mit aktueller Firmware
- PreForm (aktuelle Software-Version)
- Kompatible Konstruktionsplattform
- Kompatibler Harztank
- Form Wash, Form Wash L oder Finish Kit
- Form Cure oder Form Cure L
Von Drittanbietern
- IPA (99 % oder höher): Zur Herstellung einer Waschlösungsmittelmischung zum Waschen von Teilen aus Silicone 40A Resin
- Essigsäure-n-butylester (Erwerb in den USA; Erwerb in der EU): Zur Herstellung einer Waschlösung für das Waschen von Teilen aus Silicone 40A Resin
- Becherglas (mindestens 500 ml groß): Um Teile aus Silicone 40A Resin während des Nachhärtungsschrittes in Wasser einzutauchen
- Febreze HD (optional): Zur Geruchsüberdeckung von Teilen aus Silicone 40A Resin
- 5-Liter-Glasgefäß (optional): Zur Aufbewahrung von Waschlösungsmittel und zum Waschen von Teilen aus Silicone 40A Resin, wenn kein Form Wash verwendet wird
- Ultraschall-Schneidemesser (optional): Zum Entfernen von Stütznoppen an Teilen aus Silicone 40A Resin
1. Design
1.1. Entwerfen Sie Ihre Teile unter Beachtung der Designrichtlinien für Silicone 40A Resin.
2. Druck
2.1. Datei importieren
Überprüfen Sie, dass Ihre Version von PreForm auf dem neuesten Stand ist, unter „Help“ (Hilfe) und „Check for Updates“ (Auf Updates prüfen) in der oberen linken Ecke. Importieren oder öffnen Sie Ihre Modelldatei, indem Sie sie in das PreForm-Fenster ziehen oder über „File“ (Datei) und „Open“ (Öffnen) in der oberen rechten Ecke.
2.2. Material auswählen
Wählen Sie Silicone 40A Resin aus, indem Sie auf den Kasten Printer Type (Druckertyp) im Menü Job Setup (Druckeinrichtung) auf der rechten Seite klicken. Wählen Sie „Silicone 40A“ aus dem Materialraster aus.
2.3. Ausrichtung
PreForm kann Teile anhand der bewährten Praktiken von Formlabs automatisch ausrichten. Um Ihr Teil automatisch auszurichten, wählen Sie es aus und klicken Sie auf der linken Seite des Fensters auf „Orientation“ (Ausrichtung). Klicken Sie dann auf „Auto-Orient Selected“ (Auswahl automatisch ausrichten).
Für die besten Ergebnisse können Sie das Teil mithilfe der roten, grünen und blauen Betätigungselemente, die es umgeben, manuell ausrichten. Richten Sie Teile nach Möglichkeit so aus, dass Bereiche, auf denen eine glatte Oberfläche besonders wichtig ist, von der Konstruktionsplattform abgewandt sind.
Drucken Sie nach Möglichkeit direkt auf der Konstruktionsplattform. Versuchen Sie, den Großteil der Masse des Teils so nah an der Konstruktionsplattform zu platzieren wie möglich, und richten Sie lange Teile parallel zur Vorderkante der Konstruktionsplattform aus.
2.4. Stützstrukturen hinzufügen
Um Stützstrukturen anhand der Materialeigenschaften automatisch zu generieren, wählen Sie Ihr Teil aus, wählen Sie Supports (Stützstrukturen) auf der linken Seite des Fensters und wählen Sie Auto-Generate All (Alle automatisch generieren).
Für optimale Ergebnisse empfehlen wir, automatisch generierte Stützstrukturen manuell zu bearbeiten oder Stützen manuell zu platzieren, bis das Teil ausreichend gestützt ist. Dies wird durch ein grünes Symbol neben der Anzeige „Supports“ (Stützstrukturen) im Menü „Job Setup“ (Druckeinrichtung) signalisiert. PreForm markiert Bereiche in Rot, die evtl. zusätzliche Stützen erfordern.
Wenn die Oberflächentextur oder die Nachbearbeitungszeit von Bedeutung sind, sollten Sie in Betracht ziehen, benutzerdefinierte Stützstrukturen in einer CAD-Software zu entwerfen. Richtlinien für das Hinzufügen von Stützstrukturen mit Sollbruchstellen finden Sie hier.
2.5. Layout
Legen Sie die Position Ihres Teils auf der Konstruktionsplattform fest, indem Sie klicken und ziehen, die roten, grünen und blauen Betätigungselemente um das Modell herum verwenden oder aber im Menü „Layout“ auf der rechten Seite des Fensters auf „Layout All“ (Alle positionieren) klicken. Es wird empfohlen, Teile in der Mitte der Konstruktionsplattform zu platzieren. Werden mehrere Teile gedruckt, lassen sich der Platz auf der Konstruktionsplattform und das Material optimal ausnutzen, wenn die Rafts überlappen.
2.6. An den Drucker senden
Senden Sie Ihren Druckauftrag an den Drucker, indem Sie auf die orangefarbene Schaltfläche „Upload Print“ (Druck hochladen) unten rechts klicken. Wenn die Dialogbox „Print“ (Drucken) sich öffnet, wählen Sie den Drucker aus, den Sie verwenden möchten.
2.7. Einrichten des Druckers
Schütteln Sie die Kartusche Silicone 40A Resin und setzen Sie sie ein. Wenn Sie eine neue Kartusche verwenden, achten Sie darauf, dass sich das Silikon-Beißventil richtig öffnet, indem Sie es unter Verwendung von Nitrilhandschuhen mit den Fingern zusammendrücken. Setzen Sie eine Konstruktionsplattform und einen kompatiblen Harztank in den Drucker ein.
Starten Sie den Druckauftrag durch Auswahl am Touchscreen des Druckers. Befolgen Sie alle Anweisungen oder Dialoge, die angezeigt werden.
Achtung: Für volle Konformität und Biokompatibilität erfordert Silicone 40A Resin einen eigenen Harztank und eine eigene Konstruktionsplattform. Verwenden Sie diesen Form Wash nur mit anderen biokompatiblen Kunstharzen von Formlabs.
3. Nachbearbeitung
3.1. Teil entnehmen
Um das Teil von der Konstruktionsplattform zu entfernen, schieben Sie das Ablösewerkzeug unter das Raft des Teils und drehen Sie es. Druckteile können im Form Wash auch direkt auf der Konstruktionsplattform gewaschen werden.
3.2. Waschen
Platzieren Sie das Teil in einem Form Wash, der mit einer Mischung aus 99%igem Isopropylalkohol (IPA) und Essigsäure-n-Butylester im Verhältnis 80/20 gefüllt ist. Waschen Sie die Teile nicht nur mit IPA oder Essigsäure-n-butylester. Verwenden Sie beim Waschen die empfohlene Einstellung für Silicone 40A Resin (20 Minuten).
Stellen Sie bei Modellen mit Hohlräumen oder internen Kanälen sicher, dass das flüssige Kunstharz gründlich aus allen internen Kanälen und Hohlräumen herausgewaschen wurde. Dies kann mit einer Spritze erzielt werden, die mit der Waschmischung für Silicone 40A Resin gefüllt ist. Lassen Sie die Teile vor dem Nachhärten vollständig trocknen.
3.3. Entfernen von Stützstrukturen
Um optimale Ergebnisse zu erzielen, entfernen Sie die Stützstrukturen nach dem Waschen, aber vor dem Nachhärten.
Ziehen Sie leicht an den Stützstrukturen, um diese zu entfernen. Bei dickeren Druckteilen kann das Abziehen der Stützen ausreichen. Bei dünneren Teilen sollten Sie die Nutzung von Seitenschneidern in Betracht ziehen oder mit einem scharfen Bastelmesser an der Teiloberfläche entlangfahren. Achten Sie dabei darauf, das Teil nicht zu beschädigen. Für höhere Präzision kann auch ein Ultraschallschneider verwendet werden.
3.4. Nachhärten
Härten Sie Ihr Teil nach, um optimale mechanische Eigenschaften zu erzielen. Tauchen Sie das Teil in einem Becherglas (oder einem anderen UV-transparenten Behälter) vollständig in Wasser ein und platzieren Sie den Behälter im Form Cure. Verwenden Sie die empfohlenen Einstellungen für Silicone 40A Resin (45 Min. bei 60 °C).
Überdecken Sie den Geruch von Silicone 40A Resin, indem Sie vor der Nachhärtung Febreze HD in das Wasser im Becherglas hinzugeben. Verwenden Sie pro 500 ml Wasser 12,5 g Febreze HD. Unbehandelt verliert sich der Geruch im Laufe der Zeit.
3.5. Zusätzliche Nachbearbeitung
Ein Rotationswerkzeug mit einem kleinen Schleifvlies-ähnlichen Drehkopf kann dazu verwendet werden, Stützspuren entweder vor oder nach der Nachhärtung abzuschleifen.
Vor dem Auftragen von Klebstoff sollte sichergestellt werden, dass das Teil gründlich gereinigt wurde, trocken ist und keine klebrigen oder staubigen Oberflächen aufweist. Formlabs empfiehlt die Verwendung einer Grundierung wie z. B. DOWSIL 1200 Series oder einer medizinischen Grundierung. Nachdem die Grundierung aufgetragen wurde, verwenden Sie einen Silikonklebstoff wie z. B. DOWSIL 734. Verwenden Sie keine Cyanacrylat-Klebstoffe, da diese spröde sind und eine Kruste auf dem Silikon hinterlassen.
Fallstudien von Kunden aus der Gesundheitsbranche
Direkter 3D-Druck mit Silicone 40A Resin

FINIS, Inc. ist auf die Entwicklung von Schwimm- und Wassersportausrüstung spezialisiert, einschließlich hochmoderner Hilfsmittel wie der intelligenten Schwimmbrille Smart Goggle Max.
FINIS, Inc., ein kalifornisches Unternehmen bekannt für seine innovative Schwimmausrüstung, legt das Augenmerk auf Qualität und Leistung, um den wechselnden Anforderungen von Schwimmsportler*innen aller Leistungsstufen gerecht zu werden. Das Produktentwicklungsteam unter der Leitung von Senior Designer David Beittel setzte für die Prototypenentwicklung ursprünglich Filament-3D-Druck ein, wünschte sich jedoch isotrope Teile mit mehr Detail. Aus diesem Grund wechselte es zum SLA-3D-Drucker Form 3+ und Silicone 40A Resin von Formlabs. Dieses Kunstharz erwies sich als unschätzbar wertvoll für die Umsetzung kurzfristiger Änderungen, den Druck funktionaler Prototypen über Nacht und die Verwirklichung von Eigenschaften, die den endgültigen Produktionsmaterialien nahekamen.
In der Vergangenheit hatte FINIS auf arbeitsintensiven Silikonguss in herkömmlichen Gussformen gesetzt, was lange Durchlaufzeiten zur Folge hatte. Mit der Einführung des Form 3+ und Silicone 40A Resin konnte das Team die Herausforderungen der Massenproduktion von Silikonteilen überwinden. Es gelang ihnen, in bloß acht Stunden Teile in Produktionsqualität herzustellen, und das zu nur 10 $ Stückkosten. Das bedeutet eine signifikante Einsparung im Vergleich zum ausgelagerten Urethanguss, der für gewöhnlich mit Kosten von über 1000 $ und drei Wochen Lieferzeit einhergeht. Die 3D-gedruckten Silikondichtungen hielten den ausgiebigen Wasserdichtigkeitstests im Schwimmbecken erfolgreich stand und wiesen eine Elastizität auf, die den endgültigen Produkteigenschaften äußerst nahekam. Silicone 40A Resin ist für FINIS, Inc. ein essenzielles Hilfsmittel geworden, um Designs zu iterieren und im gesamten Produktentwicklungsprozess eine optimale Leistung zu garantieren.
Spritzgussformen für das Prototyping beim Produktentwickler Glassboard
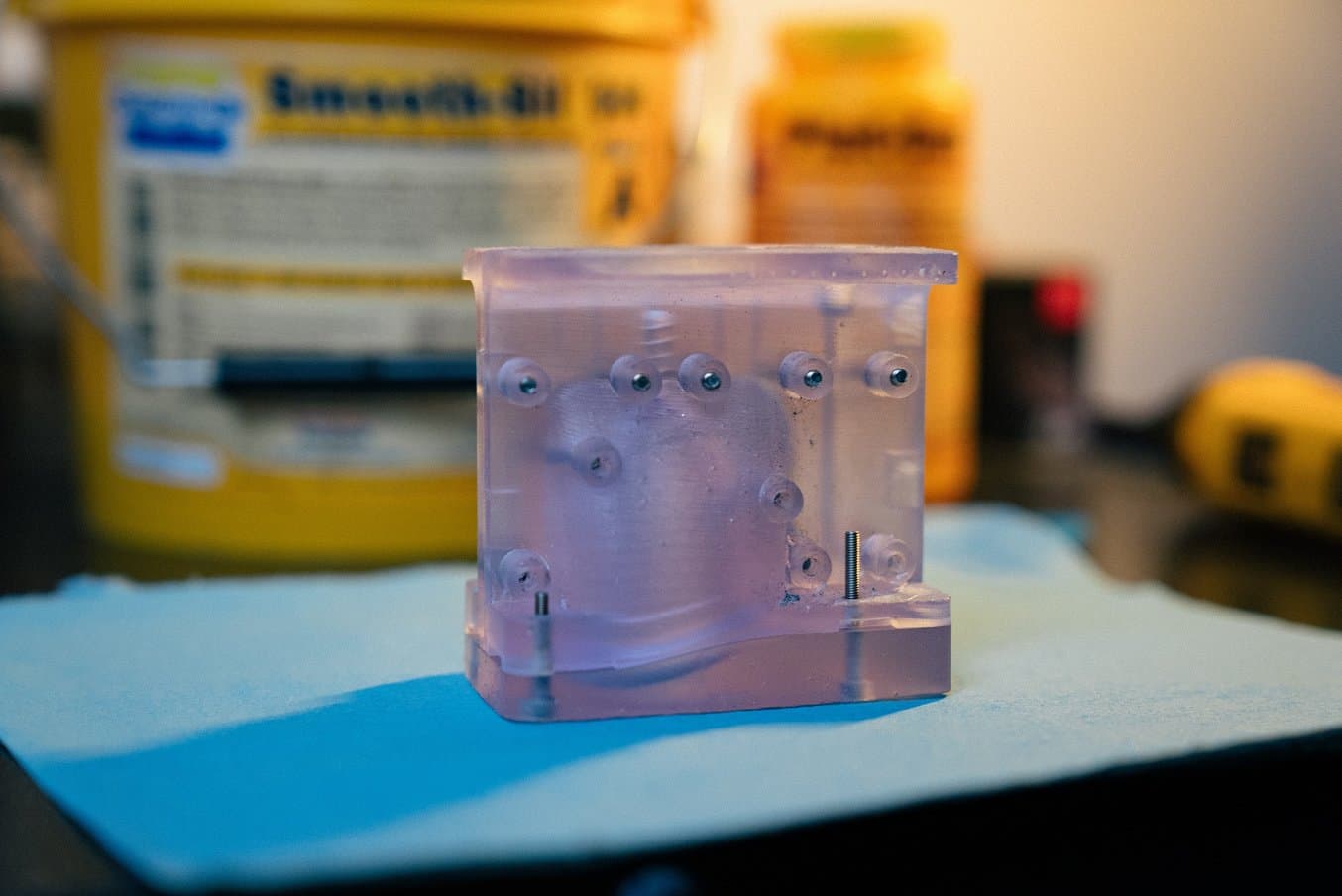
BioMed Clear Resin wird verwendet, um transparente Formen zu erstellen, die auf Luftblasen oder sonstige Mängel überprüft werden können.
Glassboard ist ein Beratungsunternehmen im Bereich Produktdesign mit Sitz in Indianapolis, USA. Das Designteam des Unternehmens nutzt Formen für den Silikonguss in einer Reihe von Prototypingprozessen, von Menstruationstassen aus Silikon über maßgefertigte Gummiummantelungen bis hin zu Dichtungen und O-Ringen. Dabei setzt Glassboard für gewöhnlich mehrteilige Formen ein, die zur Entnahme des Silikongusstiels demontiert und dann für weitere Güsse wiederverwendet werden können.
Das typische Formendesign bei Glassboard, wie es auch bei der Menstruationstasse von Sunny zum Einsatz kam, ist eine Spritzgussform, die zum Füllen der Form die Schwerkraft ausnutzt. Flüssiges Silikon wird durch eine Öffnung am oberen Ende der Form eingespritzt, läuft durch einen Kanal, über den es den Boden des Hohlraums erreicht, füllt diesen graduell bis oben hin auf und tritt durch dünne Lüftungsöffnungen am oberen Ende der Form aus.
Ein innovatives Merkmal im Formendesign von Glassboard ist eine Rinne am oberen Teil der Form. Solche Rinnen dienen dazu, überfließendes Silikon am Anguss und an der Entlüftung aufzufangen. Eine weitere Funktion der Rinne ist es, nach dem Befüllen zusätzliches Silikon in die Form einzulassen, um Hohlräume zu verdrängen, die durch kollabierende Luftblasen oder durch das Eindringen von Silikon in die schmale Fläche zwischen den Formblöcken entstehen.
Silikonumspritzung von Beta-Prototypen für Kunden bei Dame Products

Dame Products nutzt ein Umspritzungsverfahren zur Produktion von Beta-Prototypen mit eingeschlossener Hardware. Die Form ist aus Clear Resin 3D-gedruckt.
Dame Products ist ein Startup mit Sitz in Brooklyn, das Produkte für die Gesundheits- und Wellnessbranche entwirft. Zu seiner Produktreihe gehören ergonomisch geformte Objekte mit komplexen Geometrien, die vollständig von einer Schicht buntem, hautverträglichem Silikon ummantelt sind. Das Team führt Silikonumspritzung mit 3D-gedruckten Formen durch, um Beta-Prototypen für Kunden herzustellen.
Bei jedem 3D-gedruckten Formset handelt es sich um eine zwei- oder mehrteilige Spritzgussform mit Verankerungsvorrichtungen für kleine Einlegeteile im Inneren. Komponente A und B eines platinkatalysierten Flüssigsilikons werden im Verhältnis 1:1 in die zwei Seiten einer Epoxidkartusche gefüllt, die an einer Epoxidharzpistole mit einer Mischdüse befestigt wird. Durch diese innovative Methode werden die Komponenten des Silikons vermischt, während das Flüssigsilikon gleichzeitig graduell in die Form eingefüllt wird.
Das Ingenieurteam bei Dame Products kann an einem Tag Dutzende Prototypen umspritzter Geräte erstellen, indem es zwischen drei oder vier SLA-gedruckten Formen wechselt. Während der Silikonkautschuk eines Prototyps aushärtet, kann der nächste entformt und die Form wieder vorbereitet werden. Die Zuschneidung und Reinigung der Prototypen geschieht parallel. Wenn die Hardwareprototypen zurück zum Unternehmen gelangen, wird das Betagerät gebleicht, die dünne Silikonschicht entfernt und die interne Hardware dann für einen neuen Prototyp verwendet.
Umspritzte Greifer für die Endverwendung bei PSYONIC
PSYONIC ummantelt die Finger der Ability Hand durch Silikonumspritzung. Einige Formen beinhalten einen Einsatz aus Tough 2000 Resin, der den von Silikon einzuschließenden „Knochen“ in der Form verankert.
Das kalifornische Startup PSYONIC erfindet die Gliedmaßenprothetik neu, mit der ersten berührungsempfindlichen bionischen Hand. Das Team setzt den 3D-Druck als entscheidenden Fertigungsschritt für die Herstellung fast aller Komponenten des Medizinprodukts ein. Das umfasst auch mechanische Finger, die mithilfe einer SLA-3D-gedruckten Form mit Silikon umspritzt werden.
Die Formen werden hergestellt, indem das Team das Negativ einer Finger- oder Daumenform vom Formenblock subtrahiert und Einlässe und Lüftungsöffnungen für das Einspritzen von Zwei-Komponenten-Silikon mit Platinkatalysator einfügt. Die Form beinhaltet auch die strukturelle Komponente, also den „Knochen“ des Fingers, der mittels FDM-3D-Druck gefertigt wird.
Das Designteam von PSYONIC setzt jede Form Dutzende Male ein, bevor sie verschleißt – und wenn dies geschieht, kann die Form ganz einfach nachgedruckt werden und schon am nächsten Tag geht es mit dem Spritzguss weiter. Das Team betont außerdem den Kontrast zwischen Formlabs' Clear Resin und den Thermoplasten, die es zuvor für die Schmelzschichtung (FDM-3D-Druck) nutzte, und hebt hierbei vor allem den Qualitätssprung in der Oberflächenbeschaffenheit hervor. Silikon bildet jegliche Texturen oder Mängel im Hohlraum der Form ab, beispielsweise auch die beim 3D-Druck entstehenden Schichtlinien, weshalb die glatte Oberflächengüte der Kunstharze von Formlabs einen großen Vorteil darstellt.
Silikonspritzguss für individuelle Make-Up-Effekte bei Dreamsmith
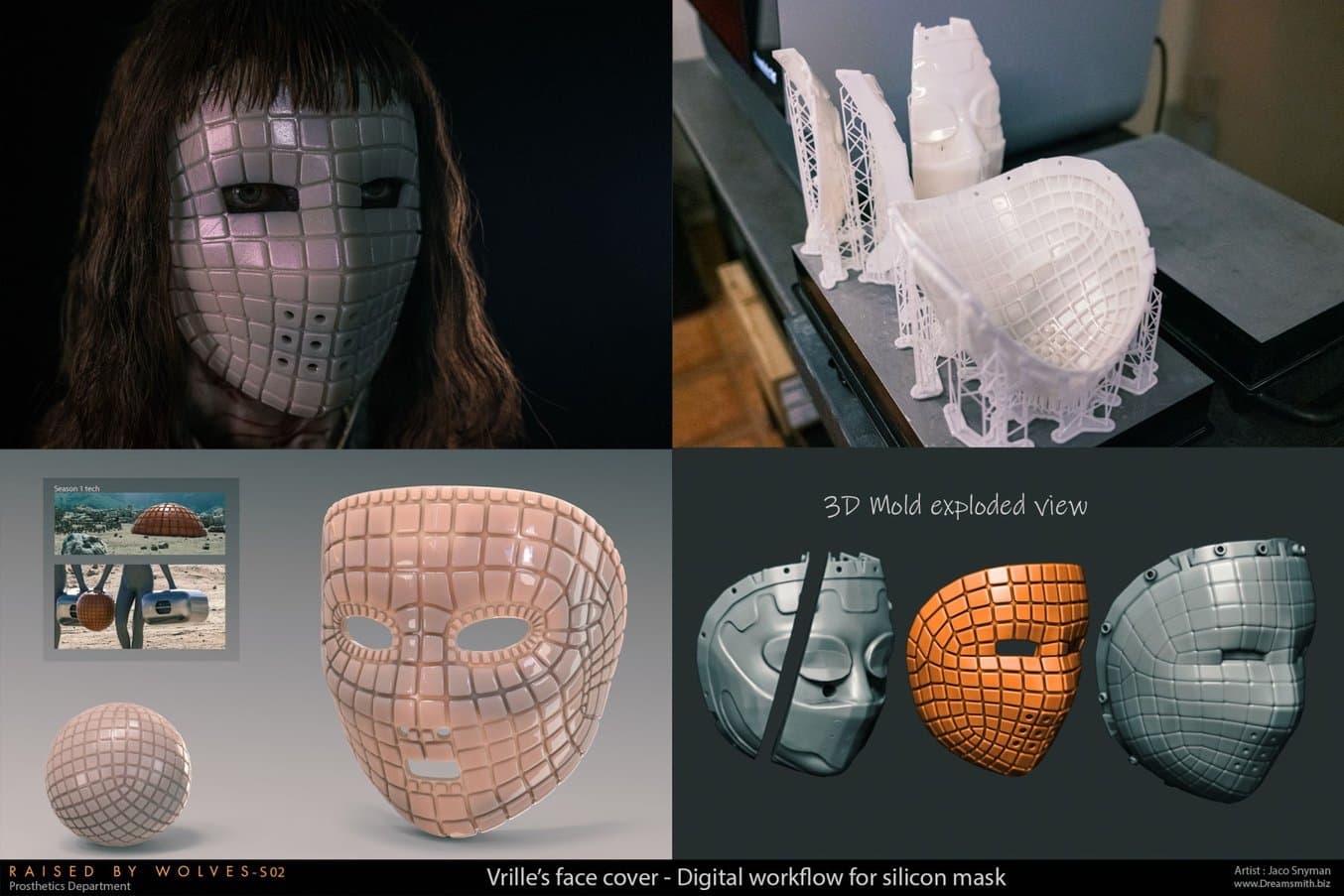
Um individuelle Requisiten und Make-Up-Effekte zu erschaffen, fertigt Dreamsmith Silikongussformen aus Rigid 10K Resin. Eine Seite der Form wird anhand von optischen Scandaten des Gesichts einer Schauspielerin entworfen.
Dreamsmith ist ein Unternehmen für Requisiten und Make-Up-Effekte mit Sitz in Südafrika. Das Team hat an Designs für erfolgreiche Serien wie Raised by Wolves gearbeitet, wo für einen bestimmten Effekt eine Gesichtsmaske aus Silikon benötigt wurde, die über eine stark geometrische Außenseite verfügte und deren Innenseite an das Gesicht der Schauspielerin angepasst sein musste.
Mit dem Form 3L druckte das Team eine Form, die für die Innenseite auf optischen Scandaten des Gesichts der Schauspielerin beruhte und auf der anderen Seite ein scharfkantiges, geometrisches Kachelmuster abbildet. Obwohl die Designs von Dreamsmith sich recht stark von anderen Beispielen des Produktdesigns in diesem Dokument unterscheiden, war das Team in Sachen Material oft mit den gleichen Problematiken konfrontiert, wie etwa der Kompatibilität des Formenbaumaterials mit hautverträglichem platinkatalysierten Silikon. Letztendlich entschied sich das Team wegen seiner hohen Präzision für Formlabs' Rigid 10K Resin.
Verlorene Formen für patientenspezifische Medizinprodukte von Cosm

Cosm nutzt eierschalenartige verlorene Formen, um maßgefertigte Medizinprodukte aus Silikon herzustellen. Die dünnwandige Form wird aus BioMed Amber Resin 3D-gedruckt.
Cosm ist ein Hersteller von Medizinprodukten, der mithilfe von patientenspezifischen Silikonpessaren die Behandlung von Gebärmuttersenkung revolutioniert – einer weit verbreiteten, aber häufig vernachlässigten Erkrankung. Die Behandlung mit Pessaren ist ein nicht-operativer Ansatz, bei dem durch einen ärztlichen Eingriff ein kleines Stützelement unterhalb der Gebärmutter eingesetzt wird. Bei standardisierten Designs erfolgt die Passung jedoch durch Ausprobieren, sodass die Behandelten häufig aufgeben und die Behandlung abbrechen, bevor sie die richtige Passung gefunden haben.
In der Herangehensweise von Cosm wird anhand von Daten aus einer neuartigen Ultraschalltechnik ein maßgefertigtes Pessar entworfen, das an die individuelle Patientenanatomie angepasst ist. Das Team von Cosm stützte sich auf SLA-3D-Drucker von Formlabs, um Werkzeug für den Silikonguss herzustellen. Es entwickelte eine eierschalenartige, konturnahe Form, die mit medizinisch geprüftem Silikon gefüllt und schließlich vom Gussteil abgebrochen wird, um das fertige patientenspezifische Silikonimplantat freizugeben. Die Formen werden aus BioMed Amber Resin auf dem Form 3B 3D-gedruckt.
Jetzt einsteigen in die Herstellung von Medizinprodukten aus Silikon
Die Anwendungen für Silikon sind vielfältig und reichen von Rapid Prototyping, Beta-Tests und Validierungsphasen in der Produktentwicklung bis hin zur kosteneffizienten Fertigung von Endverbrauchsteilen in kleinen Stückzahlen oder kundenindividueller Fertigung. Mit dem Formlabs-Ecosystem drucken Sie Teile aus Silicone 40A Resin für die Fertigung von Medizinprodukten, patientenindividueller Prothetik, audiologischen Komponenten und für die Umsetzung von komplexen Geometrien, die mit herkömmlichen Methoden nur schwer zu fertigen sind.
Haben Sie Fragen über die Nutzung von SLA-3D-Druck zur Herstellung von Silikonteilen oder über die Wahl der richtigen 3D-Drucklösung für Ihr Unternehmen? Dann buchen Sie eine Beratung mit einem Mitglied aus Formlabs' Expertenteam und lassen Sie sich all Ihre Fragen beantworten. Fordern Sie einen kostenlosen Probedruck an, um die 3D-Druckmaterialien von Formlabs mit eigenen Augen zu erleben.