Anmerkung:
Formlabs hat dieses Material aus dem Programm genommen und bietet es nicht mehr zum Kauf an. Informationen zu anderen Formlabs-Materialien finden Sie unter Auswahl des richtigen Materials.

Anmerkung:
Formlabs hat dieses Material aus dem Programm genommen und bietet es nicht mehr zum Kauf an. Informationen zu anderen Formlabs-Materialien finden Sie unter Auswahl des richtigen Materials.
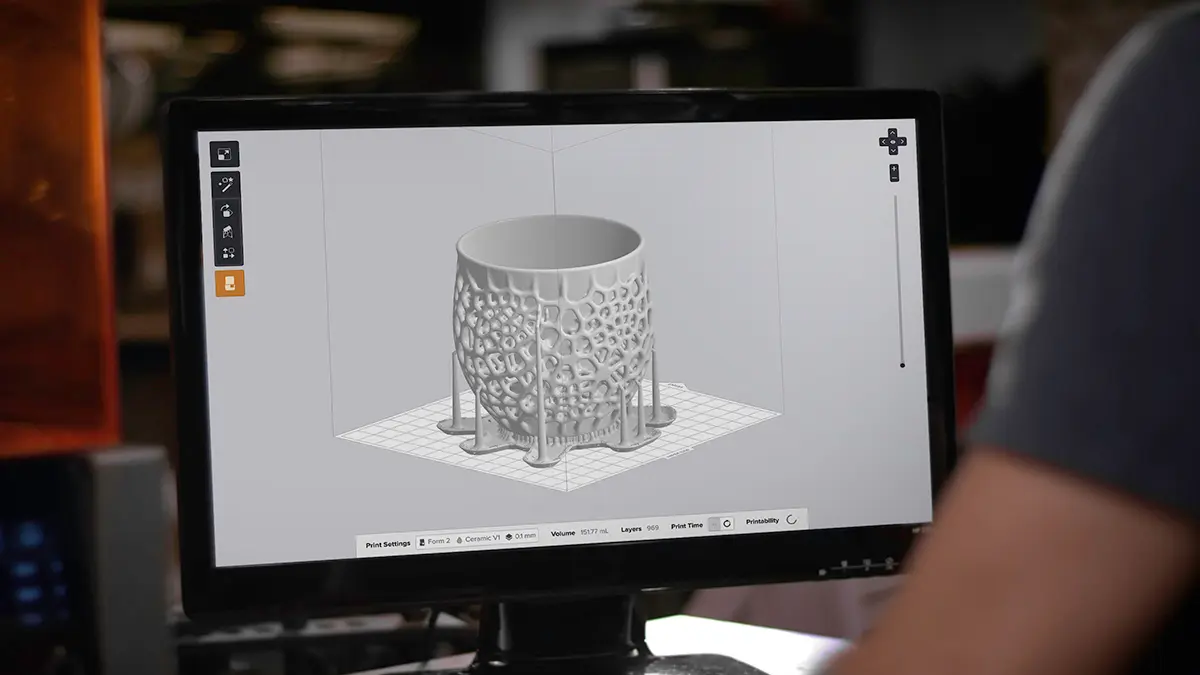
Lesen und befolgen Sie den Ceramic Resin V1 Verwendungs- und Designleitfaden, um erfolgreich mit Ceramic Resin V1 zu drucken.
Anmerkung:
Um mehr über die Leistung oder spezifische Materialeigenschaften von Ceramic Resin V1 zu erfahren, lesen Sie bitte das Sicherheitsdatenblatt (SDS) und das Technische Datenblatt (TDS). Beziehen Sie sich primär auf das SDB zu den Themen Sicherheit und Handhabung von Formlabs Materialien.
Tipp:
Teile müssen oft mehrmals skaliert werden, um nach dem Brennen die gewünschten Abmessungen zu besitzen.
Druckteilvolumen
Maximum: 100 ml
Gebrannte Wandstärke
Minimum: 2 mm
Ideal: 3–6 mm
Maximum: 10 mm
Bei dünnen Wänden und Details ist möglicherweise auch eine Wandstärke von weniger als 2 mm ausreichend.
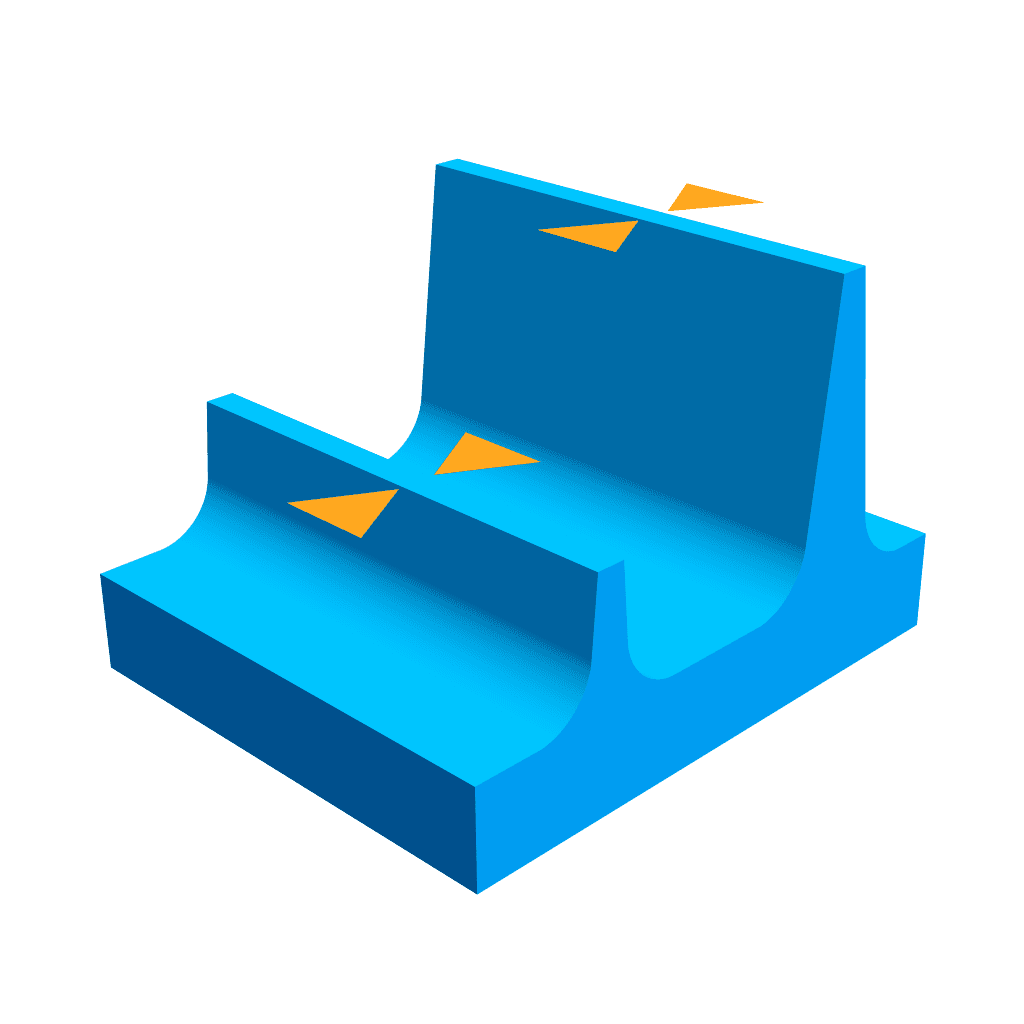
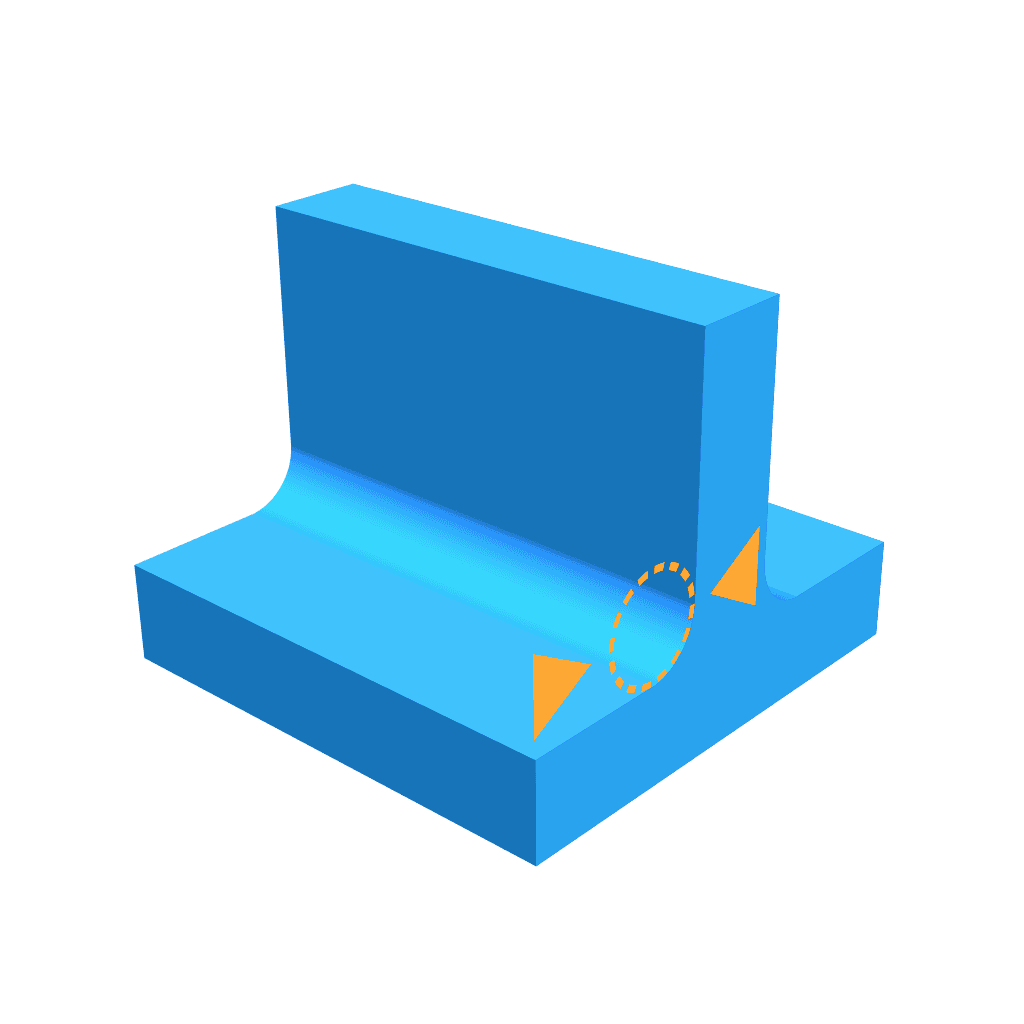
Abrunden
Runden Sie innenliegende Kanten ab, um Spannungskonzentrationen zu vermeiden und das Risiko von Rissen zu verringern:
Minimum: Abrundungsradius 1 mm
Ideal: 2 mm oder mehr
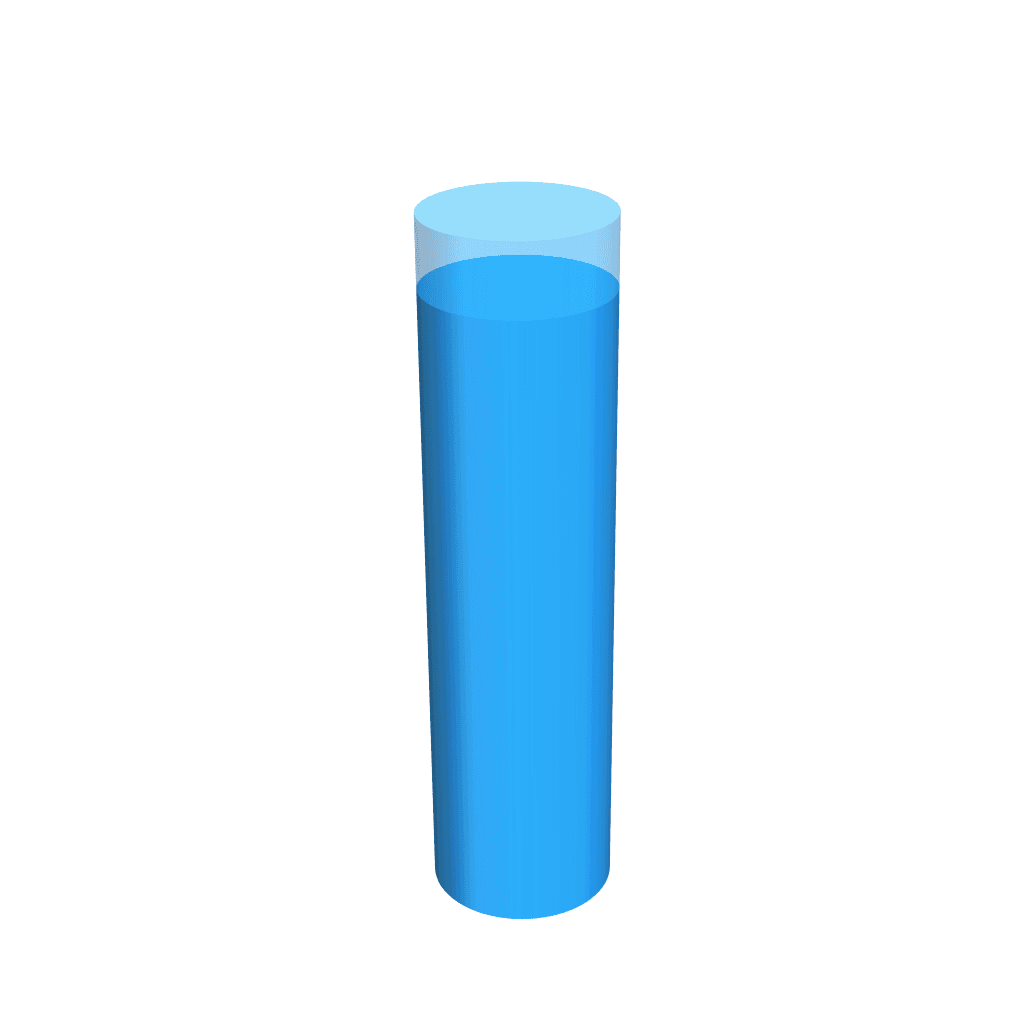
Z-Schrumpfung
Während des Brennens schrumpfen die Teile entlang der gedruckten Z-Achse stärker als entlang der XY-Achse, da die Konzentration der Keramikpartikel zwischen den Schichten geringer ist. Wenn ein Modell in einem Winkel gedruckt wird, führt dies beim Brennen zu einem Schräglauf-Effekt. Um den Effekt ungleichmäßigen Schrumpfens zu korrigieren, skalieren Sie das Modell mit dem Werkzeug Z-Skalierungsfaktor in PreForm vor. Die Form des Teils wird sich beim Brennen korrigieren.
Allgemeine Schrumpfung
Das Schrumpfen wird durch das Sintern verursacht und verleiht Ceramic Resin V1 seine Festigkeit, indem es die Dichte des Teils erhöht. Die allgemeine Schrumpfung erfolgt gleichmäßig über das gesamte Teil, und die Teile schrumpfen während des Sinterns um etwa 15 %. Nachdem Sie den Z-Skalierungsfaktor eingestellt haben, verwenden Sie das Werkzeug Size (Größe) in PreForm, um die Scale (Skalierung) auf 1,15 einzustellen, um die Schrumpfung zu berücksichtigen.

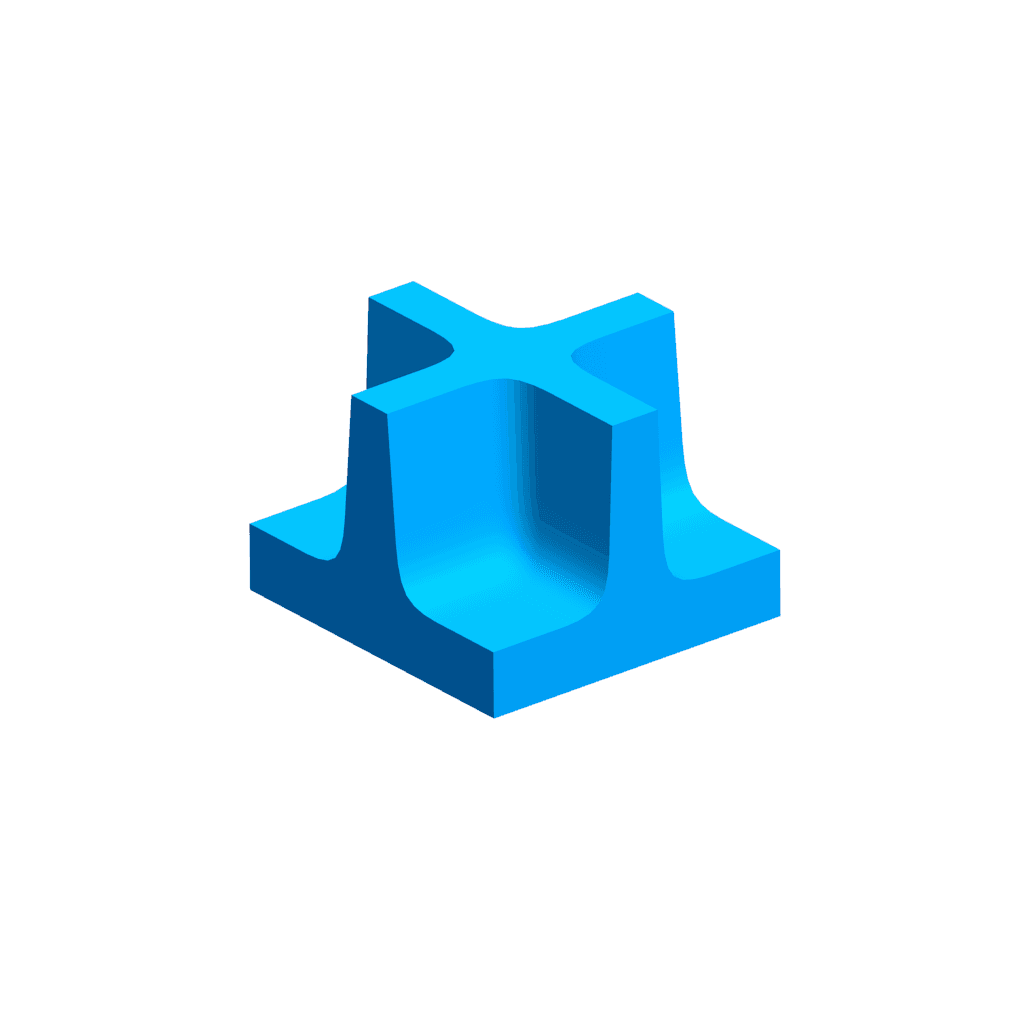
Selbsttragende Strukturen
Keramikpartikel können sich während des Sinterns bewegen, was bedeutet, dass die Form des Modells durch die Schwerkraft beeinflusst wird. Selbsttragende Strukturen behalten ihre Form, aber nicht gestützte Überhänge neigen zum Absacken oder Kollabieren. Entwerfen Sie Strukturen, die sich selbst tragen, um das Volumen der Stützstrukturen zu minimieren und ein Absacken beim Brennen zu verhindern.
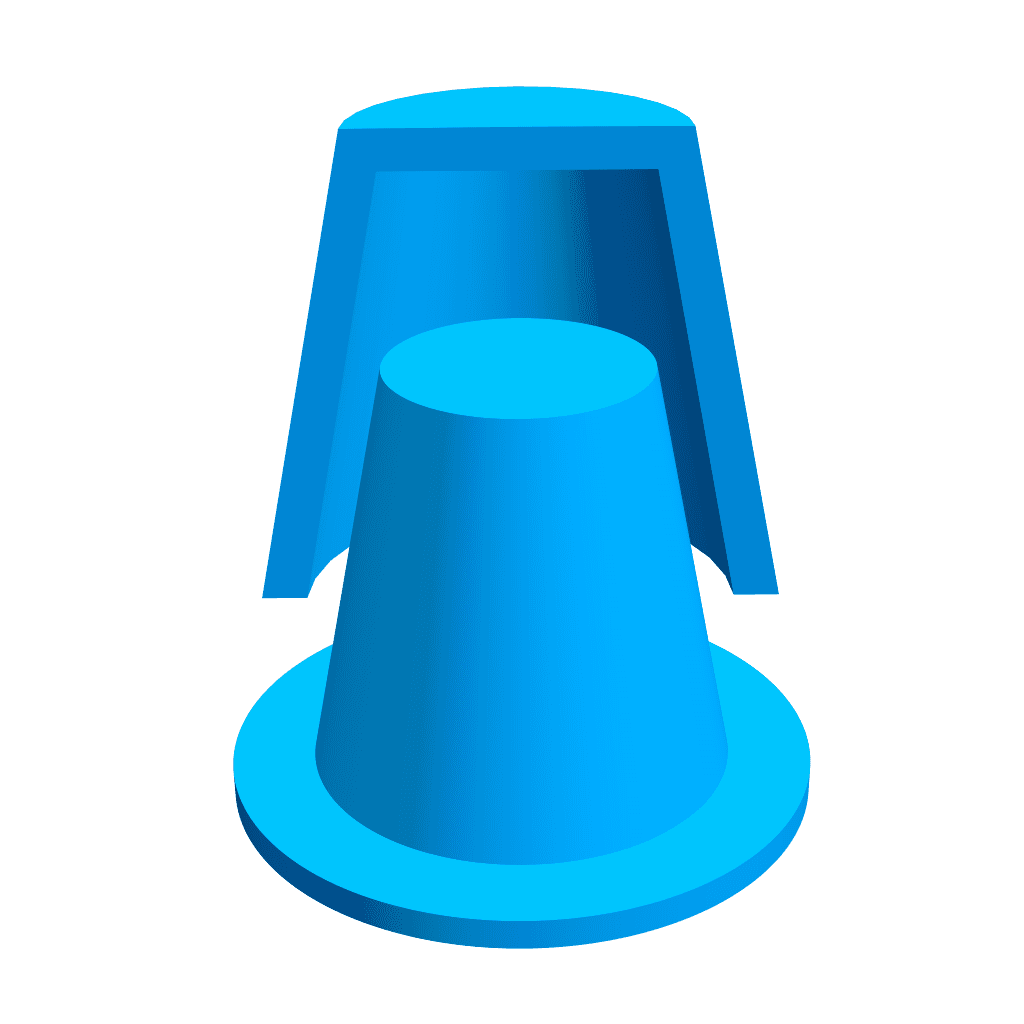
Ungestützte Strukturen
Nicht gestützte Strukturen wie Überhänge und Brücken sind oft unvermeidbar. Es gibt zwei Möglichkeiten, den potenziellen Absackungseffekt zu kontrollieren: Drucken Sie individuelle Setzrahmen. Setzvorrichtungen sollten so konstruiert und ausgerichtet sein, dass sie sich in die gleiche Richtung wie das Teil zusammenziehen. Brand an Stützen.
Weitere Ressourcen