Nota:
Formlabs ha retirado este material y ya no está disponible para su compra. Para obtener información sobre otros materiales de Formlabs, visita Selección de la resina adecuada.

Nota:
Formlabs ha retirado este material y ya no está disponible para su compra. Para obtener información sobre otros materiales de Formlabs, visita Selección de la resina adecuada.
Aviso:
Para evitar dañar el equipo, comprueba la tabla de compatibilidad de los tanques de resina en Elección del material adecuado para confirmar que estás utilizando un tanque de resina compatible con este material.
El proceso de trabajo para la PU Rigid 650 Resin es más complejo que para otros materiales de SLA de Formlabs. Formlabs recomienda adquirir suministros adicionales de terceros para garantizar el éxito de la impresión con resinas de poliuretano.
El poliuretano se utiliza por su excelente atenuación del ruido, su resistencia química y sus propiedades físicas. Normalmente, las piezas de poliuretano se fabrican mediante fundición o moldeo por inyección-reacción. La PU Rigid 650 Resin se ha desarrollado con una química híbrida que le permite ser compatible con las impresoras SLA de Formlabs.

Las piezas impresas con la PU Rigid 650 Resin tienen una resistencia al impacto extremadamente alta y las propiedades físicas del poliuretano, que son ideales para aplicaciones de uso final que estarán expuestas a condiciones exigentes.
La PU Rigid 650 Resin y PU Rigid 1000 Resin se ha evaluado como producto en contacto con la piel de acuerdo con la norma ISO 10993-1.
Nota:
Para saber más sobre el rendimiento o las propiedades específicas de la PU Rigid 650 Resin como material, consulta la ficha de datos de seguridad (FDS) y la ficha técnica. Consulta siempre las FDS como fuente principal de información para entender la seguridad y el manejo de los materiales de Formlabs.
Se recomienda para:
No se recomienda para:
La PU Rigid 650 Resin se imprime con alturas de capa de 50 micras y 100 micras.
Comparación con otros materiales
La siguiente tabla presenta una comparación de las propiedades más importantes de los materiales:
| PU Rigid 650 Resin | PU Rigid 1000 Resin | |
|---|---|---|
| Resistencia máxima a la tracción (MPa) | 34 ± 3,4 | 35 ± 3,5 |
| Módulo de tracción (GPa) | 0,67 ± 0,06 | 0,92 ± 0,09 |
| Elongación a rotura (%) | 170 ± 17 | 80 ± 8 |
| Resistencia a la flexión (MPa) | 22 ± 1,1 | 32 ± 1,6 |
| Módulo de flexión (GPa) | 0,57 ± 0,03 | 0,75 ± 0,03 |
| Resistencia al impacto Izod (J/m) | 375 | 170 |
| Temperatura de deflexión bajo carga (HDT) a 1,8 MPa (°C) | 59 | 64 |
| Temperatura de deflexión bajo carga (HDT) a 0,45 MPa (°C) | 82 | 79 |
Para saber más sobre las propiedades de las resinas de Formlabs, consulta el directorio de archivos de propiedades de materiales.

Materiales necesarios
Fabricados por Formlabs:
Fabricados por terceros:
Resumen del proceso de trabajo
Aviso:
Lee la guía de uso de la PU Rigid 650 Resin y sigue las recomendaciones de Formlabs para obtener resultados uniformes y de alta calidad.
El proceso de trabajo para la PU Rigid 650 Resin es más complejo que para otros materiales de SLA de Formlabs. Formlabs recomienda adquirir suministros adicionales de terceros para garantizar el éxito de la impresión con resinas de poliuretano.
Formlabs recomienda utilizar un armario secador para contar con un mejor control del clima y la humedad durante la impresión y el almacenamiento de la PU Rigid 650 Resin y la PU Rigid 1000 Resin.
Existen múltiples procesos de trabajo posibles para imprimir con una PU Rigid 650 Resin de Formlabs, en función de tus necesidades y de los recursos disponibles. Puedes imprimir con un armario secador o en condiciones ambientales y también puedes imprimir utilizando la dispensación automática de resina (como con otras resinas de Formlabs) o llenando manualmente tu tanque de resina (no disponible en la Form 2).
| Flujo de trabajo | Método | Ventajas | Consideraciones | Cuándo usarlo |
|---|---|---|---|---|
| Recomendado | Rellenado automático en armario de secado | Mejores resultados y flujo de trabajo sencillo | Requiere armario de secado | Impresión frecuente con la PU Rigid 650 Resin |
| Bajo coste | Rellenado automático en condiciones ambientales | Bajo coste y sencillo | Vida útil corta | Impresión en condiciones ambientales |
| Modificado | Dispensación manual en armario de secado | Prolonga la vida útil de la resina | Requiere armario de secado y puede ser necesario un ajuste preciso | Impresión intermitente o impresión repetida de la misma pieza |
Nota:
Si decides utilizar el proceso de trabajo Recommended (Recomendado) o Modified (Modificado), puedes dejar la impresora en el armario secador cuando imprima con otras resinas. Todas las resinas de Formlabs pueden imprimirse con éxito en condiciones de baja humedad.
Tiempo de empleo útil
La PU Rigid 650 Resin es sensible al calor y a la humedad. Se envía en una botella de aluminio con un cartucho de resina vacío. Una vez abierta la botella de aluminio, el tiempo máximo de almacenamiento de la resina es de aproximadamente un mes.
Cuando la resina se vierte en un cartucho o tanque, la exposición prolongada a la humedad del aire comienza a curarla, y su viscosidad aumenta hasta que ya no es posible imprimir con ella. El periodo en el que la viscosidad de la resina se encuentra dentro de un intervalo de impresión viable en el depósito o cartucho de resina se denomina vida útil.
| Humedad relativa | Vida útil de la resina en el depósito |
|---|---|
| 45 % | 24 horas |
| 30 % | 2 días |
| 15 % | 3 días |
| 5 % | 7 días |

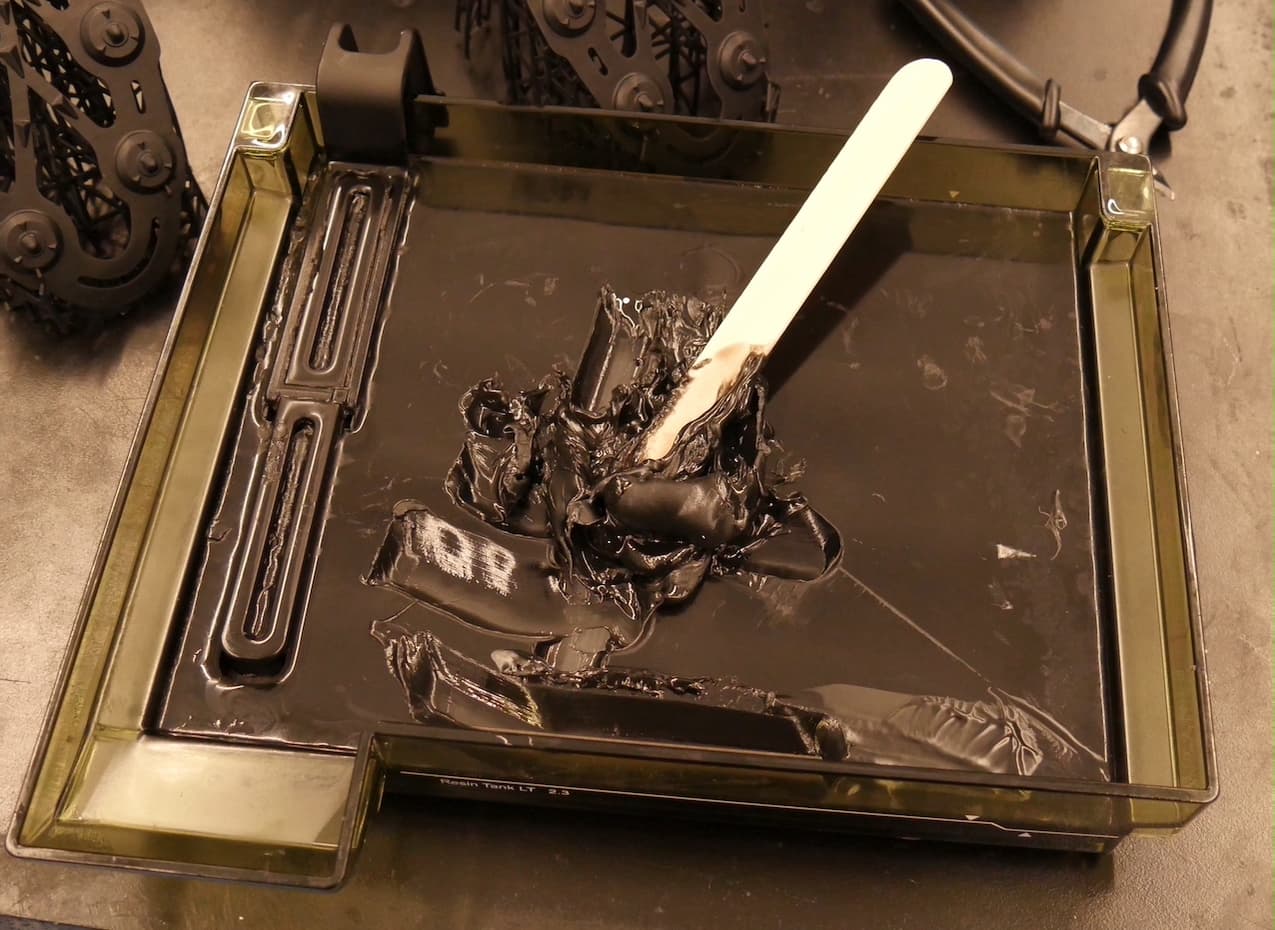
Izquierda: PU Rigid 650 Resin que aún es viable. Derecha: PU Rigid 650 Resin que ya no es viable.
Para determinar si la PU Rigid 650 Resin que está en un tanque de resina es utilizable, arrastra una espátula u otra herramienta plana y roma por el fondo del tanque. Si la resina se vierte en el hueco dejado por la herramienta, sigue siendo utilizable. Otra opción es utilizar un viscosímetro de copa Zahn n.º5 para determinar si la viscosidad de la resina supera los 2000 cP. Cambia la resina del tanque de resina o añade resina nueva del cartucho de resina si la viscosidad supera los 2000 cP.
Preparación para imprimir con la PU Rigid 650 Resin
Antes de iniciar una impresión, prepara la resina y la impresora.
Si tienes previsto imprimir utilizando el relleno automático, llena el cartucho de resina:

Si utilizas el proceso de trabajo recomendado o modificado, instala tu impresora en tu armario de secado:
Impresión con la PU Rigid 650 Resin
Aviso:
Para evitar dañar el equipo, comprueba la tabla de compatibilidad de los tanques de resina en Elección del material adecuado para confirmar que estás utilizando un tanque de resina compatible con este material.
Instala o actualiza PreForm y, a continuación, configura la próxima impresión.
Cómo preparar un modelo para su impresión en PreForm:
Aviso:
Las piezas impresas con las resinas Polyurethane se adhieren con fuerza a la base de impresión. Formlabs recomienda imprimir todas las piezas sobre soportes para facilitar su retirada de la base de impresión y reducir los daños accidentales en la pieza durante su retirada.
Lavado
Aviso:
Lee la guía de uso de la PU Rigid 650 Resin y sigue las recomendaciones de Formlabs para obtener resultados uniformes y de alta calidad.
La Form Wash y la Form Wash L agitan el baño de disolvente y retiran las piezas del baño después de un tiempo determinado. Lava las piezas impresas en la base de impresión para evitar daños. Lava las piezas en PGDA durante dos minutos y utiliza aire comprimido para eliminar el disolvente de las piezas. Repite la operación si es necesario.
Retira las piezas de la plataforma de construcción después de lavarlas en PGDA. Desliza con cuidado una herramienta de extracción o un cuchillo raspador bajo el borde biselado de la balsa. Tira con suavidad para separar las piezas de la base de impresión. Limpia el exceso de resina líquida de la base de impresión con una botella con pulverizador llena de PGDA o alcohol isopropílico.
Consejo:
Imprime con una Build Platform 2, cuya superficie de impresión permite retirar las piezas con facilidad. También puedes calentar suavemente la base de impresión con un secador de pelo o un dispositivo similar para facilitar la retirada de las piezas.
Las piezas se pueden sumergir en un baño de acetato de n-butilo durante no más de 15 segundos para acelerar la evaporación del PGDA. Utiliza aire comprimido para eliminar el exceso de acetato de n-butilo de las piezas. No utilices una cubeta de la Form Wash para el baño de acetato de n-butilo, ya que no se ha probado con altas concentraciones del disolvente.
Coloca las piezas sobre papel sulfurizado o una superficie antiadherente similar en condiciones ambientales durante al menos 24 horas para permitir que todo el PGDA restante se evapore. Asegúrate de que todo el disolvente se seque antes del poscurado, ya que puede afectar al acabado de la superficie.
Aviso:
Las resinas de poliuretano no deben lavarse con alcohol isopropílico, que puede reaccionar con las piezas impresas y degradar las propiedades del material.
Requisitos de poscurado
La PU Rigid 650 Resin se debe poscurar en una cámara de curado de humedad. Para más información sobre los suministros de terceros recomendados, consulta el artículo de asistencia Herramientas y suministros recomendados (resinas de poliuretano).
El ciclo de poscurado de la PU Rigid 650 Resin es más largo que el de otras resinas SLA de Formlabs. El tiempo de poscurado depende del grosor de la pieza.
Formlabs recomienda poscurar la mayoría de las piezas sin soportes. Los soportes son más difíciles de eliminar si están poscurados. Sin embargo, debido a la baja resistencia del material cuando no está poscurado y a las elevadas temperaturas de poscurado, algunas geometrías son propensas a combarse o deformarse ligeramente antes de que el material esté completamente curado. Las piezas con este tipo de geometrías se deberían poscurar sobre soportes.

Para realizar el poscurado de piezas impresas con la PU Rigid 650 Resin de Formlabs:
Nota:
Algunos hornos de humedad Anova Precision se deben calibrar para alcanzar la temperatura y la humedad deseadas. Controla la temperatura y la humedad del interior del horno con un termómetro y un sensor de humedad. Ajusta los controles del horno según sea necesario para alcanzar una lectura de 46 ºC y 70 % de humedad relativa en su interior.
| Tiempos de poscurado a 46 ºC y 70 % de humedad relativa | ||
|---|---|---|
| Grosor de la pieza | PU Rigid 650 | PU Rigid 1000 |
| 2 mm | 3 días | 3 días |
| 3 mm | 3 días | 4 días |
| 6 mm | 4 días | 5 días |
| 9 mm | 12 días | 9 días |
| 12 mm | ~14 días | ~14 días |
Entre impresiones
Realiza el mantenimiento de tu tanque de resina y vigila la calidad del PGDA entre impresiones para asegurar un proceso de trabajo satisfactorio y repetible.
Limpieza del tanque de resina
Antes de continuar imprimiendo, Formlabs recomienda comprobar si hay resina curada o restos en el interior del tanque de resina que puedan interferir en las impresiones posteriores. Consulta las instrucciones para inspeccionar el interior del tanque de resina en una Form 3, Form 3+, Form 3B, Form 3B+ y en una Form 2.
Sustitución o reciclaje del PGDA
El disolvente PGDA acabará saturándose de partículas de resina solidificada debido al curado de la resina y dejará de ser eficaz para lavar tus piezas. Formlabs recomienda sustituir el disolvente de PGDA cuando empieces a notar que quedan pequeñas partículas de resina curada en tus piezas después del lavado. En general, esto empieza a ocurrir después de imprimir y lavar las piezas utilizando 10 litros de resina o después de varias semanas de uso del disolvente en una Form Wash.
Puedes reemplazar tu PGDA saturado de resina por PGDA nuevo. Otra opción es filtrar las partículas de resina solidificada para separarlas del PGDA y reutilizar el disolvente. Para filtrar tu PGDA:
Aviso:
No viertas resina líquida o parcialmente curada en desagües ni la deseches con la basura doméstica. No viertas diacetato de propilenglicol (PGDA) que contenga resina disuelta en desagües ni lo deseches con la basura doméstica. Los métodos seguros y apropiados para desechar el PGDA usado varían según donde te encuentres.
Recursos adicionales