
Moulage à cire perdue industriel
Moulage à cire perdue industriel
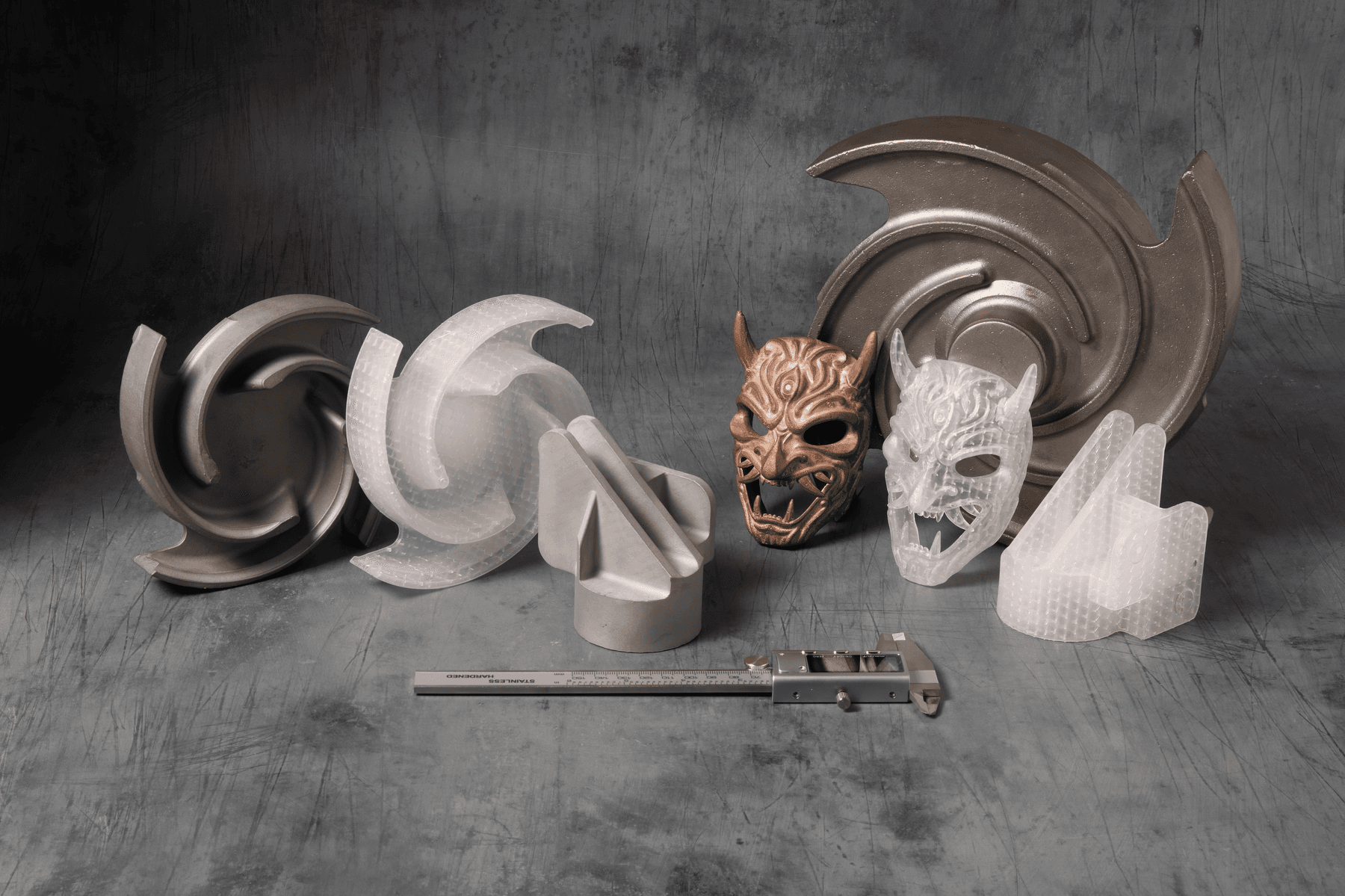
Le moulage à la cire perdue industrielle, également connu sous le nom de moulage à la cire perdue, est un procédé de fonderie polyvalent pour la production de pièces métalliques aux formes complexes. Ce procédé s’étend à presque tous les secteurs et est utilisé pour produire des pièces métalliques de haute qualité et de grande intégrité. La coulée à cire perdue permet de produire des géométries qui ne peuvent être fabriquées d’aucune autre manière et avec une finition de surface élevée.
La coulée à la cire perdue comprend généralement trois étapes principales :
- Création d’un modèle consommable, souvent par moulage par injection de cire à l’aide d’outils métalliques.
- Réalisation d’un moule en céramique non permanent à partir de ce modèle.
- Coulage ou versement de métal liquide à l’intérieur du moule en céramique.
La coulée à la cire perdue peut être coûteuse, en particulier pour les productions de faible volume. L’impression 3D du modèle sacrificiel est apparue comme une alternative rentable et efficace à la création de moules en cire, permettant des délais d’exécution plus rapides et des prix compétitifs. Avec l'impression 3D SLA, les modèles peuvent être créés en une journée, car la fabrication d'outils n'est plus nécessaire. Elle nécessite très peu d'équipement et permet d'économiser le temps nécessaire à l'usinage CNC, ce qui permet au personnel qualifié de se concentrer sur des tâches plus importantes.
Matériaux recommandés par Formlabs
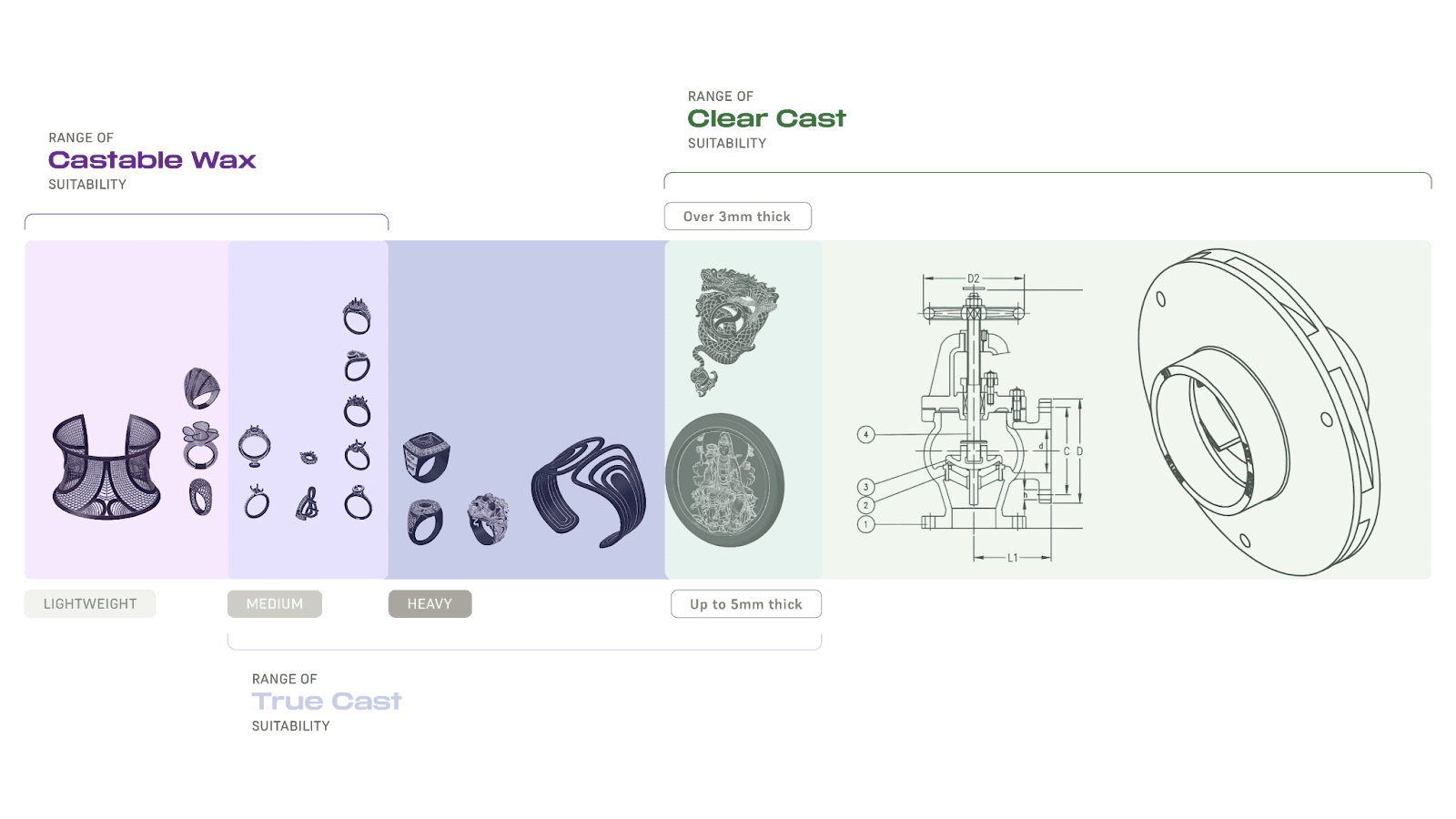
Formlabs recommande vivement d’utiliser Clear Cast Resin pour le moulage à la cire perdue industriel. Clear Cast Resin est un matériau sans antimoine, à faible teneur en cendres (<0,02 %), qui a démontré sa capacité à répondre aux exigences en matière de précision dimensionnelle, de qualité de surface et de coût par pièce pour un large éventail d’applications.
Lors du choix d’une résine de moulage, il convient de tenir compte des propriétés des matériaux de moulage. Pour les petites pièces ou le filigrane, utilisez Castable Wax Resin. Pour les bijoux lourds ou de taille moyenne, ou les petits composants techniques, utilisez True Cast Resin. Pour les fonderies à modèle perdu de plus grande taille, utilisez Clear Cast Resin.
Considérations relatives à la conception
Les modèles « sacrifiés » pour le moulage à la cire perdue industriel doivent être suffisamment solides pour résister à la pression exercée par le trempage dans la barbotine de céramique, tout en étant suffisamment fins pour être brûlés. Les parois fines permettent d’éviter les fissures causées par la dilatation thermique pendant le brûlage. Il existe des solutions logicielles qui creusent la pièce et construisent un échafaudage interne en treillis pour renforcer la pièce. Le treillis supporte l’extérieur de la pièce, empêche la déformation et permet l’impression de parois fines. La carotte de coulée peut également être imprimée en 3D en tant que partie du modèle. Comme le treillis est nécessaire pour créer des pièces coulées de qualité, il est recommandé de ne pas descendre en dessous de 3 mm pour la majeure partie de la pièce.
Après avoir conçu la pièce à l’aide de votre logiciel CAO, importez le fichier CAO dans le module de treillis et déterminez les paramètres de la coque extérieure, de la structure en treillis et des trous de drainage. Des parois plus fines améliorent la réussite du moulage, mais augmentent le risque d’erreurs d’impression et peuvent affaiblir les pièces.
Recommandations relatives aux spécificités de la pièce à imprimer
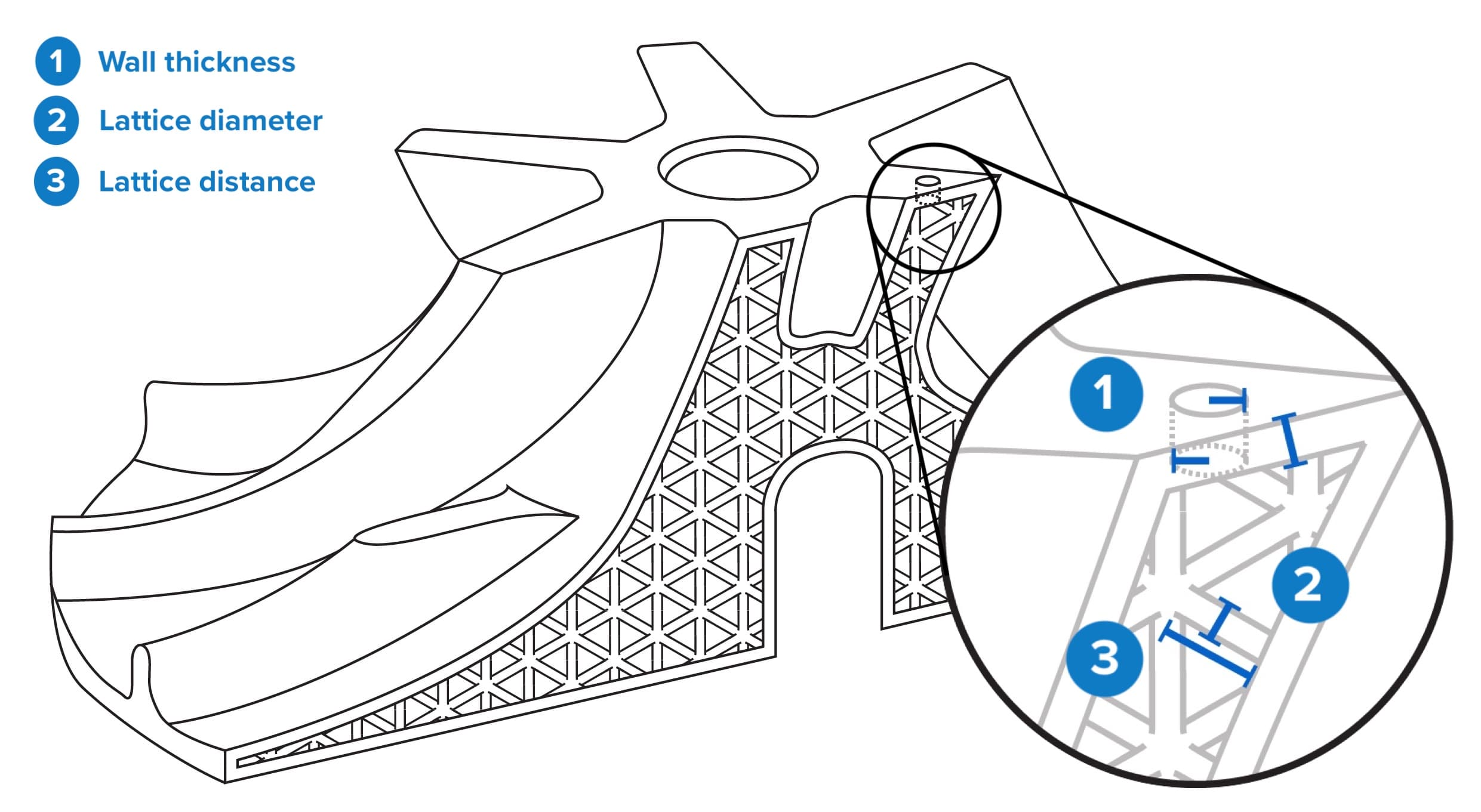
| Épaisseur de paroi | Diamètre du treillis | Distance du treillis | |
|---|---|---|---|
| Très conservateur | 1 mm | 1 mm | 3 mm |
| Conservateur | 1 mm | 0,5 mm | 3 mm |
| Courant | 0,75 mm | 0,75 mm | 3 mm |
| Recommandé | 0,5 mm | 1 mm | 3 mm |
| Taille des détails | 0,5 mm (standard) | ||
| Taille des trous | 2 mm (minimum, à augmenter si nécessaire) | ||
Pour plus d’informations, consultez le livre blanc Cire perdue industrielle avec des modèles imprimés en 3D à l’aide de Clear Cast Resin de Formlabs.
Orifices de drainage
Les orifices de drainage réduisent le risque d’erreurs d’impression causées par l’effet ventouse et permettent à la résine liquide de s’écouler de la pièce.
- Gardez à l’esprit l’orientation prévue de la pièce lors de la conception des trous de drainage.
- Placez les trous de drainage près des extrémités des pièces ou le long des bords pour permettre à l’alcool isopropylique et à la résine liquide de s’écouler complètement.
- Placez les trous de drainage en haut et en bas de l’orientation prévue de la pièce.
- Placez les trous sur les surfaces qui seront usinées ou découpées pour simplifier le post-traitement.
- Créer des trous droits (r1 = r2) ou des trous légèrement chanfreinés (r1 > r2).
- Créez des trous à l’endroit où la carotte sera fixée afin d’assurer une bonne circulation de l’air pendant le brûlage.
Les pièces ayant une structure en treillis peuvent générer des fichiers volumineux, ce qui ralentit le processus de préparation de l’impression et de génération des supports. Convertissez vos fichiers exportés en 3MF pour réduire la taille des fichiers.
Considérations relatives à l’impression
Suivez les meilleures pratiques de Formlabs pour l’orientation des pièces. Orientez le modèle à 30-45 degrés par rapport à la plateforme de fabrication.
- Ajouter une base complète, en utilisant une densité de support de 0,75 et des points de contact de 0,30 mm ou moins. Évitez de placer les points de contact des supports au niveau des zones critiques.
- Formlabs recommande de désactiver les supports internes sur les pièces en treillis, car ils peuvent interférer avec la structure en treillis.
- En raison de leur géométrie, les modèles de moulage déclenchent souvent des avertissements de PreForm concernant le manque d’appui ou la présence de cavités. Supportez les minima sur la coque de la pièce pour minimiser ces avertissements autant que possible.
- Il se peut que vous souhaitiez générer des supports pour un modèle sans treillis et faire correspondre les supports à la version en treillis de ce modèle.
Imprimez à une hauteur de couche de 100 µm.
Considérations relatives au post-traitement
Suivez les bonnes pratiques de Formlabs pour le lavage et la post-polymérisation des impressions. Consultez les articles individuels sur les matériaux pour connaître les instructions spécifiques de lavage et de polymérisation.
Après un premier lavage, séchez les pièces et éliminez la structure en treillis à l’aide d’air comprimé. Lavez à nouveau la pièce et nettoyez-la soigneusement à l’air comprimé, en veillant à éliminer autant d’alcool isopropylique et de résine que possible à l’intérieur. Le fait de laisser l’alcool isopropylique et la résine s’incruster dans la pièce peut rendre la coque molle, et donc impropre au moulage. Il est essentiel de retirer toute l'alcool isopropylique piégé, car tout liquide restant peut provoquer de la vapeur lors du brûlage et entraîner la fissuration de la coque.
Clear Cast Resin nécessite une post-polymérisation pour acquérir ses propriétés mécaniques optimales. Suivez les meilleures pratiques de Formlabs pour décider de retirer les supports avant ou après la post-polymérisation.
Consultez l’article d’assistance pour votre appareil pour les recommandations de post-polymérisation.
Préparation du modèle
Il existe trois principales façons de boucher les trous de drainage :
- Cire : il s’agit généralement de la méthode la plus simple, mais elle est parfois sujette à des défaillances de micro-trous. Cela peut aussi se faire simplement en fixant les trous d’évacuation à des évents ou à des entrées qui sont par ailleurs nécessaires.
- Résine : Formlabs recommande de placer une petite quantité de résine sur le trou et d’utiliser un stylo UV pour la polymériser. Cela permet généralement de créer des revêtements solides dont la fonction est identique à celle du reste de la pièce.
- Conception des pièces : vous pouvez générer les plaques de trous en tant que pièces distinctes, les imprimer, puis les fixer aux pièces, bien que cela ne soit généralement pas nécessaire pour les pièces sans trous extrêmement grands.

Boucher un trou de drainage avec Clear Cast Resin et le polymériser à l’aide d’un stylo UV.
Vérifiez l’étanchéité des trous en introduisant de l’air comprimé dans le dernier trou et en vérifiant qu’il n’y a pas de fuites.
Suivez la procédure habituelle pour l’assemblage du modèle, la création de la coque et le brûlage. Pour le brûlage, Formlabs recommande une cuisson rapide à une température de 700 à 900 °C pendant deux heures. N’utilisez pas d’autoclave pour décirer les pièces, car cela peut entraîner leur dilatation ou leur déformation, et souvent la fissuration des coques. Vérifiez que la coque ne présente pas de fissures ou de bavures après le brûlage et soufflez les cendres restantes du moule.

Suivez la procédure habituelle pour la coulée et la finition.
Pour des instructions détaillées sur le processus de travail, consultez le livre blanc Moulage à la cire perdue industriel avec des modèles imprimés en 3D à l’aide de la résine Clear Cast de Formlabs.
Recommandations et limites pour l’utilisation finale
L'impression 3D du modèle sacrificiel s'est imposée comme une alternative rentable et rapide à la création de moules en cire, permettant des délais de production plus rapides et des prix compétitifs. Les modèles imprimés en 3D avec Clear Cast Resin de Formlabs peuvent produire des pièces moulées à la cire perdue d’une qualité comparable à celle des modèles en cire traditionnels. Elle est particulièrement recommandée pour :
- Les modèles avec des géométries métalliques complexes avec des contre-dépouilles, des canaux tortueux et des parois fines
- La production en petite série ou à délai d’exécution rapide
Certaines limites sont à prendre en compte :
- Les modèles imprimés en 3D peuvent être plus fragiles que les modèles en cire et doivent être manipulés avec précaution.
- Nécessite un four de brûlage à feu vif atteignant 700 à 900 °C.
- N’utilisez pas d’autoclave pour décirer les pièces, car cela peut entraîner leur dilatation ou leur déformation, et souvent la fissuration des coques.
Ressources supplémentaires