
Linee guida di progettazione dell'Alumina 4N Resin
Linee guida di progettazione dell'Alumina 4N Resin
L'Alumina 4N Resin di Formlabs è una ceramica tecnica ad alte densità e purezza, utilizzabile in situazioni in cui metallo e polimeri potrebbero non essere adeguati. Data la natura insolita e le proprietà specifiche di questa resina, è importante seguire le linee guida di Formlabs durante la progettazione, la stampa e la cottura dell'Alumina 4N Resin.
Per ulteriori informazioni sulle prestazioni o sulle proprietà specifiche dei materiali dell'Alumina 4N Resin, consulta la scheda dati di sicurezza e la scheda tecnica. Leggi sempre la scheda dati di sicurezza come principale fonte di informazioni per comprendere come manipolare e usare in sicurezza i materiali Formlabs.
Restringimento generale
Come accade con i materiali ceramici convenzionali, l'Alumina 4N Resin si ritira durante il processo di cottura. Le parti si restringono di circa il 21,8% sugli assi X e Y e del 26% sull'asse Z quando si utilizza il programma di cottura consigliato da Formlabs. Utilizza un software CAD per ridimensionare la parte in modo da tenere conto del restringimento prima di caricare i modelli su PreForm.
Dimensioni minime e massime
Spessore delle pareti per la cottura
Form 3
Minimo: 0,75 mm
Ideale: 1,5-3,5 mm
Massimo: 5 mm
Form 4
Minimo: 0,75 mm
Ideale: 1-5 mm
Massimo: 8 mm
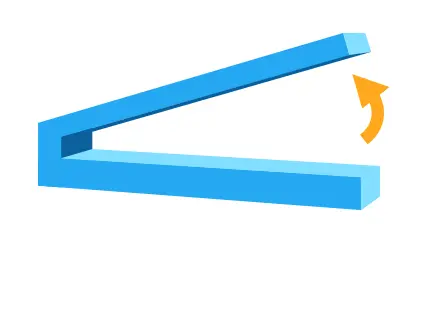
Angolazione minima delle sporgenze prive di supporti
Consigliata: 30° dal livello
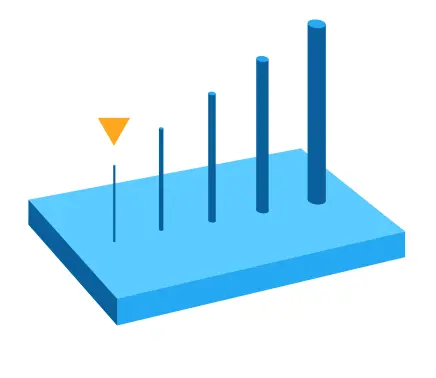
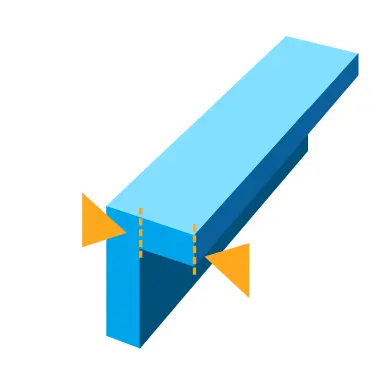
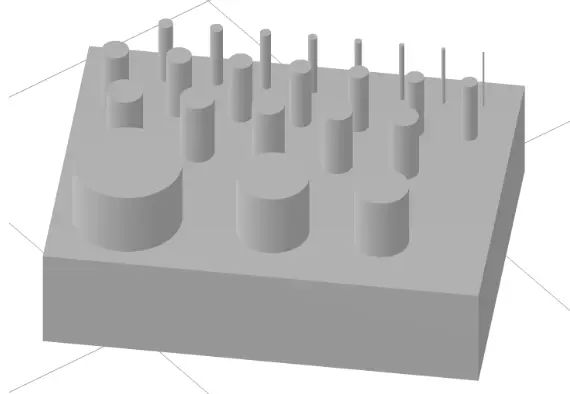
Diametro minimo per cilindri in verticale
Raccomandata: 2 mm
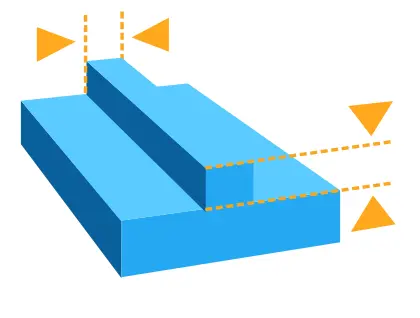
Dimensione minima dei dettagli goffrati
Consigliato:
- 0,75 mm sul piano orizzontale
- 0,5 mm sul piano verticale
Altezza minima dei dettagli incisi
Consigliato:
- 0,5 mm sul piano orizzontale
- 0,3 mm sul piano verticale
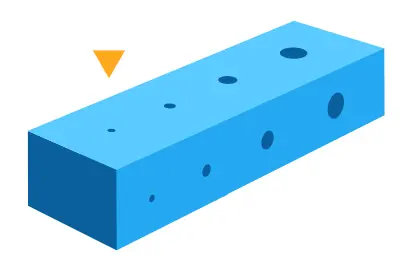
Diametro minimo dei fori
Consigliato:
- 0,8 mm sul piano orizzontale
- 1 mm sul piano verticale
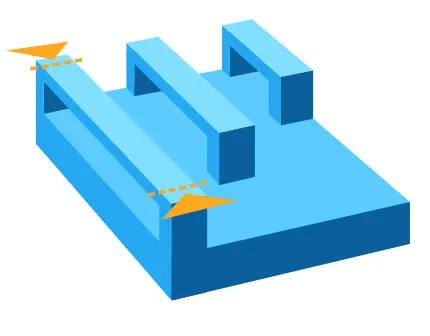
Lunghezza massima delle sporgenze prive di supporti
Raccomandato 0.5 mm
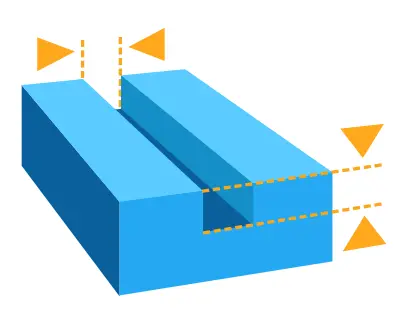
Apertura orizzontale massima senza supporti
Raccomandata: 3 mm
Diametro minimo dei fori di drenaggio
Raccomandata: 5 mm
Dimensione minima dei dettagli positivi
Consigliato: 0,7 mm
Filettatura
Gli orientamenti con grandi variazioni nelle sezioni trasversali sono a rischio di fessurazione. Esegui la filettatura degli angoli interni per evitare punti di sollecitazione e ridurre la formazione di crepe.
Minimo: raggio del raccordo di 1 mm
Consigliato: 2 mm o più
Orientamento dei modelli
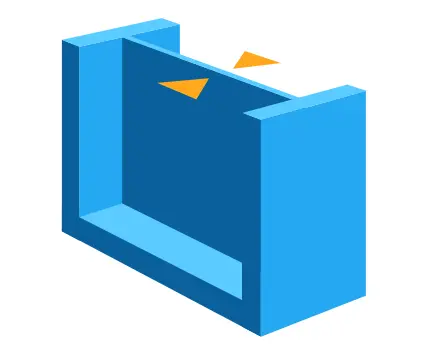
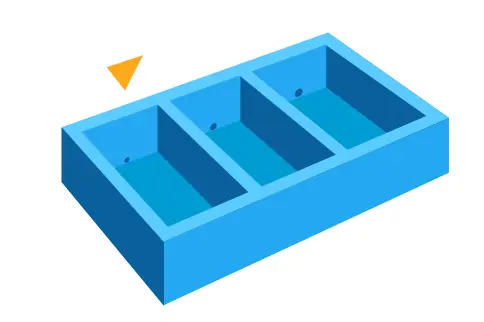
Se possibile, orienta le parti in modo che siano autoportanti, con tutti gli angoli inferiori a 30°. Le sporgenze di grado superiore possono causare deformazioni. Evita orientamenti che comportino un'improvvisa variazione della superficie o delle cavità nei modelli rivolti verso l'alto, poiché ciò potrebbe causare l'effetto ventosa. Stampa le parti in modo che le dimensioni principali siano lungo uno degli assi principali della stampa.
Quando stampi con i supporti, orienta i modelli parallelamente alla piattaforma di stampa
Creazione di supporti per i modelli
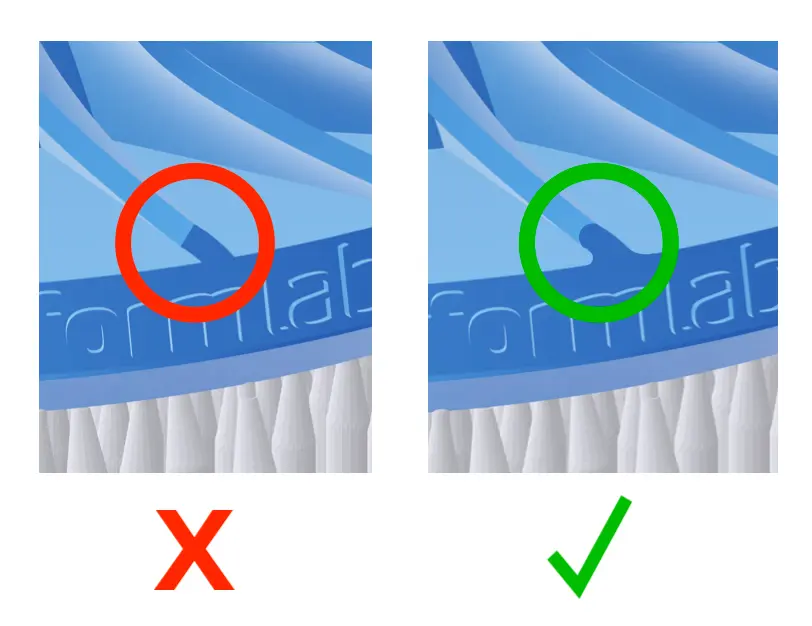
Formlabs raccomanda una dimensione dei punti di contatto di 0,4-0,8 mm, con punti di contatto da 0,5 mm. Non posizionare i punti di contatto su superfici critiche. Ciò potrebbe causare crepe e/o lacerazioni dei particolari sottili. Le pareti con angoli superiori a 45° necessitano di pochissimi supporti.
Quando utilizzi l'Alumina 4N Resin con una Form 3, utilizza le basi e non stampare direttamente sulla piattaforma di stampa.
Le parti stampate sulla Form 4 possono essere stampate direttamente sulla piattaforma di stampa.
Strutture prive di supporto
Evita sporgenze orizzontali senza supporti o ponti di dimensioni superiori a 0,5 mm. L'angolazione minima delle sporgenze senza supporti è pari a 30°.
Risorse addizionali