Consiglio:
Formlabs suggerisce l'uso di condizionatori di linea o di gruppi di continuità nelle regioni con sbalzi di tensione.

L'Alumina 4N Resin presenta requisiti di progettazione, stampa e post-elaborazione unici rispetto alle altre resine Formlabs. Segui le buone pratiche di Formlabs per progettazione, stampa e cottura delle parti e leggi e segui le istruzioni contenute nell'articolo di assistenza Linee guida di progettazione dell'Alumina 4N Resin.
Preparazione della stampante per la stampa con l'Alumina 4N Resin
Stampanti della generazione Form 3
Assicurati di utilizzare la versione più recente di PreForm e il firmware più recente. Formlabs consiglia vivamente di eseguire i seguenti controlli sulla stampante prima di stampare con l'Alumina 4N Resin:
Per accedere a queste funzioni, tocca Settings (Impostazioni) > Maintenance (Manutenzione) > Calibration (Calibrazione).
Consiglio:
Formlabs suggerisce l'uso di condizionatori di linea o di gruppi di continuità nelle regioni con sbalzi di tensione.
Stampanti della generazione Form 4
Le stampanti della generazione Form 4 non richiedono alcuna preparazione speciale per la stampa con l'Alumina 4N Resin.
Stampa con l'Alumina 4N Resin
Stampanti della generazione Form 3
Dopo aver letto tutte le linee guida, rivedi questa lista di controllo pre-stampa quando avvii una stampa con l'Alumina 4N Resin. Saltare uno o più di questi passaggi può causare l'errore di stampa:
I primi strati di Alumina 4N Resin richiedono più tempo rispetto alle altre resine Formlabs. Il completamento del primo strato può richiedere anche 15 minuti. Formlabs consiglia di controllare la stampante dopo circa un'ora, poiché i problemi di stampa più comuni si verificano nelle fasi iniziali. Formlabs consiglia inoltre di controllare la stampa allo strato 150, quando gli errori di stampa dovuti a un supporto insufficiente sono visibili.
Se si verificano problemi durante la stampa, controlla che il serbatoio non presenti residui od ostruzioni e rimuovili.
Stampanti della generazione Form 4
La stampa con l'Alumina 4N Resin su una stampante della generazione Form 4 non richiede alcuna calibrazione, controllo o hardware aggiuntivo.
Lavaggio delle parti stampate in Alumina 4N Resin
Lava l'Alumina 4N Resin solo nella Ceramic Wash Solution. Le parti in Alumina 4N Resin non devono entrare in contatto con acqua o alcool isopropilico per evitare la creazione di crepe.
Lava le parti stampate per 2 minuti nella Ceramic Wash Solution. Usa un recipiente di lavaggio separato per impedire che eventuali particelle di ceramica libere aderiscano alle parti non in Alumina 4N Resin. Se utilizzi un Finish Kit, le spazzole sono molto efficaci per rimuovere la resina.
Un'asciugatura forzata può provocare crepe. Asciuga delicatamente le parti con l'aria, concentrando il flusso su angoli e interstizi. Asciuga le superfici accessibili con della carta assorbente.
Se necessario, lava le parti stampate per altri 2 minuti nella Ceramic Wash Solution per rimuovere eventuali particelle estranee. Per le parti piccole o con particolari delicati, applica direttamente la Ceramic Wash Solution con una bottiglia contagocce per lavare efficacemente la parte stampata. Asciuga nuovamente le parti stampate con l'aria o con della carta assorbente.
Riduci al minimo il tempo di permanenza della parte stampata nella Ceramic Wash Solution per evitare la formazione di crepe.
L'Alumina 4N Resin fa diventare rapidamente bianca la Ceramic Wash Solution. Si tratta di un fenomeno normale che non ne riduce l'efficacia. Sostituisci la Ceramic Wash Solution quando raggiunge una concentrazione di resina dell'8-12%, dopo circa 6-8 mesi di uso intenso, un anno di uso moderato o 30-50 L di resina.
La Ceramic Wash Solution può essere conservata per 24 mesi.
La Ceramic Wash Solution non è pericolosa né infiammabile. Poiché i guanti in nitrile possono gonfiarsi a contatto con la Ceramic Wash Solution, si consiglia di indossare due paia di guanti quando si lavano le parti per un periodo di tempo prolungato.
Post-elaborazione
Dopo la stampa e la rimozione dei supporti, leviga la superficie della parte con carta abrasiva con grana 320 per rimuovere delicatamente i segni lasciati dai supporti. I punti di contatto dei supporti levigati spariscono durante la biscottatura.
Le parti stampate con l'Alumina 4N Resin sono facili da levigare allo stato grezzo. La levigazione a umido è il modo più veloce per rimuovere i segni lasciati dai supporti, ma deve essere fatta subito dopo aver lavato la parte stampata. Non effettuare la levigazione a umido di una parte asciutta.
Per eseguire la levigazione a umido di una parte:
Se la parte stampata si è asciugata, non eseguire la levigazione a umido. Esegui la levigazione a secco per rimuovere i segni lasciati dai supporti rimanenti.
Puoi anche scegliere di usare dremel, levigatrici o altri strumenti di finitura. Mantieni una velocità bassa e presta attenzione a non danneggiare la parte stampata durante la levigazione. L'allumina sospesa nell'Alumina 4N Resin opacizza le attrezzature nel tempo.
Una volta cotta, l'allumina all'interno della resina si indurisce ed è molto difficile eseguire la post-elaborazioni delle parti stampate in Alumina 4N Resin. Formlabs raccomanda vivamente di rimuovere i supporti e di levigare i punti di contatto prima che la parte venga cotta, in quanto la levigatura post-fornace può essere eseguita solo con strumenti ultra veloci o con diamante.
Asciugatura delle parti
L'Alumina 4N Resin non richiede polimerizzazione post-stampa, ma le parti devono essere completamente asciutte prima della cottura. Fai asciugare completamente le parti durante la notte.
Formlabs consiglia di asciugare le parti su un setacciatore o una rete per aumentare il flusso d'aria intorno alla parte stampata. Per asciugare completamente le parti, è necessaria una temperatura ambiente di 20-30 °C con un'umidità del 30-45%.
Se necessario, asciuga le parti in forno a 45 °C per 8-24 ore. Mantieni un flusso d'aria adeguato durante l'asciugatura delle parti in forno. Mantieni il flusso d'aria uniforme sulla parte stampata. Limitalo se l'asciugatura avviene in un forno di cottura. Formlabs consiglia di bloccare le ventole e di collocare le parti stampate in una scatola con piccoli fori per l'asciugatura delle parti in un forno ad aria forzata.
Le parti non cotte possono essere conservate e spedite a seconda delle necessità. Formlabs consiglia di prolungare i tempi di asciugatura per ridurre la probabilità che le parti si crepino.
Cottura dell'Alumina 4N Resin
La creazione di parti in ceramica cotta con l'Alumina 4N Resin richiede un forno, una fornace o un forno di cottura dove la matrice polimerica brucia e il modello si trasforma in una parte in ceramica solida. Formlabs fornisce un piano di cottura e una spiegazione di ogni fase del processo di cottura. Queste istruzioni sono delle linee guida e in alcune occasioni può essere efficace modificare il workflow.
Le parti in Alumina 4N Resin possono deformarsi durante il procedimento di combustione, ma non sono soggette a cedimenti. Una volta cotti, i supporti sono difficili da rimuovere dalle parti in Alumina 4N Resin. Rimuovi i supporti e i punti di contatto prima della cottura.
Caricamento del forno
Come per i materiali ceramici tradizionali, le parti stampate in Alumina 4N Resin devono essere posizionate su piastre di fissaggio per la cottura all'interno del forno o della fornace. Formlabs raccomanda vivamente di utilizzare piastre di fissaggio in allumina per la cottura delle parti stampate. Alternative accettabili sono le piastre di fissaggio in zirconio, magnesia fusa o carburo di silicio. Assicurati che le piastre siano compatibili con il forno o la fornace e che possano raggiungere una temperatura minima di 1700 °C.
Avviso:
Non utilizzare piastre di fissaggio in silice, cemento, nitruro di boro o altri metalli con punti di fusione o di rammollimento inferiori a 1700 °C, poiché potrebbero fondersi con le parti o sciogliersi completamente durante la cottura.
Posiziona le parti sulle piastre di fissaggio a una distanza di almeno 1 mm per evitare che si fondano o si rompano durante la cottura. Le parti possono anche essere cotte in una scatola refrattaria chiusa per aumentare l'uniformità termica, ma è necessario assicurarsi che vi sia una ventilazione adeguata per far uscire i gas di combustione.
Programmi e istruzioni di cottura
Formlabs consiglia di cuocere le parti stampate in Alumina 4N Resin due volte, prima in un forno di combustione e poi in un forno di sinterizzazione. Di seguito si consigliano diversi piani di cottura. Scarica l'ultima versione in PDF (solo in inglese) per scoprire di più su tempi e piani.
Avviso:
Le parti sono molto fragili dopo la cottura. Presta particolare attenzione quando le maneggi dopo la prima fase di cottura.
È possibile testare i propri cicli di cottura, tenendo conto dei seguenti requisiti:
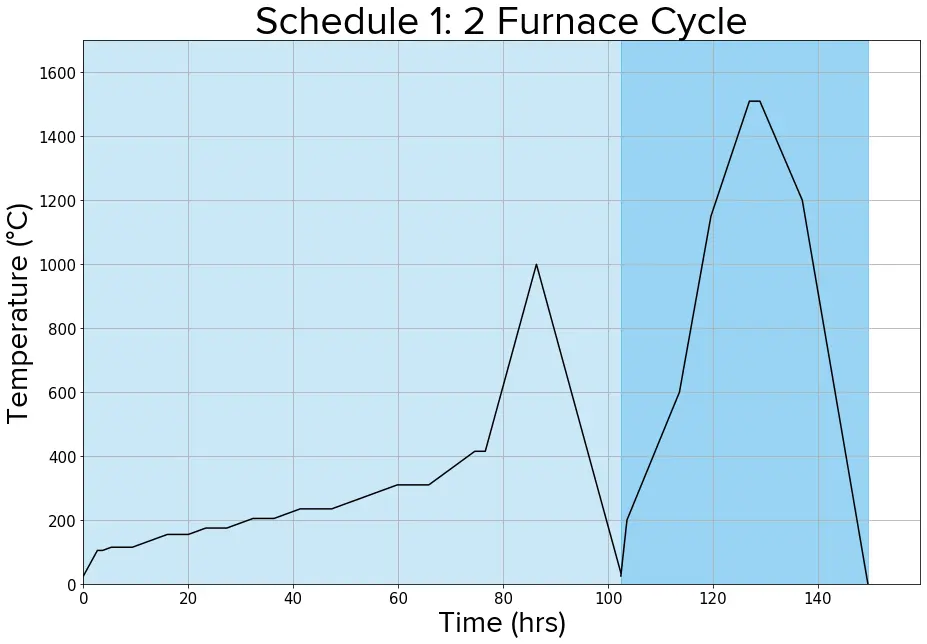
Programma di cottura a due forni
Formlabs consiglia di utilizzare un piano di cottura di quattro giorni e mezzo per la combustione e di due per la sinterizzazione per ottenere le proprietà meccaniche indicate nella scheda tecnica.
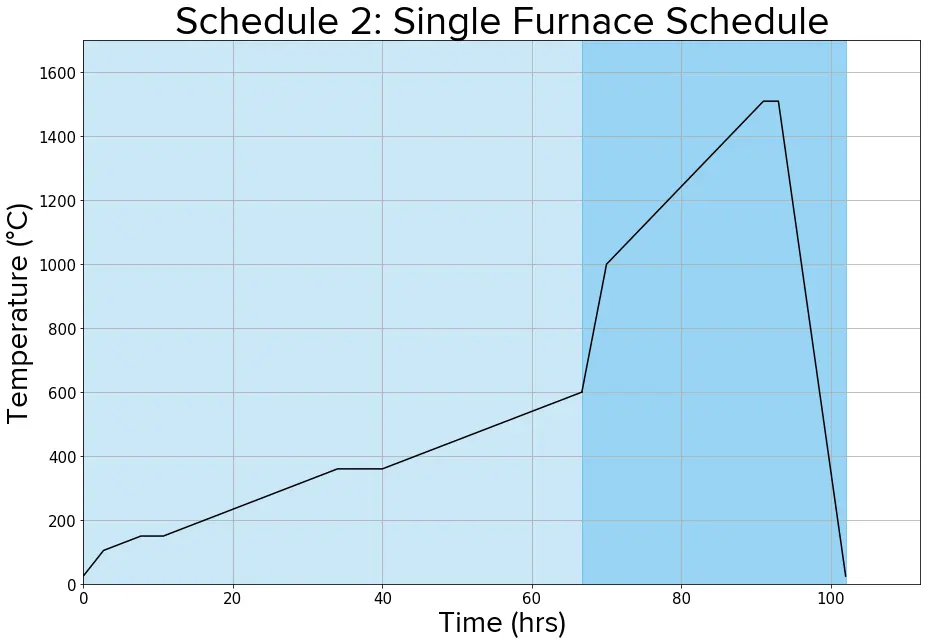
Programma per un singolo forno
Per la sola cottura in una fornace di sinterizzazione, Formlabs suggerisce un piano che prevede due giorni e mezzo di combustione e due di sinterizzazione. Utilizzare un unico forno di cottura elimina il rischio di rottura delle parti cotte durante il trasferimento da una fornace di combustione a una di sinterizzazione. L'uso ripetuto di un unico piano per i forni di cottura può limitare la durata di alcuni elementi su alcune fornaci, oltre ad avere una combustione leggermente meno precisa.
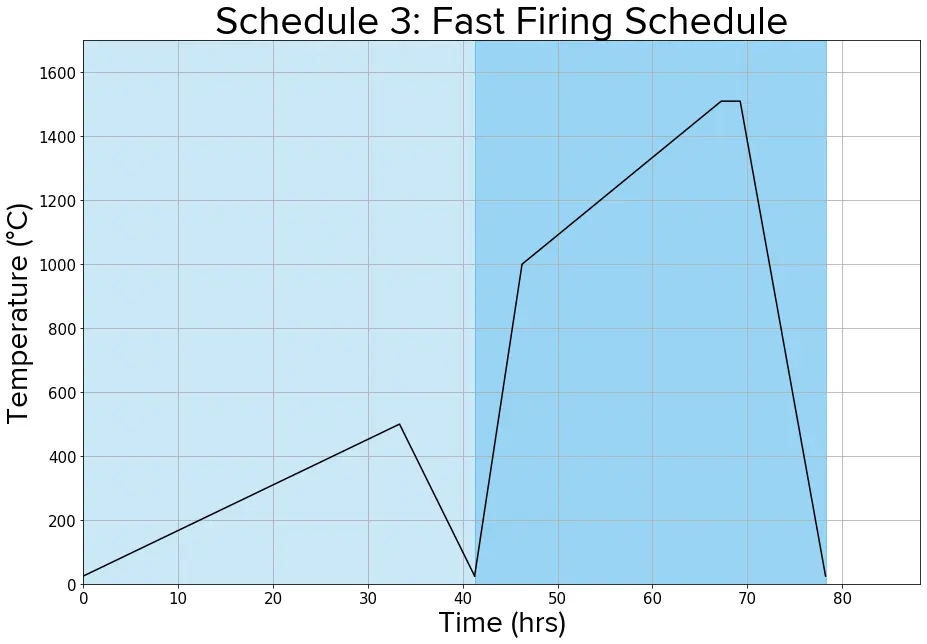
Programma di cottura rapida
Per le parti estremamente sottili, Formlabs suggerisce un piano di cottura rapido che prevede due giorni di combustione e due di sinterizzazione. Utilizza questo piano solo per le parti estremamente sottili che non necessitano di tempi prolungati di combustione per eliminare i componenti organici.
Lavorazione delle parti cotte
Dopo la cottura, ispeziona visivamente le parti per verificare la presenza di crepe o delaminazioni. Per un'ispezione più approfondita, passa una luce sulla parte. Le crepe si presentano sotto forma di linee più luminose se osservate sotto una luce intensa.
L'Alumina 4N Resin è estremamente dura dopo la cottura e non è semplice sottoporla a lavorazione meccanica. Le carte abrasive standard in carburo di silicio o allumina sono efficaci solo se utilizzate con strumenti ad alta velocità e si consumano rapidamente. Formlabs consiglia di utilizzare strumenti diamantati se una parte necessita di un'ulteriore lavorazione.
Elimina la deformazione delle parti piatte con un'ulteriore cottura. Posiziona una piastra di fissaggio pesante e piatta sopra e sotto la parte piatta e porta rapidamente la parte a una temperatura di 1400 °C per 30 minuti. La parte si appiattisce con variazioni limitate delle proprietà meccaniche.
Risorse addizionali