Nota:
È normale che il primo strato stampato sulle stampanti LFS di Formlabs sia notevolmente più spesso dei 50 micron nominali.

L'Alumina 4N Resin è un materiale in ceramica tecnica ad alte densità e purezza, resistente al calore e all'abrasione, duro, meccanicamente robusto e chimicamente inerte, per prestazioni eccezionali negli ambienti più estremi. Convenzionalmente viene prodotta per pressatura o per stampaggio a iniezione della ceramica, entrambi metodi che richiedono costose attrezzature per la produzione delle parti.
A volte le stampe non vengono realizzate come previsto. Confronta i sintomi di problemi comuni con le parti stampate in Alumina 4N Resin per individuare la fonte del problema e trovare una soluzione.
Problemi durante la stampa
Sedimentazione del particolato nel serbatoio o nella cartuccia della resina
L'Alumina 4N Resin contiene particelle di allumina sospese nella resina liquida. Come per altre resine di Formlabs con particelle in sospensione, nel tempo l'allumina può depositarsi, se il serbatoio resina o la cartuccia di resina rimangono inutilizzati per un periodo di tempo prolungato.
Per evitare che il particolato si depositi nel serbatoio o nella cartuccia:
Parti che non aderiscono alla piattaforma di stampa
La non aderenza descrive un errore di stampa in cui le stampe sono parzialmente o completamente staccate dalla piattaforma di stampa. Ciò si verifica quando gli strati iniziali di una stampa non aderiscono alla piattaforma di stampa. Nei casi in cui si verifica un'inaderenza completa, la parte stampata è del tutto assente dalla piattaforma di stampa e sul fondo del serbatoio resina vi è un'area piana di resina polimerizzata.
Per risolvere i problemi di mancata aderenza durante la stampa con l'Alumina 4N Resin:
Nota:
È normale che il primo strato stampato sulle stampanti LFS di Formlabs sia notevolmente più spesso dei 50 micron nominali.
Se i problemi di aderenza persistono, carteggia la superficie della piattaforma di stampa con una carta vetrata a grana media o fine prima di stampare. Una superficie più ruvida aiuta le parti stampate con l'Alumina 4N Resin ad aderire alla piattaforma di stampa.
Stampe non riuscite dopo gli strati iniziali (solo Form 3)
A volte le parti possono aderire alla piattaforma di stampa, ma la stampa non va a buon fine dopo la stampa dei primi strati. Il più delle volte ciò è dovuto a un'errata calibrazione dell'asse Z o a un problema con il miscelatore del serbatoio resina.
Per evitare che le parti si rompano dopo la stampa degli strati iniziali, calibra l'asse Z della stampante.
Se quando si verifica l'errore di stampa il miscelatore non è completamente inserito nel contenitore del miscelatore a lato del serbatoio della resina, rimuovi il miscelatore dal serbatoio. Piega leggermente verso l'esterno i bracci del miscelatore. Orienta il miscelatore in modo che i bracci siano rivolti verso l'alto e verso il contenitore del miscelatore sul lato sinistro del serbatoio. I magneti nel miscelatore devono essere rivolti verso il basso. Fai scorrere il miscelatore a sinistra, nel contenitore del miscelatore, fino a quando i bracci flessibili su ciascuna estremità si agganceranno con uno scatto.
Parti che si staccano dai supporti

Per evitare che le parti cadano dai supporti durante la stampa:
Rottura delle parti durante la stampa
Le parti possono rompersi anche durante la stampa, anche se non si staccano dai supporti. Ciò può essere dovuto a supporti insufficienti, alla geometria della parte o alle collisioni tra il miscelatore e la parte.
Per evitare che le parti si rompano durante la stampa:
I dettagli particolarmente piccoli delle parti potrebbero non essere stampati correttamente, soprattutto con il passare del tempo.
Se i dettagli precisi non vengono risolti:
Disaccoppiamento del miscelatore (generazione Form 3)
Per risolvere i problemi di disaccoppiamento del miscelatore:
Il miscelatore ha rilevato residui durante la fase di pre-stampa (generazione Form 4)
Durante la routine di pre-stampa, il miscelatore raschia la piattaforma di stampa per verificare la presenza di residui lasciati dalle stampe precedenti. La viscosità dell'Alumina 4N Resin può portare a falsi positivi durante questa fase.
Con l'invecchiamento dell'Alumina 4N Resin, la sua viscosità aumenta. Refrigera la cartuccia di resina e il serbatoio resina tra un utilizzo e l'altro per prolungare la durata di conservazione fino a 12 mesi.
Se durante la fase di pre-stampa compaiono errori Mixer detected debris (Rilevati residui nel miscelatore):
Se continui a riscontrare problemi di rilevamento dei residui pre-stampa, contatta l'Assistenza Formlabs o il tuo rivenditore autorizzato per ricevere ulteriiori informazioni.
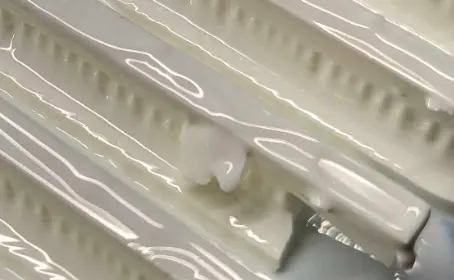
Particelle bianche depositate sulla piattaforma di stampa
Se noti particelle bianche depositate sulla piattaforma di stampa dopo una stampa:
Residui depositati sulle superfici delle parti
I residui più grandi depositati sulle superfici delle parti durante una stampa possono provenire da stampe precedenti non riuscite o da sezioni non riuscite della stampa corrente. Le scaglie di resina polimerizzata possono rimanere sospese nel serbatoio resina o essere staccate dal film del serbatoio dal miscelatore.

Se noti scaglie di resina polimerizzata sulla superficie delle parti stampate:
Basi fortemente aderenti alla piattaforma di stampa
Le parti stampate con l'Alumina 4N Resin aderiscono più fortemente a una superficie ruvida della piattaforma di stampa. In alcuni casi, le parti stampate possono aderire così tanto alla piattaforma di stampa da essere difficili da rimuovere.
Se le parti stampate sono eccessivamente aderenti alla piattaforma di stampa:
Attenzione:
L'utilizzo degli strumenti inclusi (ad esempio, tronchesine o spatole) su superfici scivolose (come una piattaforma di stampa rivestita di resina) può provocare movimenti improvvisi. Orienta gli strumenti affilati in modo che non siano diretti verso di te, soprattutto durante le operazioni di taglio e raschiamento.
Problemi con le parti allo stato grezzo
Le parti sono colorate di rosa

Se noti una sfumatura rosa sulla superficie delle parti dopo il lavaggio:
Le parti sono molto difficili da rimuovere dai supporti
Le parti stampate con l'Alumina 4N Resin devono essere rimosse dai supporti prima della cottura. A seconda della geometria della parte, della geometria del supporto e dell'orientamento della parte, la rimozione dei supporti può essere difficile.
Se è difficile separare le parti stampate dai supporti:
Crepe visibili sulle superfici delle parti prima della cottura
Se le parti stampate presentano crepe superficiali prima della cottura:
Le parti non si asciugano completamente
Dopo aver pulito le parti stampate con la Ceramic Wash Solution, asciugale completamente prima della cottura. Formlabs consiglia di asciugare le parti su un setacciatore o una rete per aumentare il flusso d'aria intorno alla parte stampata. Per asciugare completamente le parti, è necessaria una temperatura ambiente di 20-30 °C con un'umidità del 30-45%. Se necessario, asciuga le parti in forno a 45 °C per 8-24 ore.
Se le parti non si asciugano completamente:
Fori o altri dettagli negativi riempiti di resina
Dopo la stampa, i fori e altri dettagli negativi sono spesso riempiti di resina liquida. Durante la cottura, la resina liquida trattiene i gas di combustione e può generare una crepa nella parte. Se il normale lavaggio non elimina la resina liquida, il foro potrebbe essere troppo piccolo o troppo lungo per consentire alla Ceramic Wash Solution di penetrare completamente.
Se dopo il lavaggio rimane della resina liquida nei fori delle parti stampate:
Deformazione delle parti durante l'asciugatura
Dopo aver pulito le parti stampate con la Ceramic Wash Solution, asciugale completamente prima della cottura. Se il flusso d'aria intorno a una parte è disomogeneo, le superfici possono asciugarsi a velocità diverse, causando deformazioni.
Se le parti si deformano durante l'asciugatura:
Problemi durante e dopo la cottura delle parti
Grandi crepe nelle parti stampate
Se noti crepe di grandi dimensioni nelle parti stampate dopo la cottura:
Piccole crepe nelle parti stampate
Le crepe superficiali più piccole possono essere causate da un lavaggio troppo aggressivo o da danni causati da stampe precedenti non riuscite.
Se noti piccole crepe nelle parti stampate dopo la cottura:
Le parti stampate sono più deboli del previsto
La scheda tecnica dell'Alumina 4N Resin elenca le proprietà nominali dei materiali per le parti stampate in resina. Se le parti sono più deboli del previsto, è probabile che vi siano delle crepe che ne compromettono la resistenza. Controlla non presentino crepe e risolvi il problema seguendo le linee guida di cui sopra.
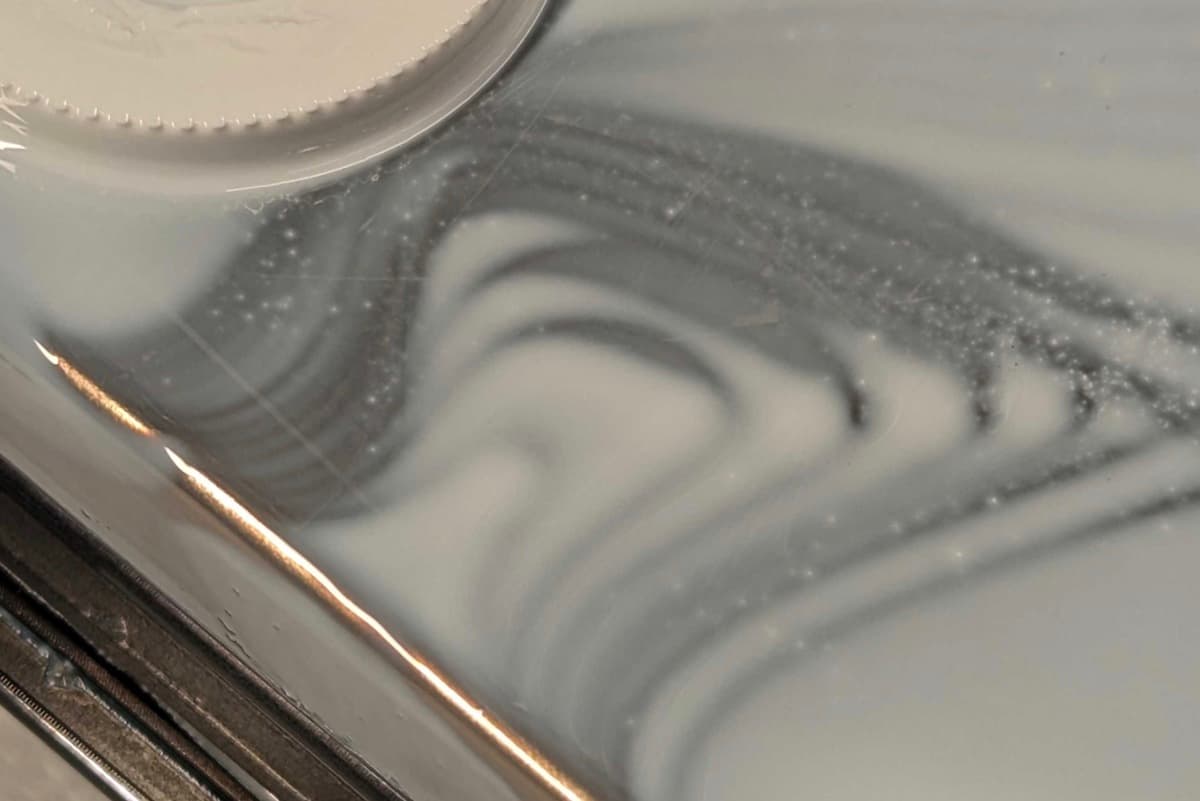
Linee verticali visibili sulle parti stampate
Altre imperfezioni sulla superficie delle parti stampate possono essere legate al sistema ottico della stampante piuttosto che a un errore di stampa o a un problema di processo. In particolare, le linee verticali possono indicare che la finestra ottica è sporca. Questo difetto è simile a quello dei fori a spillo/tagli.
Se noti linee verticali sulla superficie delle parti stampate:
Parte fusa al forno durante la cottura
Le parti stampate in Alumina 4N Resin devono essere cotte prima di essere pronte per l'uso. Durante il processo di cottura, le parti stampate possono fondersi nella fornace se la temperatura è troppo alta o se vengono cotte senza una piastra di fissaggio o la sabbia di fissaggio. Ciò può danneggiare le parti stampate.
Se le parti stampate si fondono con il forno durante la cottura:
Le parti stampate hanno una densità non uniforme
Dopo la cottura, le parti stampate con l'Alumina 4N Resin dovrebbero avere una densità uniforme. Qualsiasi variazione di densità all'interno di una parte è indice di impurità introdotte durante la cottura o di una temperatura di cottura insufficiente. Le impurità causano generalmente anche un cambiamento di colore o di traslucenza della parte cotta.
Per risolvere i problemi di densità delle parti sottoposte a cottura:
Le parti stampate non si sono ridotte come previsto
Le parti stampate con l'Alumina 4N Resin si riducono durante la cottura. Il restringimento previsto è anisotropico: 21,8% lungo gli assi X e Y e 26% lungo l'asse Z. Questi numeri si basano su test empirici e non possono essere garantiti per ogni geometria.
Se le parti stampate si restringono in modo diverso da quanto previsto durante la cottura, aumenta o riduci le dimensioni del design secondo le necessità per raggiungere quelle previste.
La parte cotta ha una tonalità non bianca

Per evitare che i contaminanti colorino le parti stampate: