
Fusione a cera persa industriale
Fusione a cera persa industriale
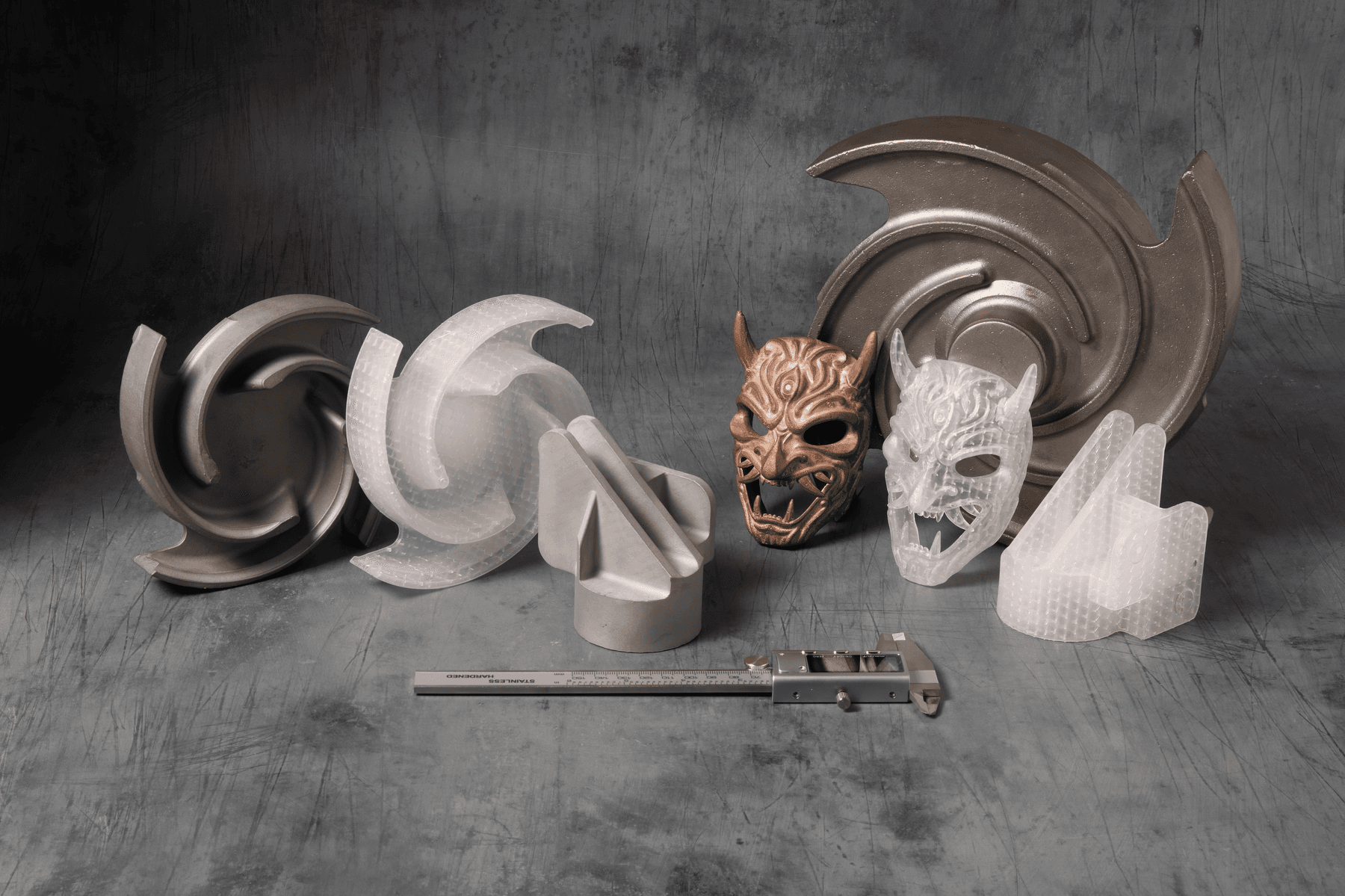
La fusione a cera persa industriale è un processo di fonderia versatile per la produzione di parti metalliche con forme complesse. Questo processo si estende a quasi tutti i settori industriali e viene utilizzato per produrre parti metalliche di alta qualità e integrità. La fusione a cera persa consente la produzione di geometrie che non possono essere realizzate in altri modi e con un'elevata finitura superficiale.
La fusione a cera persa prevede in genere tre fasi principali:
- Creazione di un modello sacrificabile, spesso mediante stampaggio a iniezione di cera utilizzando strumenti metallici.
- Creazione di uno stampo in ceramica non permanente a partire da questo modello.
- Colata o versamento del metallo liquido all'interno dello stampo in ceramica.
La fusione a cera persa può essere costosa, soprattutto per la produzione di piccoli volumi. La stampa 3D del modello sacrificabile si è affermata come alternativa conveniente in termini di costi e tempi alla creazione di stampi in cera, consentendo tempi di consegna più rapidi e prezzi competitivi. Eliminando la necessità di attrezzature, la stampa 3D SLA consente di avere a disposizione i modelli già il giorno successivo. Richiede un'attrezzatura molto limitata e permette di risparmiare il tempo necessario alla lavorazione meccanica CNC, dando modo al personale specializzato di dedicarsi ad attività più importanti.
Materiali consigliati da Formlabs
Formlabs consiglia vivamente di utilizzare la Clear Cast Resin per la fusione a cera persa industriale. La Clear Cast Resin è un materiale privo di antimonio con un basso contenuto di ceneri (<0,02%) e ha dimostrato di essere in grado di soddisfare i requisiti di precisione dimensionale, qualità della superficie e costo per parte per un'ampia gamma di applicazioni.
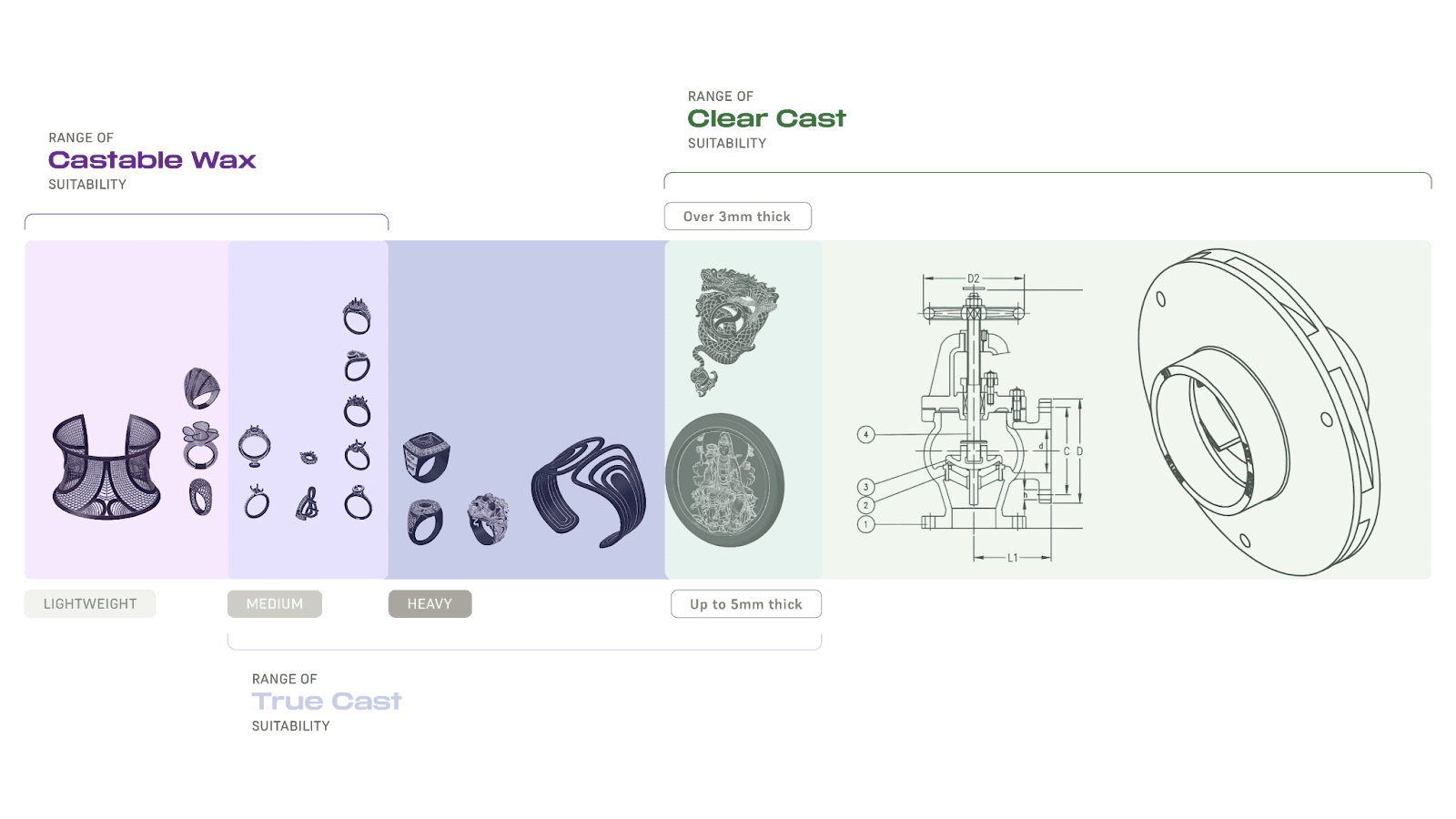
Quando scegli una resina per fusioni, considera le proprietà di ciascuno dei materiali adatti alla colata. Per le parti più piccole o in filigrana, usa la Castable Wax Resin. Per i gioielli di medie e grandi dimensioni o piccoli componenti ingegneristici, usa la True Cast Resin. Per le fusioni a cera persa di parti di grandi dimensioni, usa la Clear Cast Resin.
Considerazioni di progettazione
I modelli sacrificali per fusione a cera persa industriale devono essere abbastanza resistenti da sopportare la pressione dell'immersione nell'impasto ceramico e allo stesso tempo abbastanza sottili da poter essere bruciati. Le pareti sottili prevengono le fessurazioni causate dall'espansione termica durante la combustione. Sono disponibili soluzioni software che consentono di creare cavità nel parte e costruire un'impalcatura reticolare interna per rinforzare la parte. Il reticolo sostiene l'esterno della parte, evitando deformazioni e permettendo la stampa di pareti sottili. Anche il canale di colata può essere stampato in 3D come parte del modello. Poiché il reticolo è necessario per creare fusioni di qualità, si raccomanda di non scendere al di sotto dei 3 mm per la maggior parte della parte.
Dopo aver progettato la parte con il software CAD, importa il file CAD nel modulo reticolare e determina le impostazioni per guscio esterno, struttura reticolare e fori di drenaggio. Le pareti più sottili migliorano l'esito della fusione, ma aumentano il rischio di stampe non riuscite e possono indebolire le parti.
Consigli di stampa
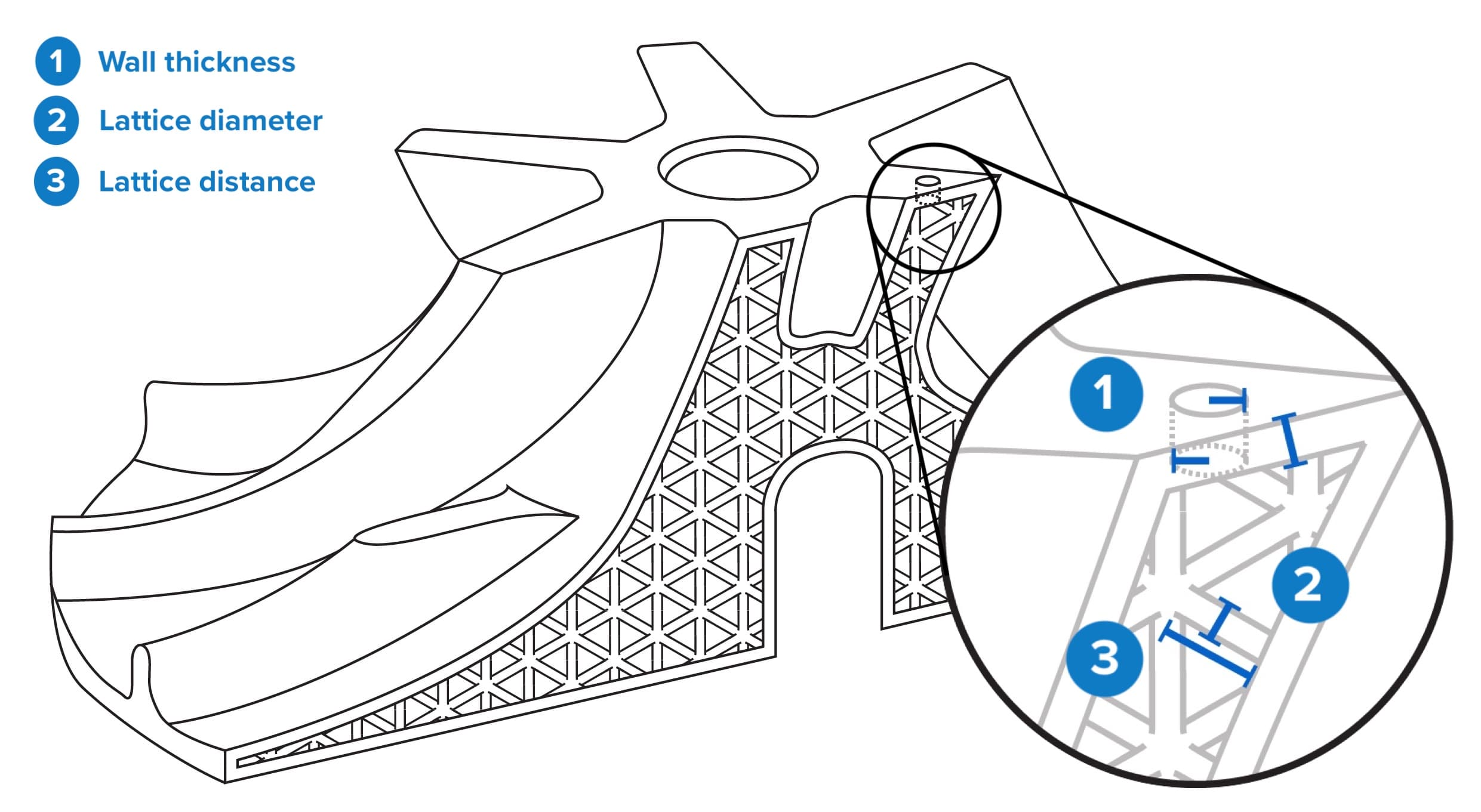
| Spessore parete | Diametro reticolo | Distanza reticolo | |
|---|---|---|---|
| Molto conservativo | 1 mm | 1 mm | 3 mm |
| Conservativo | 1 mm | 0,5 mm | 3 mm |
| Comune | 0,75 mm | 0,75 mm | 3 mm |
| Consigliato | 0,5 mm | 1 mm | 3 mm |
| Dimensione dettaglio | 0,5 mm (standard) | ||
| Dimensione foro | 2 mm (minimo, aumentare se necessario) | ||
Per ulteriori informazioni, consulta il documento tecnico Fusione a cera persa industriale con modelli stampati in 3D usando la Clear Cast Resin di Formlabs.
Fori di drenaggio
I fori di drenaggio riducono il rischio di errori di stampa causati dall'effetto ventosa e permettono alla resina liquida di defluire dalla parte.
- Quando progetti i fori di drenaggio, tieni presente l'orientamento previsto della parte.
- Posiziona i fori in prossimità delle estremità dei parti o lungo i bordi per consentire all'alcool isopropilico (IPA) e alla resina liquida di defluire completamente.
- Posiziona i fori nella superficie superiore e in quella inferiore rispetto all'orientamento previsto della parte.
- Posiziona i fori sulle superfici che verranno lavorate o tagliate per semplificare la post-elaborazione.
- Crea fori dritti (r1 = r2) o solo leggermente smussati (r1 > r2).
- Pratica i fori nel punto in cui verrà fissato il canale di colata per consentire un buon flusso d'aria durante la combustione.
Le parti con struttura reticolare possono generare file di grandi dimensioni, che rallentano il processo di preparazione della stampa e di generazione dei supporti. Converti i file esportati in 3MF per ridurre le dimensioni del file.
Considerazioni sulla stampa
Segui le buone pratiche di Formlabs per l'orientamento delle parti. Orienta il modello a 30-45° rispetto alla piattaforma di stampa.
- aggiungi una base completa, utilizzando una densità di supporto di 0,75 e punti di contatto di 0,30 mm o inferiori. Evita di posizionare i punti di contatto del supporto sulle superfici critiche.
- Formlabs consiglia di disattivare i supporti interni delle parti a reticolo, in quanto potrebbero interferire con la struttura del reticolo.
- A causa della loro geometria, i modelli di fusione generano spesso avvisi di PreForm che segnalano la presenza di un supporto insufficiente o di volumi concavi/convessi. Aggiungi supporti ai punti minimi sulla superfici della parte per ridurre al minimo questi avvisi.
- È possibile generare i supporti per un modello non reticolato e far corrispondere i supporti della versione reticolata.
Stampa con un'altezza dello strato di 100 µm.
Considerazioni sulla post-elaborazione
Segui le buone pratiche di Formlabs per il lavaggio e la polimerizzazione post-stampa delle parti. Per le istruzioni specifiche sul lavaggio e la polimerizzazione, consulta i singoli articoli sui materiali.
Dopo un primo lavaggio, asciuga le parti e pulisci la struttura reticolare con aria compressa. Lava nuovamente la parte e puliscila accuratamente con aria compressa, avendo cura di eliminare quanto più IPA e resina dall'interno. Lasciare che l'IPA e la resina si depositino nella parte può far sì che il guscio diventi molle, rendendolo inadatto alla fusione. È fondamentale rimuovere tutto l'alcool isopropilico incamerato, in quanto il liquido residuo può generare vapore durante la combustione e provocare la fessurazione della scocca.
La Clear Cast Resin richiede la polimerizzazione post-stampa per raggiungere le sue proprietà meccaniche ottimali. Segui le buone pratiche di Formlabs quando decidi se rimuovere i supporti prima o dopo la polimerizzazione post-stampa.
Consulta l'articolo di assistenza relativo al tuo dispositivo per le raccomandazioni sulla polimerizzazione post-stampa.
Preparazione del modello
Esistono tre modi principali per chiudere i fori di drenaggio:
- Cera: questo è in genere il metodo più semplice, ma a volte è soggetto a rotture a foro di spillo. Può essere applicato anche semplicemente attaccando i fori di drenaggio agli sfiati o al punto di iniezione altrimenti necessari.
- Resina: Formlabs consiglia di applicare una piccola quantità di resina sul foro e polimerizzarla con una penna UV. In questo modo si creano coperture solide e funzionalmente uguali al resto del parte.
- Progettazione delle parti: è possibile generare le toppe per i fori come parti a sé stanti, stamparle e poi attaccarle alle parti, anche se questo di solito non è necessario per le parti senza fori estremamente grandi.

Riparazione di un foro di drenaggio con la Clear Cast Resin e polimerizzazione con una penna UV.
Controlla la tenuta dei fori introducendo aria compressa nell'ultimo foro e verificando la presenza di eventuali perdite.
Segui il solito procedimento per assemblaggio del modello, creazione del guscio e combustione. Per la combustione, Formlabs raccomanda una cottura rapida a una temperatura di 700-900 °C per due ore. Non utilizzare un'autoclave per decerare le parti, in quanto ciò può causare espansione, deformazione e piegatura delle parti e spesso la rottura dei gusci. Controlla che il guscio non presenti crepe o materiale in eccesso dopo la combustione e soffia via eventuali residui di cenere dallo stampo.

Seguire il processo abituale di fusione e finitura.
Per istruzioni dettagliate sul workflow, consulta il documento tecnico Fusione a cera persa industriale con modelli stampati in 3D usando la Clear Cast Resin di Formlabs.
Raccomandazioni e limitazioni per l'uso finale
La stampa 3D del modello sacrificale è un'alternativa vantaggiosa in termini di costi e tempi alla creazione di stampi in cera, poiché garantisce tempi di realizzazione più rapidi e prezzi competitivi. I modelli stampati in 3D con la Clear Cast Resin di Formlabs possono produrre parti fuse a cera persa con una qualità paragonabile a quella dei modelli in cera tradizionali. È particolarmente consigliata per:
- Modelli con geometrie metalliche complesse con sottosquadri, canali tortuosi e pareti sottili
- Produzione in piccole serie o a rapida rotazione
Alcune limitazioni includono:
- I modelli stampati in 3D possono essere più fragili di quelli in cera e devono essere maneggiati con cura.
- Richiede una fornace a fuoco rapido che raggiunga i 700-900 °C.
- Non utilizzare un'autoclave per decerare le parti, in quanto ciò può causare espansione, deformazione e piegatura delle parti e spesso la rottura dei gusci.
Risorse addizionali