Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.

Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.
La fusione a cera persa è un processo di fusione per la produzione di parti metalliche con forme complesse che non possono essere realizzate in altri modi. La Clear Cast Resin Formlabs permette di produrre rapidamente parti senza attrezzature, nuclei solubili o altre tecniche complesse di modellazione della cera. Dettagli complessi come sottosquadri, canali e pareti sottili, difficili da ottenere con l'iniezione della cera, possono essere facilmente realizzati con la stampa 3D.
La Clear Cast Resin è progettata per stampi più grandi, in genere in cui lo spessore delle pareti è superiore a 3 mm per la maggior parte del parte. Per funzionare correttamente, richiede la presenza di reticoli e fori di drenaggio, in quanto una parte solida ha un'alta probabilità di rompere i gusci.

La Clear Cast Resin stampa a 50 e 100 micron.
Risorse richieste
Consiglio:
Il link personalizzato a Materialise Magics offre un prezzo scontato.
Avviso:
Per istruzioni dettagliate sul workflow, leggi il documento tecnico.
Linee guida per la progettazione
Quando scegli una resina per fusioni, considera le proprietà di ciascuno dei materiali adatti alla colata. Per le parti più piccole o in filigrana, usa la Castable Wax Resin. Per i gioielli di medie e grandi dimensioni o piccoli componenti ingegneristici, usa la True Cast Resin. Per le fusioni a cera persa di parti di grandi dimensioni, usa la Clear Cast Resin.
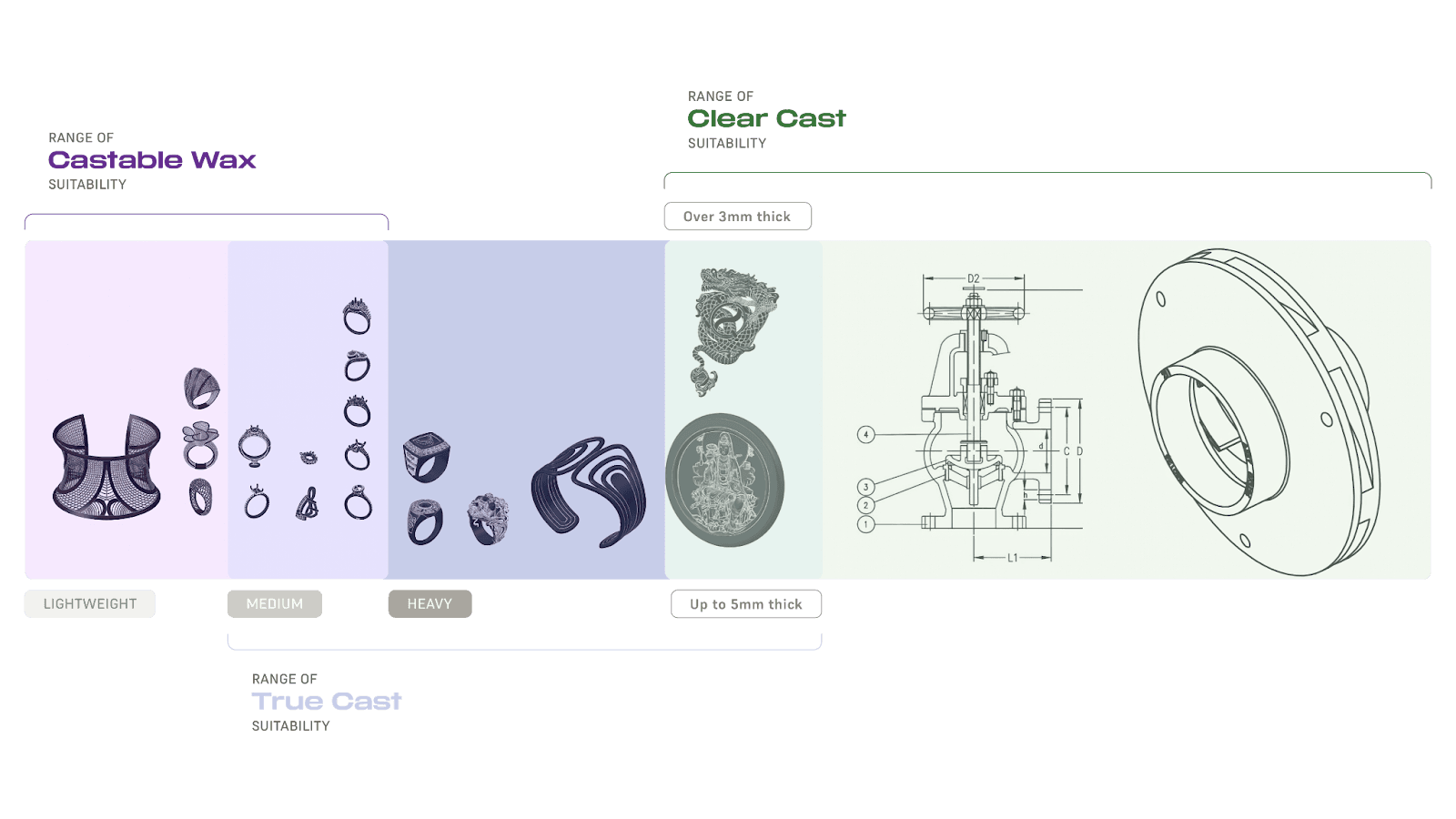
I modelli sacrificali per fusione a cera persa industriale devono essere abbastanza resistenti da sopportare la pressione dell'immersione nell'impasto ceramico e allo stesso tempo abbastanza sottili da poter essere bruciati. Le pareti sottili prevengono le fessurazioni causate dall'espansione termica durante la combustione. Sono disponibili soluzioni software che consentono di creare cavità nel parte e costruire un'impalcatura reticolare interna per rinforzare la parte. Il reticolo sostiene l'esterno della parte, evitando deformazioni e permettendo la stampa di pareti sottili. Anche il canale di colata può essere stampato in 3D come parte del modello. Poiché il reticolo è necessario per creare fusioni di qualità, si raccomanda di non scendere al di sotto dei 3 mm per la maggior parte della parte.
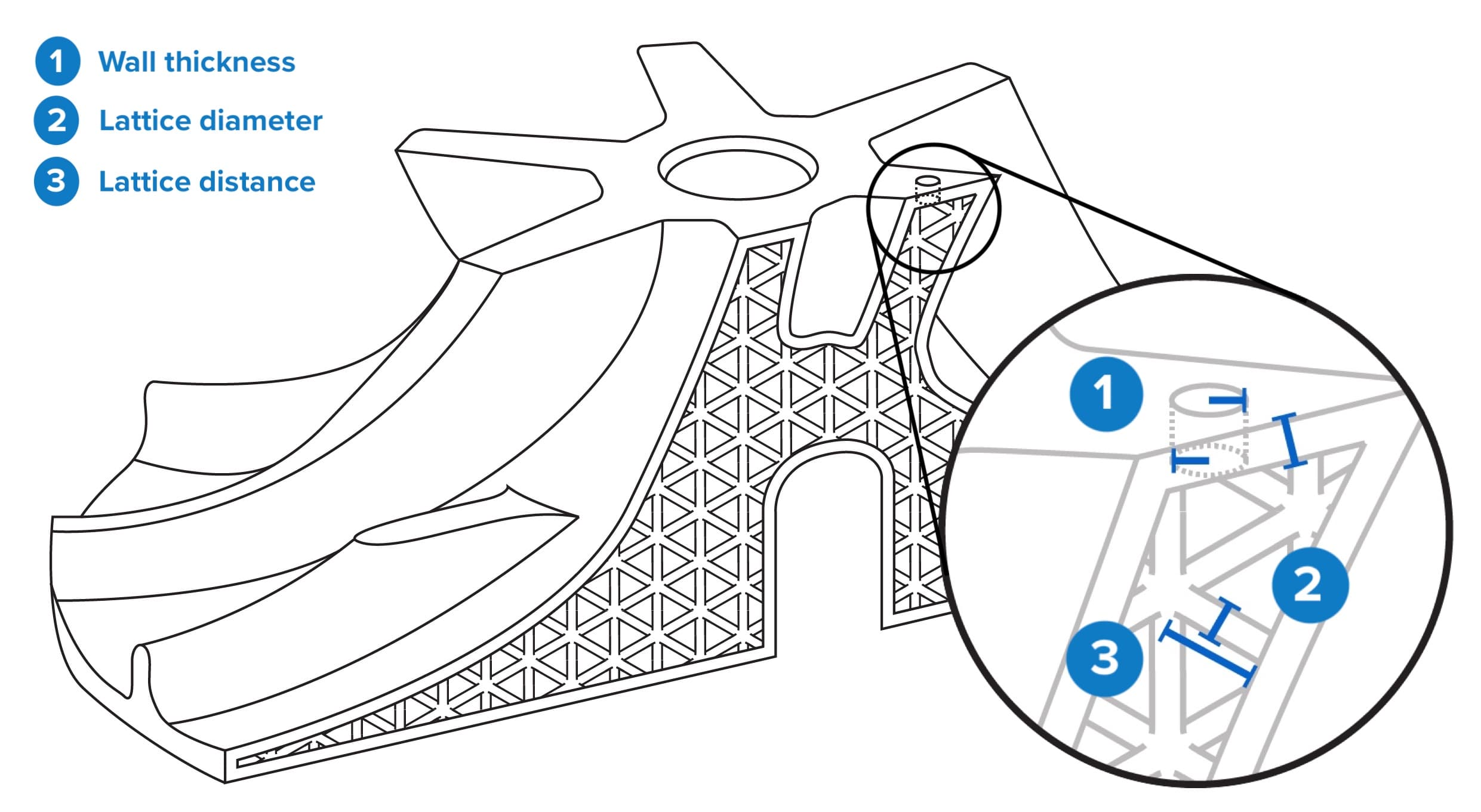
Dopo aver progettato la parte con il software CAD, importa il file CAD nel modulo reticolare e determina le impostazioni per guscio esterno, struttura reticolare e fori di drenaggio. Le pareti più sottili migliorano l'esito della fusione, ma aumentano il rischio di stampe non riuscite e possono indebolire le parti.
Consigli di stampa
| Spessore delle pareti | Diametro del reticolo | Distanza del reticolo | |
|---|---|---|---|
| Altamente conservativo | 1 mm | 1 mm | 3 mm |
| Conservativo | 1 mm | 0,50 mm | 3 mm |
| Common | 0.75 mm | 0,75 mm | 3 mm |
| Consigliato | 0,5 mm | 1 mm | 3 mm |
| Dimensione dei dettagli | 0,5 mm (standard) | ||
| Dimensione del foro | 2 mm (minimo, aumentare se necessario) | ||
Parti di grandi dimensioni con pareti spesse
Per le parti di grandi dimensioni che devono avere pareti più spesse, è possibile cavo anche le pareti per la stampa. Ad esempio, è possibile stampare una statua di grandi dimensioni con pareti spesse 5 mm in totale, a condizione che le pareti siano cave e a reticolo con un software di creazione di reticoli.
Fori di drenaggio
I fori di drenaggio riducono il rischio di stampe non riuscite a causa dell'effetto ventosa e consentono alla resina liquida di defluire dalla parte.
Le parti con struttura reticolare possono generare file di grandi dimensioni, che rallentano il processo di preparazione della stampa e di generazione dei supporti. Converti i file esportati in formato 3MF per ridurre le dimensioni del file.
Stampa con Clear Cast Resin
Avviso:
Per evitare danni alla macchina, controlla la tabella di compatibilità dei serbatoi resina nell'articolo Scelta dei materiali più adatti per assicurarti di utilizzare un serbatoio resina compatibile con questo materiale.
Prima di impostare la stampa successiva, installa o aggiorna PreForm.
Per preparare un modello per la stampa in PreForm:
Finitura
La Form Wash e altri sistemi di lavaggio agitano il bagno di solvente e rimuovono le parti dal bagno dopo un tempo prestabilito. Lava le parti secondo le indicazioni dell'articolo di assistenza per il dispositivo. Presta particolare attenzione alle informazioni che riguardano le proprietà meccaniche o i requisiti di biocompatibilità.
Dopo un primo lavaggio, asciuga le parti e pulisci la struttura reticolare con aria compressa. Lava nuovamente la parte e puliscila accuratamente con aria compressa, avendo cura di eliminare quanto più IPA e resina dall'interno. Lasciare che l'IPA e la resina si depositino nella parte può far sì che il guscio diventi molle, rendendolo inadatto alla fusione.
Requisiti per la polimerizzazione post-stampa
La Clear Cast Resin richiede la polimerizzazione post-stampa per raggiungere le sue proprietà meccaniche ottimali. Segui le buone pratiche di Formlabs quando decidi se rimuovere i supporti prima o dopo la polimerizzazione post-stampa. Consulta l'articolo di assistenza relativo al tuo dispositivo per le raccomandazioni sulla polimerizzazione post-stampa.
Segui le istruzioni negli articoli di assistenza Rimozione dei segni lasciati dai supporti e Tecniche avanzate di rimozione dei supporti per la post-elaborazione delle parti stampate.
Preparazione del modello
Avviso:
Per istruzioni dettagliate sul workflow, leggi il documento tecnico.
Chiusura dei fori di drenaggio
Esistono tre modi principali per chiudere i fori di drenaggio:

Controlla la tenuta dei fori introducendo aria compressa nell'ultimo foro e verificando la presenza di eventuali perdite.
Incollaggio di più pezzi
Se il tuo progetto supera il volume di stampa della stampante, puoi incollare più pezzi insieme prima della colata:
Bruciatura
Segui la procedura abituale per l'assemblaggio del modello, la creazione della scocca e la bruciatura. Per la combustione, Formlabs raccomanda una cottura rapida a una temperatura di 700-900 °C per due ore. Non utilizzare un'autoclave per decerare le parti, in quanto ciò può causare espansione, deformazione e piegatura delle parti e spesso la rottura dei gusci. Controlla che il guscio non presenti crepe o materiale in eccesso dopo la combustione e soffia via eventuali residui di cenere dallo stampo.

Seguire il processo abituale di fusione e finitura.