La fusione è un'abilità e allo stesso tempo un'arte. Per ottenere buoni risultati, la progettazione del pezzo da sottoporre a fusione è tanto importante quanto le proprietà dei materiali che vengono utilizzati. Durante la progettazione, presta attenzione ai dettagli specifici, al flusso di materiale nella fusione e alla configurazione di stampa. Per scoprire di più sui migliori parametri di progettazione per le caratteristiche più comuni della gioielleria, quali griffe, filigrana, incisioni, superfici, testo in rilievo e milligranato, consulta il whitepaper Stampa 3D di gioielli: parametri di progettazione di base, supporti e orientamento [EN] [DE] [FR] [IT] [ZH] from Formlabs.
Raccomandazioni per le funzionalità di stampa
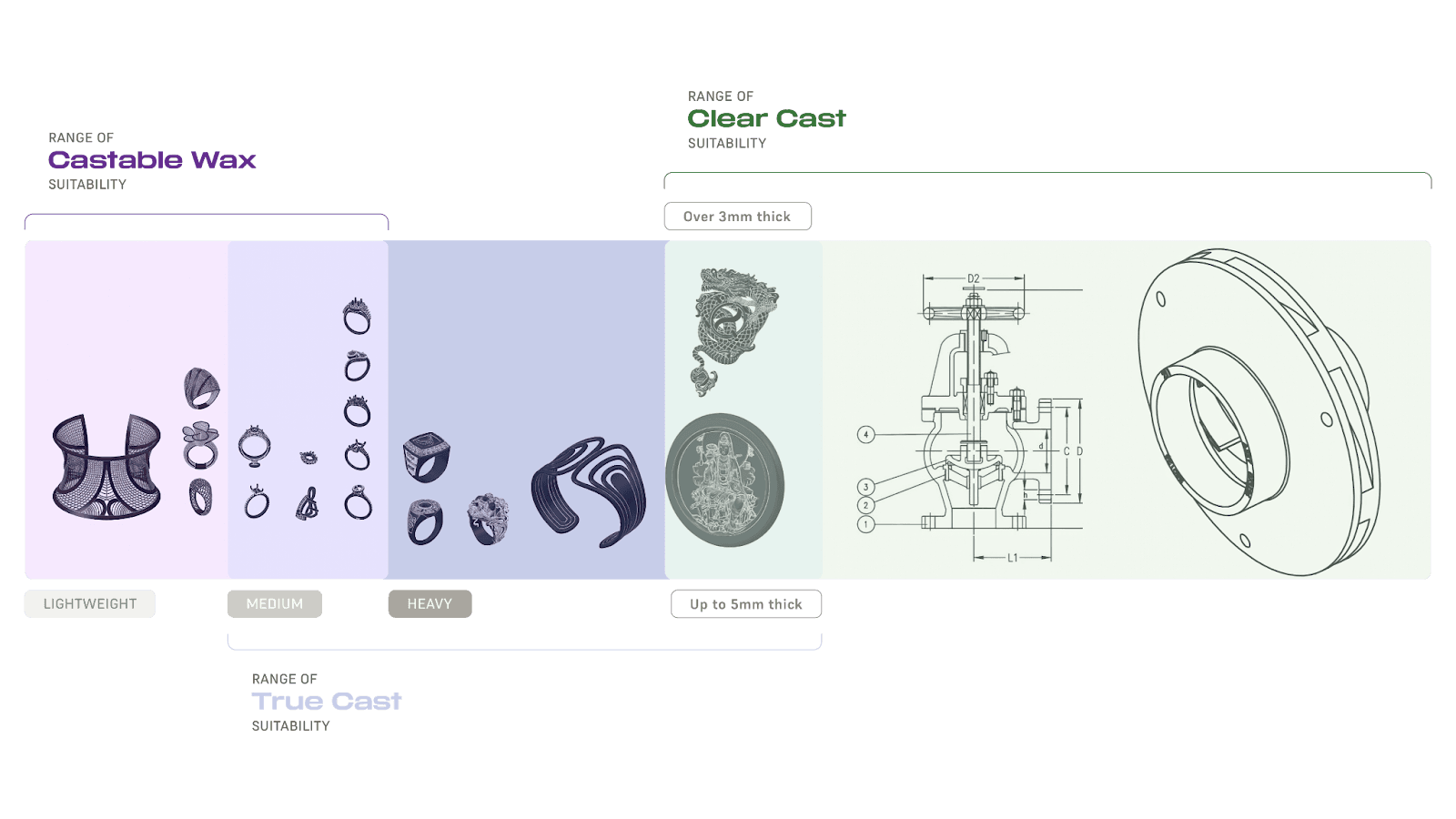
Quando stampi con la True Cast Resin, Formlabs consiglia di progettare modelli con uno spessore delle pareti compreso tra 500 micron e 5 mm.
Quando scegli una resina per fusioni, considera le proprietà di ciascuno dei materiali adatti alla colata. Per le parti più piccole o in filigrana, usa la Castable Wax Resin. Per i gioielli di medie e grandi dimensioni o piccoli componenti ingegneristici, usa la True Cast Resin. Per le fusioni a cera persa di parti di grandi dimensioni, usa la Clear Cast Resin.