Erstellen einer neuen Schichtdicke mit dem Druckereinstellungseditor (SLA)
Erstellen einer neuen Schichtdicke mit dem Druckereinstellungseditor (SLA)
Es gibt viele Gründe, warum es sinnvoll sein kann, die Schichtdicke eines Drucks zu ändern, sei es für eine höhere Druckgeschwindigkeit, feinere Merkmale oder glattere Oberflächen. Formlabs stimmt die Druckeinstellungen in der Regel für Schichtdicken von 100 μm und 50 μm ab, da diese den meisten Benutzeranforderungen entsprechen. Ihre spezifische Anwendung kann jedoch etwas anderes erfordern. Die Erstellung einer neuen Schichtdicke ist auch eine der einfachsten Möglichkeiten, um zu lernen, wie Sie den Druckereinstellungseditor nutzen können, um Formlabs-Materialien optimal an Ihre Bedürfnisse anzupassen.
Oben sehen Sie zwei vergrößerte Bilder von Schraubengewinden, die mit unterschiedlichen Schichtdicken gedruckt wurden. Das Teil auf der linken Seite wurde mit 25 Mikrometern gedruckt, das Teil auf der rechten Seite mit 100 Mikrometern. Der Unterschied in der Oberseite ist deutlich zu erkennen, wobei bei 100 Mikron einige Stufen zu sehen sind. Die anderen Oberflächen und die allgemeine Genauigkeit unterscheiden sich jedoch nicht wesentlich. Eine geringere Schichtdicke erhöht zwar immer die Druckzeit, aber nicht unbedingt die Genauigkeit Ihrer Drucke.
Erstellen einer benutzerdefinierten Druckeinstellung
Befolgen Sie die Anweisungen zum Erstellen einer benutzerdefinierten Druckeinstellung in Verwendung des PreForm-Druckeinstellungseditors (SLA). Beginnen Sie mit einer Formlabs-Druckeinstellung für Ihr Material und wählen Sie eine Schichtdicke, die der gewünschten Schichtdicke so nahe wie möglich kommt. Begin Sie beispielsweise mit einer Druckeinstellung von 100 Mikrometern, wenn Sie eine Einstellung von 200 Mikrometern erstellen möchten, oder wählen Sie die Einstellung von 50 Mikrometern für eine Einstellung von 25 Mikrometern. Dadurch wird die Menge der erforderlichen Abstimmung reduziert. Benennen Sie die Druckeinstellung und geben Sie eine Beschreibung an, damit Sie sie in Zukunft leicht finden und verwenden können.
Einstellungen, die sich auf die Schichtdicke auswirken
Wenn Sie die Schichtdicke einer benutzerdefinierten Druckeinstellung ändern, müssen Sie häufig auch die folgenden Parameter ändern. Eine vollständige Erklärung der einzelnen Parameter finden Sie unter Verwendung des PreForm-Druckeinstellungseditors (SLA).
| Parameter | Anmerkungen |
|---|---|
| Schichtdicke | Eine Änderung dieses Parameters wirkt sich nur auf die Motorbewegungen zwischen den Schichten aus. Andere Werte, wie z. B. Belichtung oder Intensität der Beleuchtung, werden nicht neu berechnet. |
| Modellfüllbelichtung | Modellfüllbelichtung definiert die Energiedichte, die beim Drucken des Inneren jedes Modells angewendet wird. Da Sie die Dicke des Harzes, das mit jeder Schicht ausgehärtet werden muss, verändern, müssen Sie auch diesen Wert anpassen, um dies auszugleichen. Im Allgemeinen ist dies linear von der Dicke abhängig. Bei einer Schichtdicke, die der Hälfte der ursprünglichen Druckeinstellung entspricht, wird beispielsweise die Hälfte der Belichtung angewendet. |
| Stützstrukturfüllbelichtung | Wie Modellfüllbelichtung |
| Perimeterfüllbelichtung | Wie Modellfüllbelichtung |
| Überhangfüllbelichtung | Wie Modellfüllbelichtung |
Seltener müssen Sie auch diese Parameter ändern:
| Parameter | Anmerkungen |
|---|---|
| Wartezeit nach der Belichtung | Eine Erhöhung der Wartezeit nach der Belichtung kann dazu führen, dass sich das Teil leichter vom Tankfilm löst und die während des Drucks auf die Teile einwirkenden Kräfte verringert werden. |
| Bestrahlungsstärke | Die Bestrahlungsstärke oder LED-Intensität kann erhöht werden, um die Druckzeit zu verkürzen. Verringern Sie diesen Wert, um die Druckzuverlässigkeit zu verbessern, die Lebensdauer der LPU zu verlängern und das Gelieren des Harzes zu verhindern. |
| Intensität des Eintauchens | Kleinere Schichtdicken können sanftere Eintauchbewegungen erfordern, um eine Beschädigung des Teils zu vermeiden. Eine Verringerung der Eintauchintensität kann dies verbessern, obwohl der Drucker auch automatisch kompensieren sollte. |
| Benutzerdefinierte Eintauchbewegung | Wenn Benutzerdefinierte Eintauchbewegung aktiviert ist, müssen die einzelnen Bewegungen (Verlangsamung beim Eintauchen, Maximale Eintauchgeschwindigkeit, Wartezeit nach Eintauchen und Wartezeit nach Eintauchen bei frühen Schichten) angepasst werden. Für kleinere Schichtdicken:
|
Feinabstimmung der Einstellungen
Nachdem Sie Ihre benutzerdefinierte Druckeinstellung erstellt haben, führen Sie einen Testdruck mit einigen Geometrien durch, die repräsentativ für das sind, was Sie drucken möchten. Begin Sie nach Möglichkeit mit Teilen, die direkt auf der Konstruktionsplattform gedruckt werden, da dies viele Probleme im Zusammenhang mit Stützstrukturen vermeidet. Passen Sie Ihre Druckeinstellungen auf der Grundlage Ihrer Ergebnisse an. Die meisten Fehler können durch Änderungen an einigen wenigen Schlüsselparametern behoben werden:
| |
| |
|  |
| |
|  |
|  |
Tutorials
Beispiel 1: Erstellen einer Schichtdicke von 150 μm für ESD Resin
Eine Schichtdicke von 150 μm für ESD Resin ist nützlich, um die Druckzeiten zu verkürzen, insbesondere wenn die Teile relativ einfache geometrische Formen haben. Um loszulegen, wurden die folgenden Parameter von der bestehenden 100-Mikron-Druckeinstellung geändert:
- Schichtdicke: 0,100 mm -> 0,150 mm
- Belichtung der Oberseite: 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Belichtung der Stützstrukturberührungspunkte: 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Belichtung der Stützstrukturfüllung: 41,3 mJ/cm2 -> 61,95 mJ/cm2
- Belichtung der Modellfüllung: 31,4 mJ/cm2 -> 47,10 mJ/cm2
- Belichtung und Versatz der ersten Schichten:
- Eintrag 1: 133,4 mJ/cm2 -> 200 mJ/cm2
- Eintrag 2: 31,4 mJ/cm2 -> 47,10 mJ/cm2
Beachten Sie, dass sich die Schichtdicke um 50 % erhöht hat und damit auch die hier aufgeführten Belichtungsparameter.
Erster Testdruck
Der erste Testdruck war ein Satz von Befestigungsclips für eine Uhr. Dieses Modell wurde ausgewählt, weil es klein ist (42 Schichten und 16 Minuten) und keine Hinterschneidungen, Stützstrukturen oder andere Merkmale aufweist, die die Abstimmung erschweren könnten. Dieser Druck hatte keine Probleme, sodass die Druckeinstellung für kompliziertere Tests bereit ist.

Testen der neuen Einstellungen an einer realen Teildatei
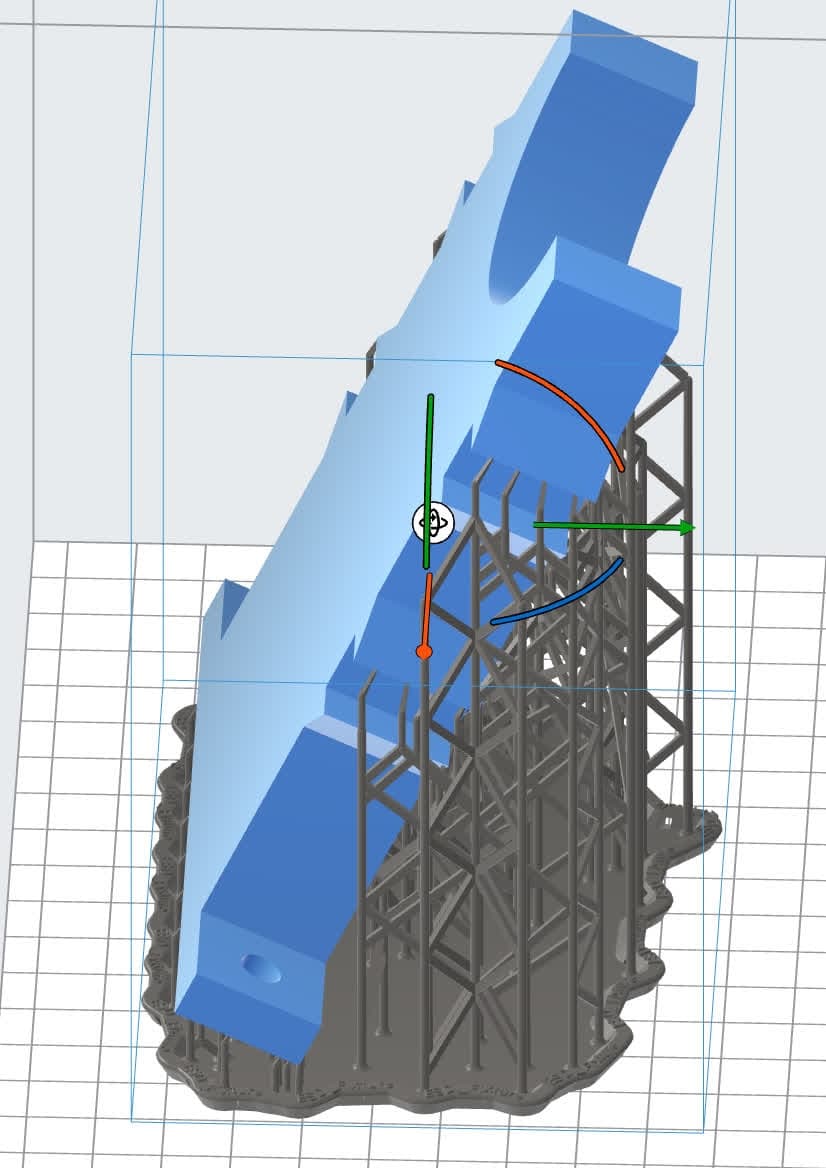
Die Entwicklung von Druckeinstellungen an einem flachen, einfachen Testmodell ist nützlich, um erste Probleme zu lösen und die neue Schichtdicke zu drucken. Ihre Modelle können jedoch Merkmale aufweisen, die zu Komplikationen beim Druck führen können, wie z. B. Überhänge, große Flächen, Stützen oder feine Merkmale. Nachdem Sie Ihre benutzerdefinierte Druckeinstellung validiert haben, sollten Sie auch komplexere Drucke weiterhin überwachen. In diesem Beispiel sind wir von einer Reihe von Uhrenclips zu einer großen Halterung übergegangen. Diese Halterung erfordert Stützstrukturen und würde mit den Standard-Druckeinstellungen von 100 Mikrometern in der Regel etwa fünf Stunden zum Drucken benötigen. Durch Erhöhung der Schichtdicke auf 150 Mikrometer können wir die Druckzeit auf vier Stunden reduzieren. Die Halterung wurde mit den oben aufgeführten Parametern erfolgreich gedruckt. Beachten Sie, dass deutlich unterschiedliche Modelle eine zusätzliche Abstimmung erfordern können.
Beispiel 2: Erstellen einer Schichtdicke von 10 μm für ESD Resin
Extrem kleine Schichtdicken werden im Allgemeinen nicht empfohlen. Dabei wirken oft viel größere Kräfte, die zu längeren Schichtzeiten führen und den Harztank oder sogar den Drucker selbst beschädigen können. Die Auflösungssteigerung ist in der Regel sehr gering oder sogar negativ, da die kleineren Merkmale entweder durch die erhöhten Kräfte beschädigt werden oder nicht so vollständig belichtet werden, wie es bei einer größeren Schicht der Fall wäre.
Es ist jedoch immer noch möglich, so kleine Schichten erfolgreich zu drucken. In diesem Beispiel wird daher eine Schichtdicke von 10 μm, einige damit verbundene Fehlermodi und Parameter gezeigt, mit denen Sie das Risiko minimieren können.
Um loszulegen, wurden die folgenden Parameter aus der bestehenden 50-Mikron-Druckeinstellung geändert. Beachten Sie, dass sich die Schichtdicke um 80 % verringert hat und damit auch die hier aufgeführten Belichtungsparameter.
- Schichtdicke: 0,050 mm -> 0,010 mm
- Alle Belichtungsparameter: 18,4 mJ/cm2 -> 3,68 mJ/cm2
- Belichtung und Versatz der ersten Schichten:
- Eintrag 1: 133,4 mJ/cm2 -> unverändert (0,0 mm)
- Eintrag 2: 18,4 mJ/cm2 -> 3,7 mJ/cm2 (0,6 mm)
- Höhen und Versätze unverändert
Da wir die Schichtdicke drastisch verringert haben, müssen auch die Quetschungsparameter auf viel niedrigere und konservativere Werte geändert werden:
- Verlangsamung beim Eintauchen: 500 mm/s2 -> 1,0 mm/s2
- Bei der Standardeinstellung würde das Absenken der Konstruktionsplattform in das Harz zu einem massiven Druckanstieg führen, der einen Fehler bei der Ablagerungserkennung des Druckers auslöst.
- Wartezeit nach dem Eintauchen der ersten Schicht: 110 s -> 120 s
- Squish Wait (Wartezeit nach Eintauchen): 30 s -> 80 s
- Bei sehr geringen Schichtdicken ist zusätzliche Zeit erforderlich, damit das gesamte Harz unter dem Druckteil herausgedrückt werden kann.
- Maximale Eintauchgeschwindigkeit: 60,0 mm/s -> 15,0 mm/s
- Dadurch hat das Harz mehr Zeit, um der Konstruktionsplattform und den Druckteilen auszuweichen, was die auf sie einwirkenden Kräfte verringert und die Druckgenauigkeit insgesamt erhöht.
Der erste Testdruck
Der erste Testdruck war derselbe wie für das obige Beispiel mit 150 μm. Hier ist der Druck größtenteils fehlgeschlagen, wobei alle bis auf einen Block nach den ersten Schichten fehlgeschlagen sind.


So beheben Sie das Problem:
- Messen Sie die Dicke des Materials, das auf der Konstruktionsplattform haften geblieben ist. Dies hilft, festzustellen, ob ein Problem beim Übergang von den ersten Schichten (die bei 0,6 mm enden) oder beim Übergang von der Kompression der ersten Schichten auftritt.
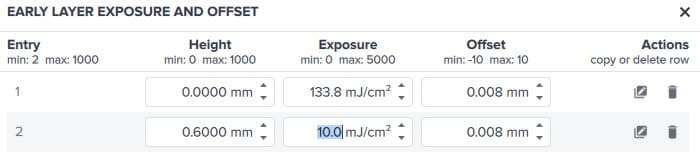
- Passen Sie die Parameter für die frühen Schichten im Druckeinstellungseditor auf der Grundlage Ihrer Ergebnisse an. Hier versagten die Teile bei fast genau 0,6 mm, was darauf hindeutet, dass der Wert für die Belichtung in dieser Höhe zu niedrig ist. In diesem Beispiel haben wir die Belichtung im zweiten Eintrag Belichtung und Versatz der frühen Schichten von 18,4 mJ/cm2 auf 3,7 mJ/cm2 verringert. Die Erhöhung auf 10 mJ/cm2 ermöglichte die problemlose Herstellung aller sechs Teile.
- Alternativ können Sie den Wert für Höhe erhöhen. PreForm interpoliert linear zwischen den Einträgen im Array Belichtung und Versatz der frühen Schichten, sodass sich die Änderung der Belichtung zwischen aufeinanderfolgenden frühen Schichten allmählicher vollzieht.
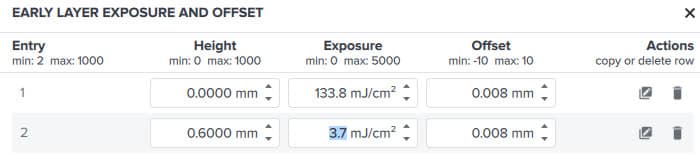
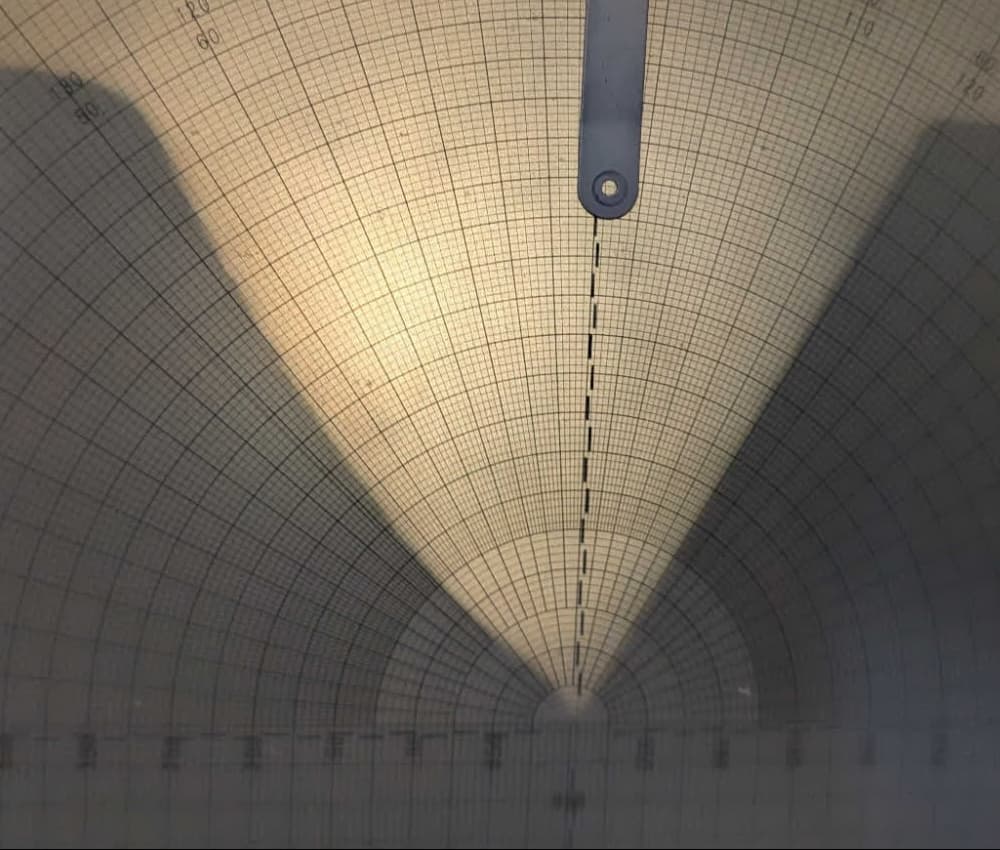
Array für Belichtung und Versatz der ersten Schichten vor dem ersten Testdruck
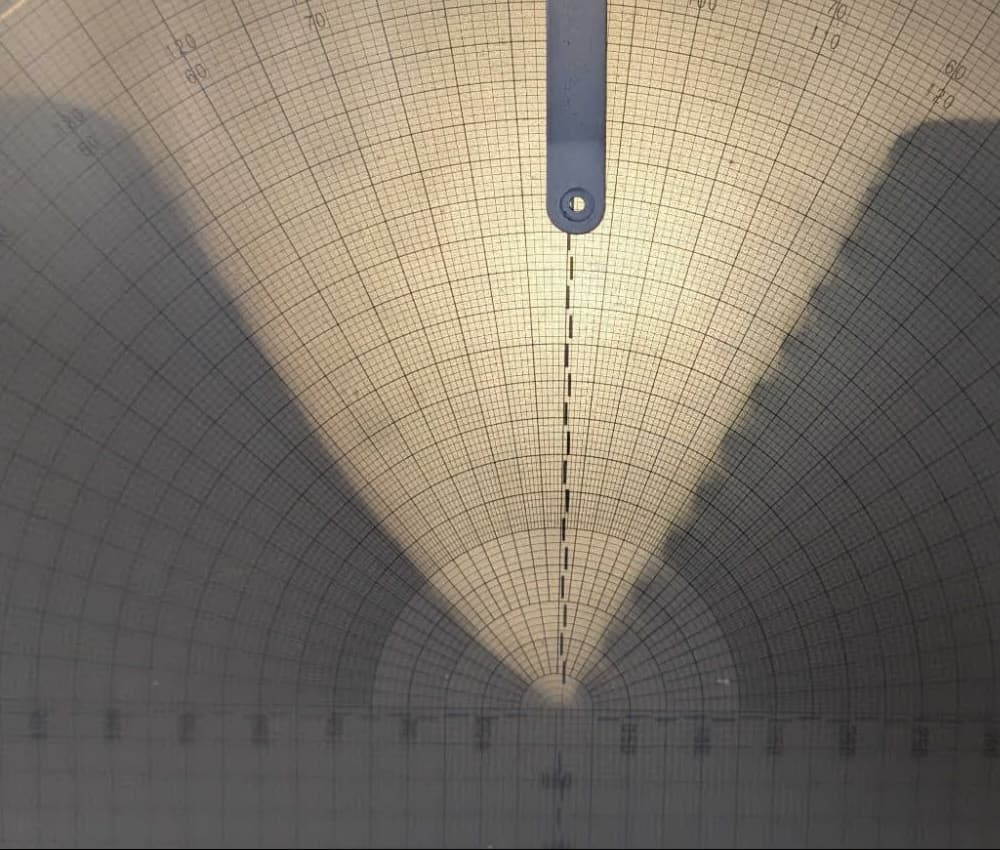
Angepasste Arrays für Belichtung und Versatz der frühen Schichten nach dem ersten Testdruck
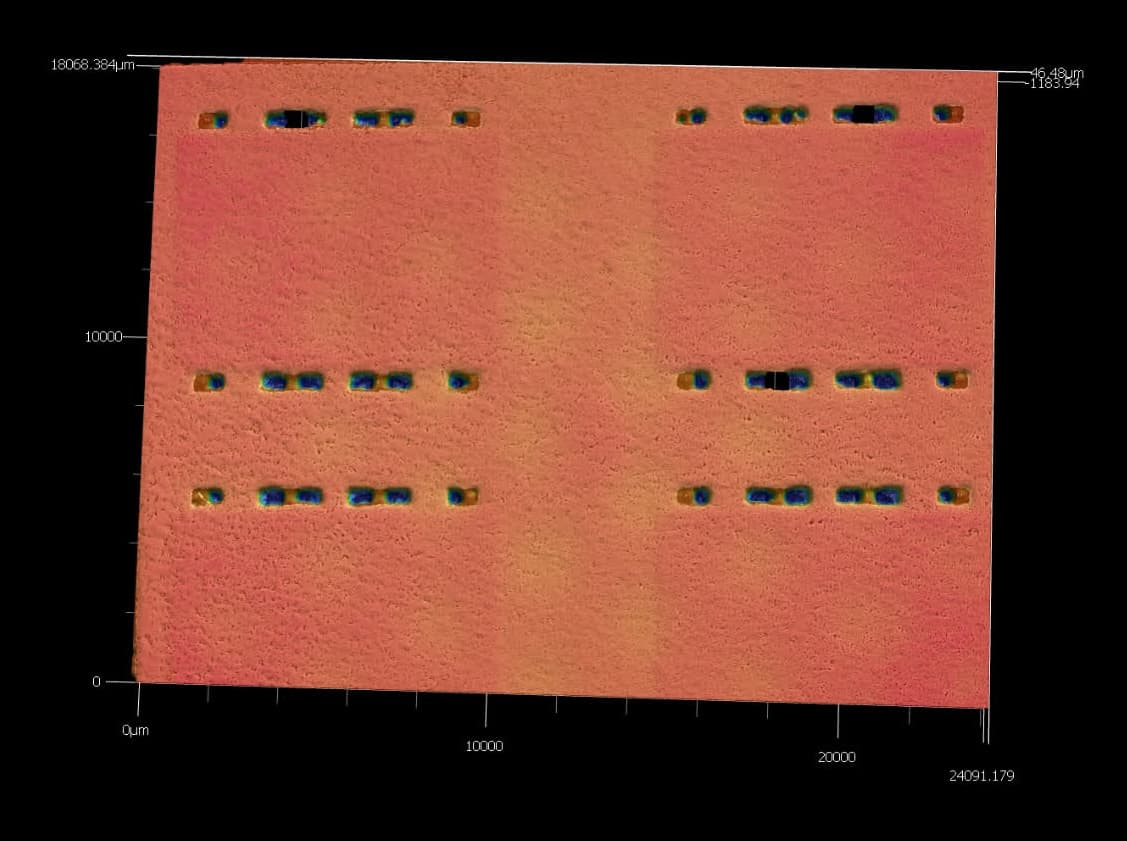
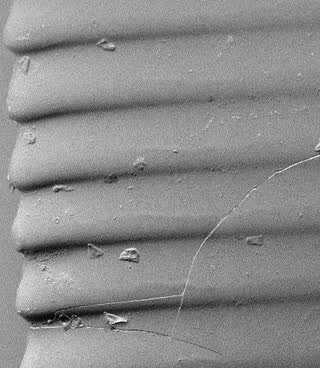
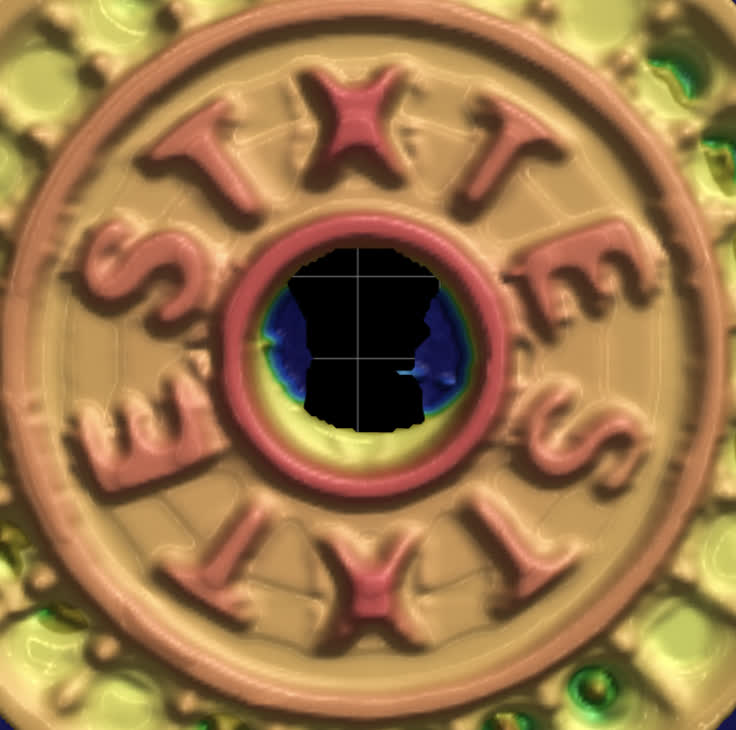
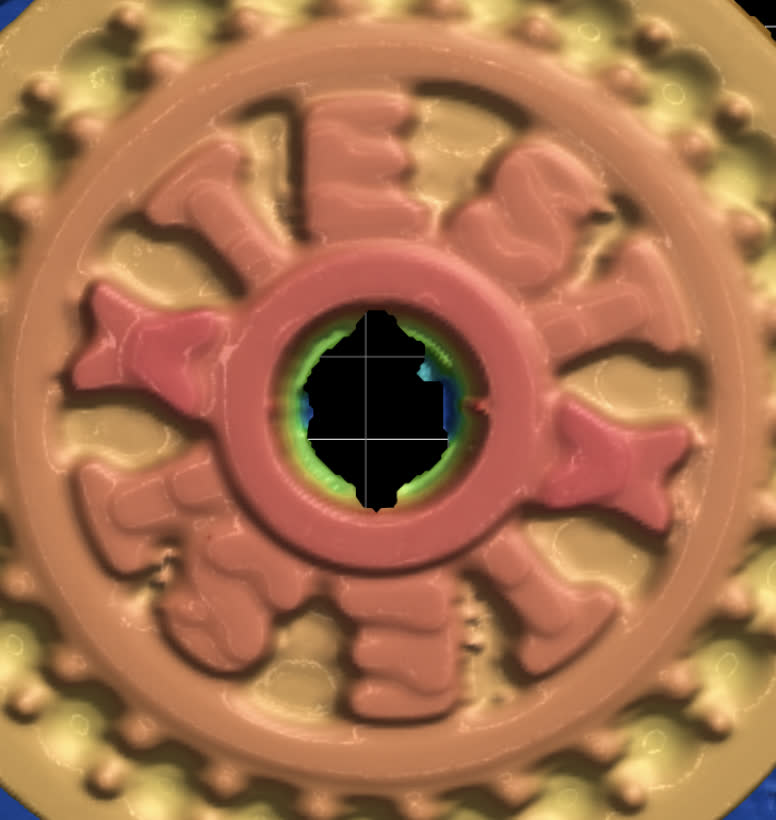
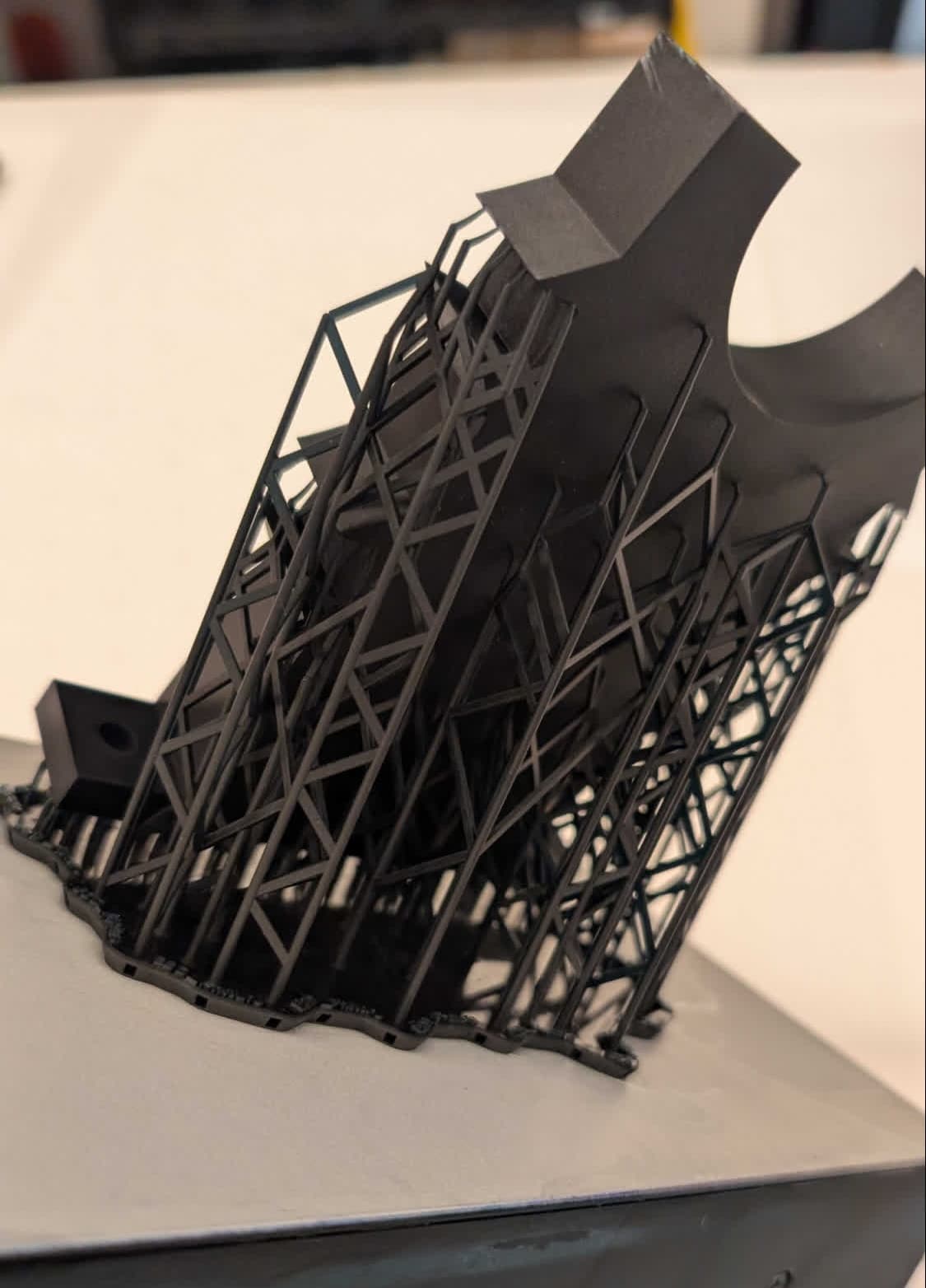
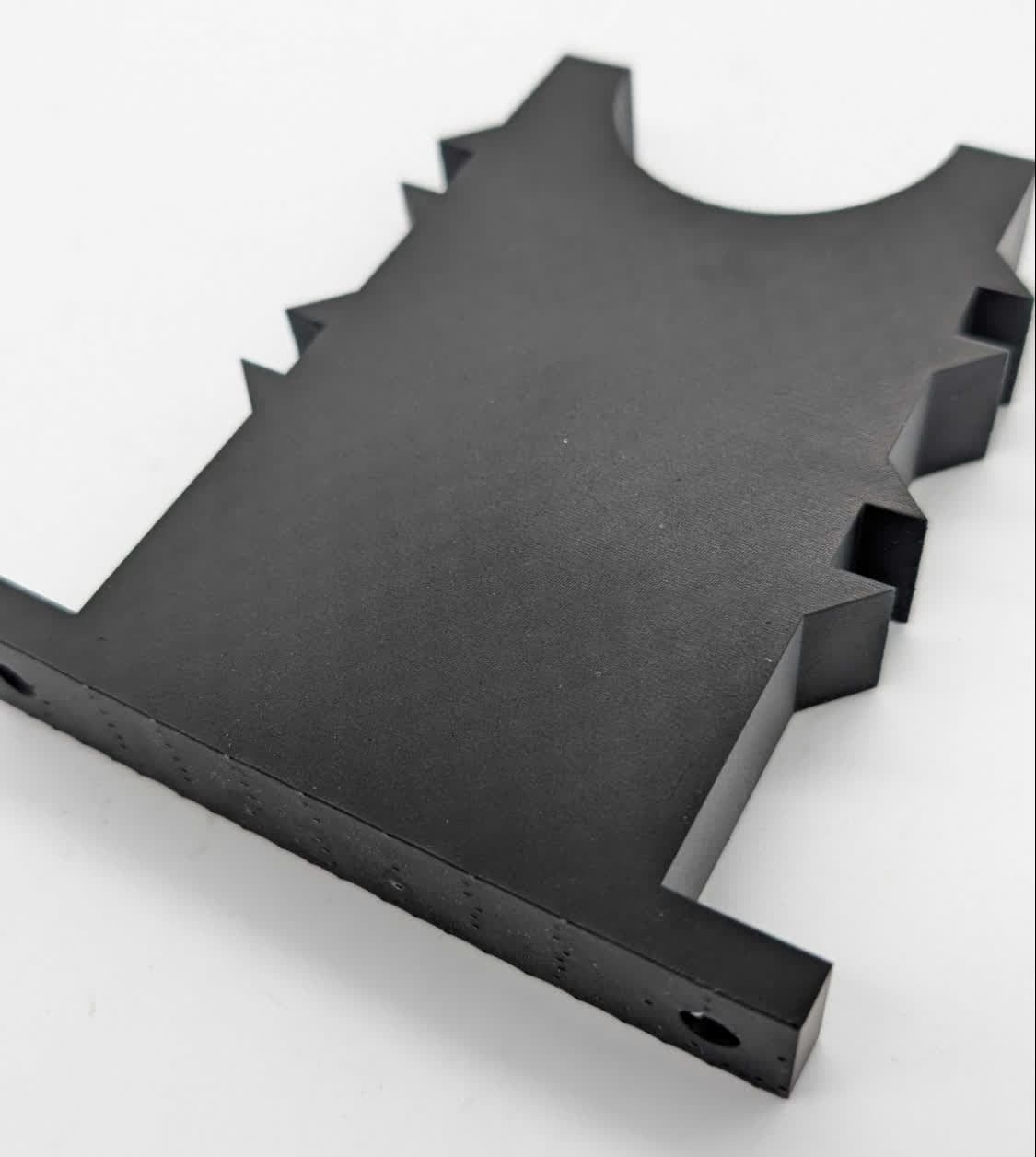
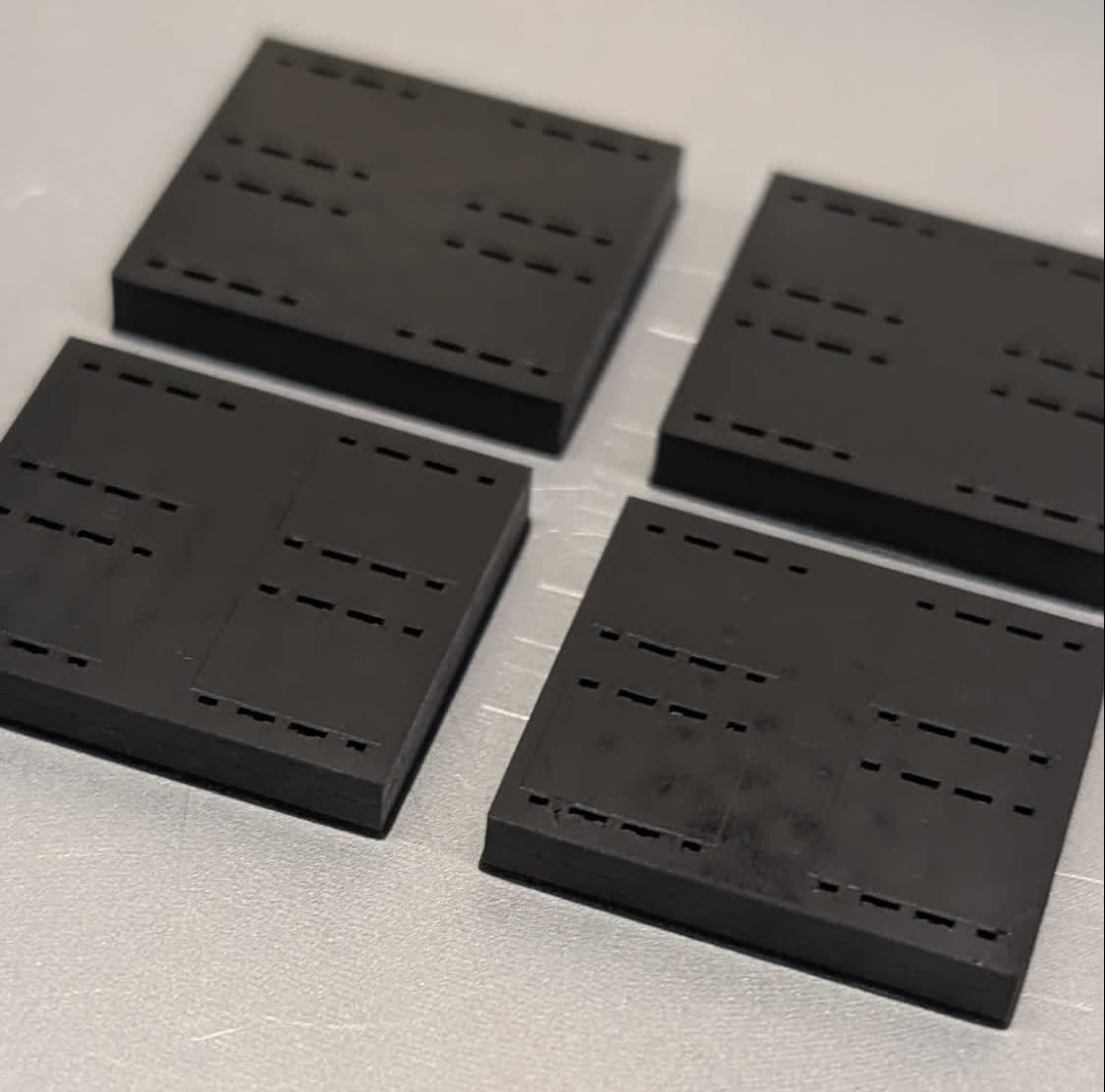
Sobald die Testteile erfolgreich gedruckt wurden, konnten weitere funktionale Teile gedruckt werden, wobei die geringen Schichtdicken ausgenutzt wurden. Das unten abgebildete Teil ist beispielsweise eine Vorrichtung zum Halten empfindlicher integrierter Schaltkreise (ICs) in einer kleinen Produktionslinie. Es verfügt über ein 20-Mikron-Polster, an dem die ICs anliegen, und eine Zentrierhilfe in der Mitte, die aus 10-Mikron-Stufen besteht.
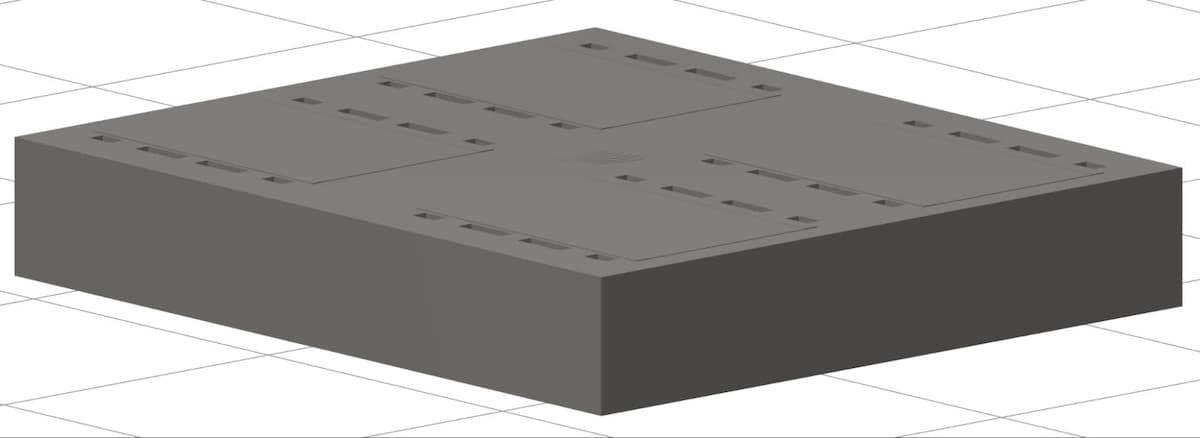
Dieses Teil wurde erfolgreich gedruckt und erzeugte die oben genannten feinen vertikalen Merkmale. Beachten Sie, dass sich die X/Y-Auflösung bei diesen geringeren Schichtdicken nicht verbessert hat, sodass die Merkmale, die sich in derselben Ebene wie die Konstruktionsplattform befinden, immer noch ungefähr die gleichen Toleranzen und Größen aufweisen müssen wie bei 50 Mikrometern.

Eine klarere Ansicht der feinen vertikalen Merkmale dieses Drucks finden Sie im Profilometerscan hier. Die 20-Mikron-Pads sind als die dunkleren roten Bereiche auf der Oberfläche des Teils zu sehen. Beachten Sie, dass die Ablösetextur der Form 4 Light Processing Unit ebenfalls sichtbar ist, dargestellt durch die helleren gelben Punkte auf der Oberfläche. Wenn die Schichtdicke immer weiter verringert wird, wird dieser Anteil an der Schicht immer größer.