
Choosing the right powder
Choosing the right powder
Formlabs stellt seinen Kunden acht verschiedene Pulver zur Auswahl, die eine breite Produktpalette an Anwendungen abdecken. Bestimmte Pulver eignen sich möglicherweise besser für Ihre spezifischen Anwendungen als andere. In diesem Artikel erfahren Sie, welches Pulver Sie aufgrund verschiedener Faktoren wählen sollten, welche Erwartungen Sie dabei haben können und welche Richtlinien Sie befolgen sollten.
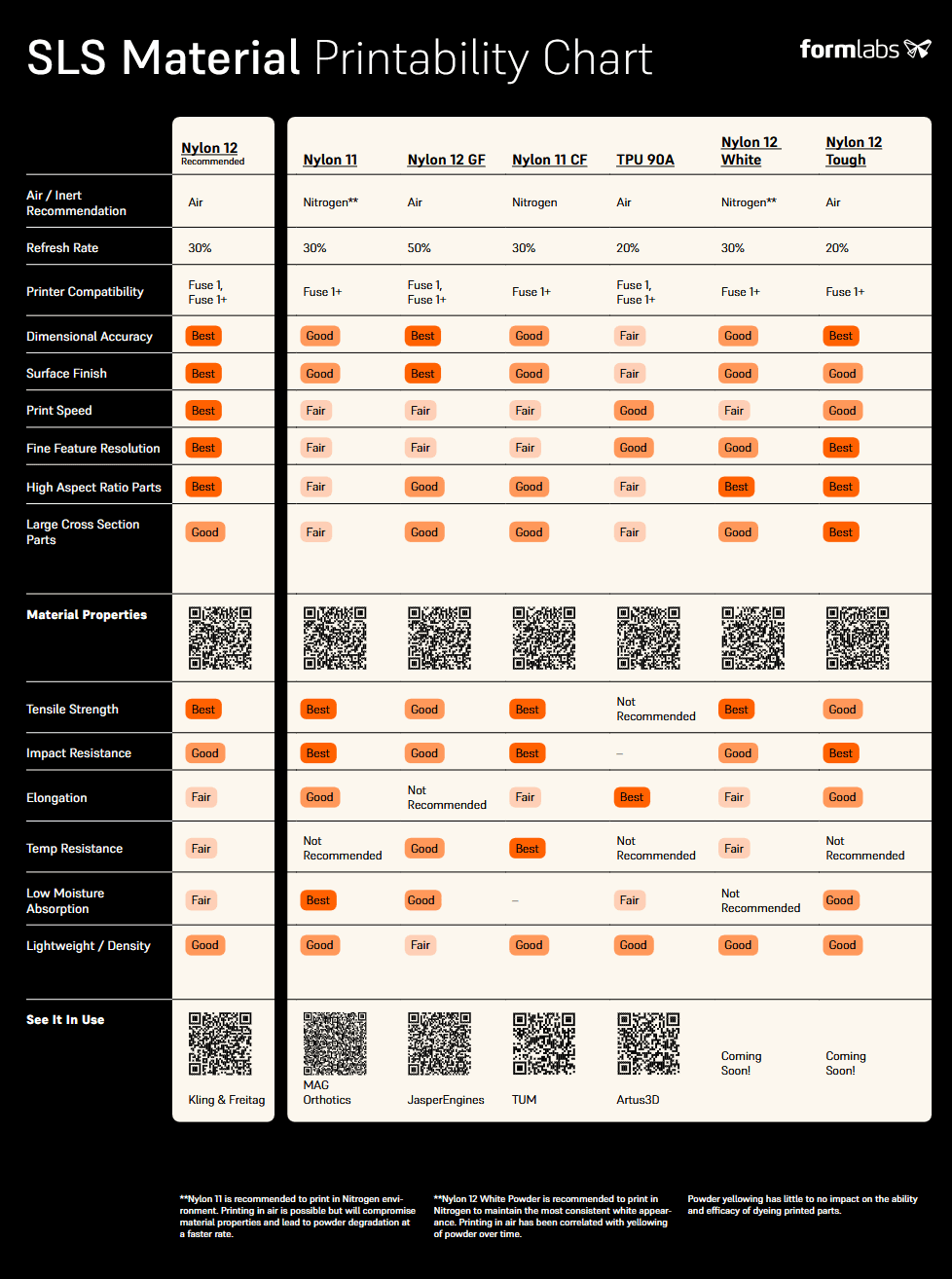
Für eine PDF-Version dieser Tabelle in voller Größe klicken Sie bitte hier. Weitere Details zur Bewertung von Maßgenauigkeit, Oberflächenbeschaffenheit und anderen Kennzahlen finden Sie in den Abschnitten über die Leistung des Pulvers und die Druckgeometrie der Teile (siehe unten).
Nylon 12 Powder erfordert wenig bis gar keine zusätzliche Feinabstimmung über die Formlabs-Standardempfehlungen hinaus. Wenn Sie den Designleitfaden von Formlabs und die Einrichtungsschritte für Nylon 12 Powder befolgen, können Sie vom ersten Druck an mit Erfolg rechnen. Nylon 12 Powder ist Formlabs' Top-Empfehlung für eine Vielzahl von Anwendungen, darunter die Prototypenentwicklung mit schnellem Durchsatz und die Fertigung mit hohem und niedrigem Mischungsgrad, bei hervorragendem Druckertrag.
Die übrigen SLS-Pulver erfordern je nach Teil oder Aufbau möglicherweise eine zusätzliche Feinabstimmung über die Formlabs-Standardempfehlungen hinaus. Diese zusätzlichen Schritte können Folgendes umfassen:
- Änderung der Ausrichtung der Teile und der Packungsdichte in der Konstruktionskammer, um den Teiledurchsatz und den Druckerfolg zu optimieren
- Zusätzliche Wartung oder Kalibrierung auf der Grundlage des Teiledurchsatzes und des Druckerfolgs
- Bei Erfahrung: Verwendung des Druckeinstellungseditors zur weiteren Feinabstimmung der besten Einstellungen für Ihre Anwendung
Diese Materialien eignen sich am besten für die Produktion mit geringer Mischung, allgemeine Prototypen und andere Umgebungen, in denen Sie die Möglichkeit haben, die besten Einstellungen für Ihre Arbeit zu ermitteln.
Drucker/Pulver-Kompatibilität
Jedes Pulver hat eine einzigartige Formulierung, sodass es auf Druckern der Generation Fuse 1 gedruckt werden kann. Es gibt jedoch Einschränkungen, die Kunden bei der Entscheidung hinsichtlich der Eignung eines Pulvers für ihre Anforderungen berücksichtigen sollten. Diese Einschränkungen sind hardwareabhängig und wirken sich auf die Kosten, die Zeit und die Qualität der Teile aus.
Fuse 1 vs. Fuse 1+ 30W
In der nachstehenden Tabelle finden Sie Informationen darüber, welche Pulver mit welchen Druckern der Generation Fuse 1 kompatibel sind.
| Fuse 1 kompatibel | Fuse 1+ 30W kompatibel |
|---|---|
| Nylon 12 Powder | Nylon 12 Powder |
| Nylon 12 GF Powder | Nylon 12 GF Powder |
| Nylon 11 Powder* | Nylon 12 Tough Powder |
| TPU 90A Powder | Nylon 12 White Powder |
| Nylon 11 Powder | |
| Nylon 11 CF Powder | |
| TPU 90A Powder |
*Formlabs empfiehlt nachdrücklich, Nylon 11 Powder auf einem Drucker des Typs Fuse 1+ 30W in Stickstoff zu Drucken.
Luft vs. Inertgasatmosphäre
Bestimmte Pulver können empfindlich auf Oxidation in der Konstruktionskammer reagieren. Bei Druckern des Typs Fuse 1+ 30W ist die Verwendung von Stickstoff ein wirksames Mittel, um dieses Problem zu bekämpfen und die von Formlabs dokumentierten Materialeigenschaften zu erreichen. In der nachstehenden Tabelle ist aufgeführt, welche Pulver mithilfe von Stickstoff gedruckt werden sollten.
| Luft empfohlen | Stickstoff empfohlen |
|---|---|
| Nylon 12 Powder | Nylon 11 Powder* |
| Nylon 12 GF Powder | Nylon 11 CF Powder |
| Nylon 12 Tough Powder | Nylon 12 White Powder** |
| TPU 90A Powder |
*Nylon 11 Powder kann in Luft gedruckt werden, erfordert aber aufgrund der Materialeigenschaften und der Pulverabnutzung eine höhere Neuzuführungsrate. Das Drucken von Nylon 11 Powder an der Luft wird für unerfahrene Nutzer des Materials nicht empfohlen.
**Drucken Sie Nylon 12 White Powder in Stickstoff, um ein möglichst durchgehendes weißes Erscheinungsbild der Teile über mehrere Drucke hinweg zu erhalten. Nylon 12 White Powder kann mit der gleichen Neuzuführungsrate in Luft gedruckt werden, aber nach mehreren Druckvorgängen beginnt das Pulver aufgrund von Oxidation in der Konstruktionskammer zu vergilben. Die Vergilbung des Pulvers und der Teile hat keine Auswirkungen auf die Färbbarkeit der Teile, falls diese am Ende gefärbt werden sollen.
Leistung des Pulvers
Neuzuführungsrate
Die Neuzuführungsrate legt fest, wie viel Pulver aus einem früheren Druck wiederverwendet werden kann. Eine niedrigere Neuzuführungsrate, bei der weniger frisches Pulver verwendet wird, kann als kosteneffizienter angesehen werden. Experimentieren Sie mit Neuzuführungsrate, während Sie mit Ihrem spezifischen Arbeitsablauf arbeiten. Formlabs empfiehlt und validiert Einstellungen für bestimmte Neuzuführungsraten und kann den Erfolg außerhalb der getesteten Grenzen nicht garantieren, abgesehen von einigen wenigen Ausnahmen bei bestimmten Materialien.
Die von Formlabs beworbene Neuzuführungsrate wird von Formlabs als bestes Gleichgewicht zwischen Kosten, Leistung und Optik festgelegt. Wenn Ihre spezifische Anwendung eine höhere oder geringere funktionale oder ästhetische Leistung erfordert, kann eine andere Neuzuführungsrate in Betracht gezogen werden, aber es kann nicht garantiert werden, dass sie den von Formlabs beworbenen Leistungsspezifikationen entspricht.
| Material | Empfohlene Neuzuführungsrate |
|---|---|
| Nylon 12 Powder | 30 % |
| Nylon 12 GF Powder* | 50 % |
| Nylon 12 Tough Powder | 20 % |
| Nylon 12 White Powder | 30 % |
| Nylon 11 Powder** | 30 % |
| Nylon 11 CF Powder | 30 % |
| TPU 90A Powder | 20 % |
*Nylon 12 GF Powder verwendet eine Standard-Neuzuführungsrate von 50 %, aber unter spezieller Anleitung von Formlabs kann eine Neuzuführungsrate von 70 % verwendet werden, um Fehlerbehebungen für Teile vorzunehmen.
**Wenn Nylon 11 Powder in Luft gedruckt wird, empfiehlt Formlabs eine Neuzuführungsrate von 50 %. Bestimmte Anwendungen von Nylon 11 Powder in Luft können noch höhere Neuzuführungsraten erfordern, um die gewünschten Ergebnisse zu erzielen. Wenden Sie sich an Formlabs, bevor Sie für Nylon 11 Powder die Neuzuführungsraten über die Standardempfehlungen hinaus anpassen.
Druckgeschwindigkeit
Die Druckgeschwindigkeit ist eine Bewertung der Geschwindigkeit, mit der ein Teil gesintert werden kann. Formlabs bewertet diese Kennzahl anhand der Zeit, die für die Fertigstellung eines Drucks benötigt wird, der sich über die gesamte Konstruktionskammer erstreckt.
Maßgenauigkeit
Die Maßgenauigkeit ist eine Bewertung der Toleranz, die Teile zuverlässig erreichen können, ohne dass die Modellausrichtung oder -geometrie angepasst werden muss. Die Bezeichnungen „Best“ (Optimal), „Good“ (Gut) und „Fair“ (Annehmbar) unten beziehen sich auf die in der XY-Ebene gedruckten Abmessungen. Die Maßgenauigkeit entlang der Z-Achse kann auch von der Geometrie des Teils und der Platzierung in der Konstruktionskammer abhängen, kann aber in Absprache mit dem Formlabs-Kundenservice optimiert werden.
Weitere Informationen zur Maßgenauigkeit finden Sie in unserem Whitepaper Messung der Maßgenauigkeit und Druckwiederholbarkeit von SLS-Teilen.
- Optimal: Die Drucke werden mit hoher Wahrscheinlichkeit größengetreu gedruckt (innerhalb von 0,5 % Toleranz) und sind an unterschiedlichen Stellen des Fertigungsvolumens sehr einheitlich. Es sollten nur wenige oder gar keine Anpassungen an der Geometrie oder Ausrichtung des Modells erforderlich sein.
- Gut: Die Teile neigen zu gelegentlichen Maßungenauigkeiten von > 0,5 %. Die Ungenauigkeit kann an unterschiedlichen Stellen des Fertigungsvolumens größer sein oder aus einer Verformung oder einem Verziehen des Materials während der Abkühlung resultieren. Einige Anpassungen der Modellgeometrie oder -ausrichtung können erforderlich sein.
- Mäßig: Die Teile sind anfällig für Maßungenauigkeiten von > 0,5 %. Diese Ergebnisse können, im Vergleich zu anderen Pulvern, von Fertigungsvolumen zu Fertigungsvolumen oder an unterschiedlichen Stellen des Fertigungsvolumens stärker variieren. Für optimale Ergebnisse sind wahrscheinlich Anpassungen der Modellgeometrie oder -ausrichtung erforderlich.
Oberflächenbeschaffenheit
Die Oberflächenbeschaffenheit ist eine Bewertung, die sich auf die Behebbarkeit von Oberflächenfehlern durch Nachdrucken oder Neuausrichtung der Teile sowie auf die insgesamt wahrgenommene Geschmeidigkeit der Teile, wenn sie ohne Mängel gedruckt werden, bezieht.
- Sehr Gut: Die Teile sind glatt und von Druck zu Druck über das gesamte Bett hinweg reproduzierbar. Es kann zu geringfügigen Druck-Artefakten kommen, die sich jedoch durch Nachdrucken oder Neupositionierung des Modells weitgehend korrigieren lassen.
- Gut: Teile sind nicht glatt, aber von Druck zu Druck einheitlich. Es kann zu Schwankungen im Druckvolumen kommen. Geringfügige Artefakte können auftreten, sind aber durch Nachdrucken, Neupositionierung des Modells und routinemäßige Wartung des Druckers weitgehend korrigierbar.
- Mäßig: Teile sind nicht glatt oder von Druck zu Druck einheitlich. Die Ergebnisse können je nach Alter des Materials, der Charge oder der Druckgeometrie des Teils variieren. Schönheitsfehler sind durch Feinabstimmung korrigierbar, können aber häufiger auftreten als bei anderen Pulvern.
Überlegungen zur Druckgeometrie des Teils
Auflösung feiner Details
Bei der Bewertung der Auflösung feiner Strukturen wird die Fähigkeit der einzelnen Pulver verglichen, scharfe und klare Details zu drucken. Pulver mit geringer Auflösung sind nicht zu empfehlen, wenn feine Strukturen für die Leistung des Teils entscheidend ist.
- Sehr gut: Feine Strukturen werden gut gebildet. Um die beste Leistung zu erzielen, müssen filigrane Merkmale möglicherweise skaliert werden, um die minimale Strukturgröße für Ihr Pulver zu erreichen.
- Gut: Einige filigrane Merkmale, insbesondere solche, die kleiner als die minimalen Strukturgrößen sind, werden nicht erzeugt.
- Mäßig: Feine Merkmale werden nicht klar erzeugt. Dieses Material ist nicht die ideale Wahl, wenn Ihre Anwendung feine Details erfordert.
Teile mit hohem Seitenverhältnis
Teile mit hohem Seitenverhältnis sind Teile, bei denen die Höhe des Teils die Basis des Teils um mindestens das Verhältnis 2:1 übersteigt.
- Sehr gut: Teile mit hohen Seitenverhältnissen werden geometriegetreu gedruckt. Einige lange und dünne Teile, die sich über die Höhe des Fertigungsvolumens erstrecken, können sich in bestimmten Szenarien verziehen.
- Gut: Teile mit hohen Seitenverhältnissen werden gedruckt, sind aber anfällig für ein gewisses Maß an Verzug. Möglicherweise müssen die Positionen und die Anordnung der Teile angepasst werden. Nicht alle Teile mit hohem Seitenverhältnis sind für dieses Material geeignet.
- Mäßig: Teile mit hohem Seitenverhältnis eignen sich möglicherweise nicht für dieses Material.
Teile mit großem Querschnitt
Als Teile mit großem Querschnitt werden voluminöse Teile bezeichnet, bei denen eine erhebliche Menge an Material in einer einzigen Schicht zusammengesintert wird. Bestimmte Pulver halten ihre Form besser und weisen bei dieser Art von Geometrie weniger Oberflächenfehler auf.
- Sehr gut: Große Teile drucken maßhaltig und ohne Oberflächenfehler.
- Gut: Große Teile sind möglicherweise nicht maßhaltig, aber immer noch druckbar und sollten keine Oberflächenfehler aufweisen.
- Mäßig: Große Teile können Maßungenauigkeiten sowie Oberflächenfehler aufweisen. Berücksichtigen Sie Ihre Anforderung an die Maßhaltigkeit, bevor Sie dieses Material für große Teile verwenden.
Materialeigenschaften
Welches Pulver für Ihre Anwendung das richtige ist, hängt auch von den erforderten Materialeigenschaften ab. In der Tabelle am Anfang dieses Artikels sind einige häufig nachgeschlagene Materialeigenschaften aufgeführt. Prüfen Sie das technische Datenblatt (TDB), um die Leistung der einzelnen Pulver zu verstehen.
Anwendungsfallbeispiele
Beispiele dafür, wie die einzelnen Formlabs SLS-Pulver für verschiedene Anwendungen eingesetzt werden können, finden Sie in diesen Kundenberichten:
| Material | Anwendungsfall |
|---|---|
| Nylon 12 Powder | Kling & Freitag |
| Nylon 12 GF Powder | Jasper Engines |
| Nylon 12 White Powder | Demnächst |
| Nylon 12 Tough Powder | Demnächst |
| Nylon 11 Powder | MAG Orthotics |
| Nylon 11 CF Powder | TUM |
| TPU 90A Powder | Artus3D |